提升1000MW机组锅炉低速钢球磨煤机绞龙寿命的研究与应用
2021-09-02刘福鑫
刘福鑫
华电集团邹县发电厂 山东 济宁 273522
引言
我厂四期2×1000MW机组磨煤机采用的是沈阳重型机械厂引进法国ALSTOM公司的技术生产的BBD4360双进双出、正压直吹低速筒式钢球磨煤机,每台炉配6台磨煤机,两台机组共有12台磨煤机,每台磨煤机装有2台绞龙,左旋、右旋各1台,绞龙型号为C22002.01.00(驱动端右旋);C22008.01.00(非驱动端左旋)。
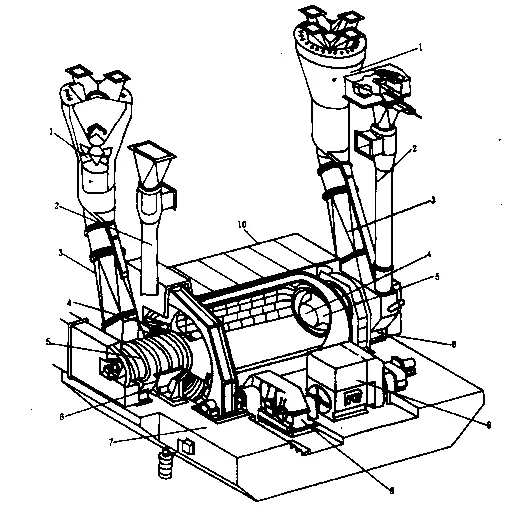
图1 双进双出(BBD)磨煤机构造图
1 1000MW低速钢球磨煤机绞龙主要结构及存在的问题
磨煤机绞龙主要包括:绞龙支撑棒、绞龙圆盘、绞龙螺旋带、绞龙抛球带、绞龙轴、绞龙筒体、绞龙链条等部件。磨煤机绞龙在机组运行期间,长时间承受原煤磨损及一次风风粉混合气流冲刷磨损,导致绞龙筒体、输送螺旋带和绞龙筒体连接链条磨损损坏;绞龙与磨煤机罐体连接支撑棒由于磨损及钢球击打,导致磨煤机绞龙支撑棒断裂。自机组投产至2018年四期磨煤机绞龙未改造升级期间,四期磨煤机绞龙多次出现绞龙输送螺旋带磨损减薄断裂、绞龙支撑板断裂、绞龙筒体磨穿、绞龙碎钢球挤压加剧绞龙圆盘与热一次风蜗壳磨损,摩擦发热,导致积粉着火等缺陷,严重影响了设备运行的可靠性和安全性。
2 对1000MW低速钢球磨煤机绞龙进行综合治理
针对磨煤机绞龙存在的问题及原因,从绞龙材质升级、结构改进、安装工艺、寿命管理等4个方面入手,对症下药,对1000MW机组低速钢球磨煤机绞龙存在的一系列综合问题进行改造治理,从而降低磨煤机绞龙缺陷发生率,减少平时的设备维护消缺量,提高磨煤机运行安全稳定性。
2.1 材质升级
2.1.1 绞龙支撑棒。磨煤机绞龙支撑棒材质为16Mn,该材质韧性较差,屈服强度较小,在磨煤机罐体停等瞬时剪切力较大时,容易发生断裂等缺陷。
为解决该问题,对绞龙支撑棒材质进行升级,由16Mn升级为34CrNi3Mo,提升绞龙支撑棒刚性及耐磨性,可以承受磨煤机起停时罐体对绞龙支撑棒施加的剪切力,以及煤粉、钢球对绞龙支撑棒的冲刷和撞击,减缓支撑棒磨损。
2.1.2 绞龙螺旋带。磨煤机运行时原煤通过绞龙底部螺旋带旋转而被输送到磨煤机内部,原煤与绞龙螺旋带间存在相对摩擦运动,从而造成螺旋带磨损,同时,磨制好的煤粉通过绞龙上部螺旋带间隙进入分离器,煤粉与绞龙螺旋带间产生二次磨损,加剧螺旋带磨损。绞龙围带材质为20Mn,该材质耐磨性良好,但受冲击时弹性较差,当有异物进入磨煤机时,绞龙螺旋带可能受异物撞击而断裂。为解决该问题,升级绞龙螺旋带材质,由20Mn升级为进口ABRO-2材质,该材质刚才有较强的韧性,在保证耐磨性的同时,具有较强的抗冲击能力,同时螺旋带由原来焊接结构改为整根螺旋带,防止焊接部位磨损断裂,延长绞龙螺旋带使用寿命。
2.1.3 绞龙筒体。磨煤机绞龙筒体正对落煤管位置是受原煤冲刷最为严重的部位,机组运行期间,该绞龙筒体部位长期受到原煤冲刷及添加钢球时的冲击减薄超标,甚至磨穿,原煤直接落入绞龙筒体内,甚至造成绞龙筒体断裂、变形,降低磨煤机出力,解决该问题则需要更换新绞龙,但绞龙筒体其他部位完好可用,更换绞龙造成很大浪费,针对这一问题,对绞龙筒体进行优化,在绞龙筒体受原煤冲刷部位加焊一圈10mm厚,材质为Q345的钢板,通过加固钢板解决绞龙筒体局部磨损减薄问题。
