电动气阀副阀体环形槽的加工
2021-08-26董悦黑爱卿
董悦,黑爱卿
西安航天发动机有限公司 陕西西安 710100
1 序言
作为姿轨控发动机可靠工作的重要组成部分,电动气阀以电磁铁为驱动元件,直接或间接地驱动阀芯运动来实现液体或气体的接通、关断。副阀体是电动气阀控制气路部分线圈组件的主体结构件,是为电磁阀提供可靠密封、灵活运动的关键零件,其尺寸及几何精度要求高,材料特殊,工艺性复杂,特别是轴向环形槽的加工难度很大。副阀体加工质量的好坏直接影响着电动气阀的性能。本文将对两种不同的加工方法进行对比,选取最优方法,从而实现副阀体的高质量、高效率加工。
2 副阀体环形槽结构
图1 为电动气阀副阀体结构,其外形为典型的轴盘结构,内部含有环形槽和活门座。环形槽外径为5.7mm,内径为3.5mm,深度9.4mm。此种结构环形槽有明显的加工难点,即槽窄小,槽宽仅1.1mm,深度较深,在加工环形槽时还需考虑不能伤到活门座部位。

图1 电动气阀副阀体结构
3 副阀体环形槽加工难点分析
在副阀体环形槽端口有一活门座,选择加工方法时,既要保证尺寸合格,也要保证加工过程中不损伤活门座,其加工难点分析如下。
(1)原材料冷加工性能差 副阀体材料为高饱和磁感应强度铁钴合金1J116,即耐蚀软磁合金,具有较高的饱和磁感和居里温度,在高湿度的活性介质中具有高的耐蚀性,适用于无保护层工作的各种电磁铁的磁导体、风动阀和液压阀磁导体,是液体火箭发动机各类阀体的常用材料之一。耐蚀软磁合金材料相对较软,内部存在着有序结构,冷加工时容易脆裂,同时因其合金中存在碳、氮和氧等原子,这些原子聚集在晶界处,使得软磁合金的脆性增加,所以冷加工时,在转速较低的情况下易出现粘刀现象,导致零件表面粗糙。在刀具及加工参数不合理的情况下,零件薄壁处易出现裂纹。
(2)环形槽结构复杂 环形槽深度为9.4mm,从端面到槽底的深度为36mm,要求冷加工时刀具的刀杆足够长。长的刀杆会造成加工时刀尖的摆动量变大,振动量级变大。环形槽槽宽只有1.1mm,中心为φ1.8mm的通孔,端面还存在起密封作用的活门座。在冷加工时,刀具的设计,加工参数的确定,切削液、加工方式的选择以及切屑的排出等,均是需要解决的难点问题。
根据环形槽结构特点,选择两种不同的加工方法即电火花加工和机械加工进行研究,通过对两种方法进行对比,得出合理的加工参数及合适的加工方法。
4 电火花加工
电火花加工工艺是环形槽结构加工的常用方法,与传统机械加工方法相比,具有以下优点:①在加工过程中无机械力,可加工刚性较差的薄壁、深孔及复杂结构内腔。②加工时采用电极及工件间隙放电方式进行,可实现任何高硬度的导电材料产品加工。③无复杂的切削运动,可加工形状复杂零件,易于提高自动化程度。
(1)电极材料的选择 电火花加工常用的电极材料有石墨、Cu或W等单金属、Cu或W基合金、聚合物复合材料和金刚石等,选择电极材料时,应考虑电极的可制造性及加工成本。在普通应用场合,宜选用廉价的纯铜材料;在环形槽宽度较小时,环形电极壁厚δ≤0.5mm,宜采用不变形的石墨材料;对于精度要求高的产品,可采用抗损耗能力强的铜钨或银钨合金电极材料。因电动气阀副阀体产品符合一般使用条件,所以电极采用纯铜材料(T2)。
(2)电极结构设计 环形槽加工分为粗加工和精加工,两道工序所用电极结构相同,均由夹持部位、排气孔和加工面3部分组成。电极结构及实物如图2所示,其中设置排气孔的主要目的是防止拉弧等放电不稳定现象的发生,排气孔直径一般为1~2mm。电极内外加工面均匀放缩(δ1=δ2),且放缩量与理论环形槽距离≥0.30mm,以防高温的电腐蚀颗粒在活门座部位飞溅黏附。环形电极加工面部分(φ内、φ外)的加工精度应控制在±0.01mm。