2.2 结构改进
2.2.1 绞龙支撑棒。原四期磨煤机绞龙配有4根绞龙支撑棒,绞龙通过磨煤机筒体衬瓦上的圆孔与磨煤机筒体固定,四向支撑,随着磨煤机筒体旋转而旋转,当其中1根绞龙支撑棒断裂后,由于四点支撑的结构特性,失去其中一点支撑后,其他三点支撑会多承受25%的剪切力,导致其他三根支撑棒断裂,绞龙停转失去作用,造成磨煤机满磨,被迫停运。为解决上述问题,将原来绞龙支撑棒4点支撑,改造为8点支撑,绞龙通过8根支撑棒与磨煤机筒体相连,每根支撑棒所受剪切力降低50%,当有不超过4根相邻绞龙支撑棒断裂时,绞龙仍可继续正常运行,保证了绞龙运行稳定性。
2.2.2 绞龙圆盘。磨煤机运行时,罐体内的钢球逐渐磨损变小,当筒体旋转时,碎小钢球会撞击进入到绞龙圆盘与热一次风蜗壳之间的安装间隙内,随绞龙一起旋转,与热一次风蜗壳产生摩擦,长期运行,碎钢球挤压会加剧绞龙圆盘与热一次风蜗壳磨损,甚至因摩擦发热,烧红热一次风蜗壳及磨穿蜗壳漏粉,同时积粉着火易造成制粉系统放炮。因绞龙圆盘与磨煤机热一次风蜗壳之间安装间距较小,碎钢球、积粉无法有效排出。针对该问题,将圆盘改造为梅花式磨煤机绞龙圆盘,在绞龙圆盘上加工月牙形半径50mm的月牙形出口,碎钢球及积粉随绞龙转动,通过圆盘月牙形出口由绞龙螺旋带重新带入磨内,解决了碎钢球及积粉磨损绞龙圆盘及着火放炮等问题。
2.2.3 绞龙链条。磨煤机绞龙链条连接磨煤机绞龙筒体与绞龙螺旋带,起到固定磨煤机绞龙螺旋带作用,由于绞龙链条直径较小,仅为20mm,磨煤机运行时,绞龙链条长期受到磨煤机原煤及风粉冲刷,磨损较快,当链条磨断时,绞龙带失去固定点,由于绞龙旋转离心力及绞龙带自身弹性,失去固定的绞龙带会磨损磨煤机料位护板,直至磨穿料位管线,致使运行人员无法正常进行料位监测。对绞龙链条进行改造,加粗链条直径,由原来20mm增加至26mm,提升磨煤机链条耐磨性,链条焊接在螺旋带非冲刷面,同时增加链条组数,保证磨煤机绞龙安全稳定运行。
2.3 安装工艺
磨煤机绞龙支撑棒安装及绞龙找正是保证磨煤机安全稳定运行的两项重要工作。
绞龙支撑棒起到固定支撑绞龙的作用,是磨煤机罐体的动力传输装置,安装绞龙支撑棒的传统工艺为,将绞龙支撑棒一段插入磨煤机筒体衬瓦卡槽内,另一端插入绞龙圆环孔内,通过大锤敲击支撑棒,使绞龙支撑棒插紧到位,然后旋紧螺母固定绞龙支撑棒。该工艺的缺点在于,绞龙支撑棒与筒体衬瓦为硬连接,无弹性体作为缓冲及锁紧功能,大锤敲击支撑棒,会使绞龙支撑棒接触到筒体衬瓦卡槽底部时弹出,无法将绞龙支撑棒完全插入卡槽,随着绞龙旋转运行,绞龙支撑棒有脱出风险,威胁磨煤机安全稳定运行。改良绞龙支撑棒安装工艺,使用千斤顶将支撑顶入衬瓦卡槽内,由于千斤顶施力为线性施力,避免了支撑棒插入卡槽时发生触底弹跳,使支撑棒完全插入卡槽,保证了绞龙安全稳定运行。
绞龙找正是保证绞龙旋转时不发生跑偏、晃动,绞龙带与料位护板不发生摩擦的检修工艺,发挥精益求精的检修理念,将绞龙找正误差控制在5mm以内,保证绞龙的安全稳定运转,为磨煤机正常运行奠定了坚实基础。
2.4 寿命管理
由于受负荷影响,每台磨煤机磨煤机的年运行时间都不相同,使得磨煤机绞龙的磨损情况也有所不同,为了减轻日常维护的工作强度,利用机组检修机会,详细检查每台磨煤机绞龙的磨损情况,根据实际磨损情况,为每台磨煤机绞龙制定详细的检修方案,磨损超标的更换新绞龙,磨损未超标的加固绞龙螺旋带、绞龙链条及绞龙筒体,使每台磨煤机绞龙的使用寿命趋于一致,保证日常维护期间,不因单台绞龙频繁出现缺陷而疲于抢修[3]。同时,班组建立绞龙寿命台账,准确记录每台磨煤机绞龙的更换、加固日期,为下次机组检修留好准确的一手资料,结合现场检查实际情况,制定更加科学的检修方案,保证磨煤机安全稳定运行。
2.5 项目前景及转化应用效益
通过对1000MW机组低速钢球磨煤机绞龙存在的一系列综合问题进行改造治理,有效延长了磨煤机绞龙使用寿命,提升磨煤机运行稳定性,解决了因磨煤机绞龙支撑棒断裂,磨煤机绞龙螺旋带磨损断裂,造成磨煤机停运的问题,解决了因碎钢球挤压磨损磨煤机绞龙圆盘导致磨煤机蜗壳漏粉、发热的问题,提高了磨煤机运行效率及使用周期,降低了厂用电消耗量,在安全、节能、环保方面起到了积极作用。
提升磨煤机绞龙寿命前,自四期机组投产至2014年,四期机组12台磨煤机因绞龙缺陷被迫停运次数为12次,平均每年发生2次,项目实施后,从2015年至今,共计发生1次磨煤机因绞龙缺陷被迫停运,平均每年0.2次,较项目实施前降低了90%。
查询运行规范化值班日志,自四期机组投产至2014年6年间,四期机组12台磨煤机因绞龙缺陷被迫停运次数为12次,因降低负荷共计少发电量为200万kW.h,平均每年少发电量33万kW.h,自2015年至今,“四联疗法”实施以来,5年共发生1次磨煤机因绞龙缺陷被迫停运,少发电量10万kW.h,平均每年少发电量2万kW.h。
经济效益:我厂四期机组每千瓦时发电量边际贡献为0.13元,每年因磨煤机绞龙缺陷停运磨煤机少发电量,由2015年前的33万kW.h×0.13元/kW.h=42900元,降至2015年至今的2万kW.h×0.13元/kW.h=2600元,每年因减少绞龙缺陷多发电量,节约费用为:42900-2600=40300元。
每台绞龙维修所需费用为27000元,本项目实施以来,每年可节约绞龙检修费用(2-0.2)×27000=48600元。
综上所述,每年共节约费用:40300+48600=88900元。
节能、环保效益:四期磨煤机绞龙优化升级后,提升了绞龙稳定性,避免因绞龙缺陷停运磨煤机造成电量损失。同时,降低了磨煤机绞龙检修次数,减少了现场因绞龙检修造成的粉尘污染。
安全效益:四期磨煤机绞龙优化升级后,降低了制粉系统动火作业次数,降低了作业人员高空作业的次数,从根本上减少了一系列的危险因素,具有良好的安全效益。
社会效益:四期磨煤机绞龙优化升级为其他发电企业提供了新思路,其中华电滕州新源热电有限公司,华电国际十里泉发电厂均采用了本项目,并实施,取得了良好的效果,有效提供了绞龙使用寿命。同时,技术攻关也带动了一批青年骨干力量的成长,具有积极的社会效益。
3 结束语
磨煤机为锅炉运行的重要辅机,磨煤机绞龙寿命的提升为磨煤机安全稳定运行提供了保障。本文提出综合治理方法,切实有效的延长了磨煤机绞龙的使用寿命,通过更加科学的改造及寿命管理,提升了磨煤机运行的稳定性。