图2 电极结构及实物
(3)加工方式 环形槽粗加工采用无摇动直线加工方式,底端留余量为0.20mm,高速抬刀;精加工采用先直线、后圆形摇动进入的加工方式,微小抬刀。
(4)加工设备 在AM45Ls电火花放电加工设备上进行加工,产品实物如图3所示。

图3 电火花加工产品实物
(5)电火花加工存在的问题 ①加工效率低,单件阀体电火花加工时间为2.5~3.0h。②电加工后阀体密封部位如图4所示,环形槽端面密封唇出现损伤。此缺陷产生的机理为电火花加工过程中,在加工区产生大量的蚀除物,其中部分蚀除物在电极进入过程中沿φ3.5mm圆柱面经密封唇部位向槽外运动,受到密封唇的阻挡而逐渐形成聚集,当聚集到一定程度后,部分聚集物与电极接触发生放电,经聚集物传递后,电加工蚀除物结合到基体上或在基体表面形成放电坑点。③电极损耗导致部分产品底部断面凸起,形貌如图5所示。此问题是由于电极在放电过程中损耗导致电极与产品放电不均匀所致。环形槽为弹簧安装配合部位,底部断面凸起会导致弹簧偏斜,影响其弹力的有效值,从而影响阀芯的灵活运动,严重时会导致阀芯卡滞或密封失效。

图4 电加工后阀体密封部位

图5 环形槽底部断面凸起形貌
为解决电火花加工过程中存在的问题,考虑采用机械加工方法完成此类结构的加工。
5 机械加工
采用机械加工方法加工副阀体深窄环形槽的主要难点在于刀具的合理设计,并制定合理的加工工艺参数。
5.1 专用环形槽车刀的设计
对于环形槽加工,设计冷加工刀具时必须考虑刀具的刚度、强度及耐磨性。对于常规的悬臂式刀杆车削加工方法,由于受槽宽的限制,其刀杆结构偏小,刀尖刚度低,易振动,易断刀,导致产品表面粗糙度和精度达不到要求,且报废率较高。为解决环形槽机械加工的问题,需设计一种特殊的专用刀具。专用刀具的设计主要考虑以下几个方面。
(1)原材料的选择 专用刀具选择整体硬质合金材料。整体硬质合金材料具有高硬度、高强度、高弹性模量、较小的热膨胀系数、良好的耐磨性和较长的使用寿命,已成为新技术领域一种非常重要的刀具材料。与高速钢刀具相比,可大大提高刀具寿命和零件表面加工质量。
(2)专用刀具表面涂层处理 表面涂层处理是在较软的刀具上涂覆一层或多层硬度高、耐磨性好的金属或非金属化合物薄膜,是解决刀具基体硬度不够最有效的方法之一。为了满足使用要求,需对硬质合金刀具表面进行涂层处理,选用金刚石涂层,它是sp3杂化的碳-碳共价键的原子晶体,具有高硬度、高耐磨性、低摩擦系数和低热膨胀系数等特性。涂层后的硬质合金刀具具有比基体更高的硬度和耐磨性,寿命也比无涂层的硬质合金刀具提高了1~3倍。同时,切削速度、进给量及切削深度也可以相应地提高,从而提高加工效率,改善表面加工质量。
(3)专用刀具尺寸参数 专用刀具如图6所示,刀具总长7 0 m m,其刃部宽度为(1.175±0.02)m m,长度约10m m,刀具圆角R0.2mm,刃部两端直径分别为5.75mm、3.4mm。在加工时,专用刀具的刀杆需安装专用刀柄与机床进行装夹。
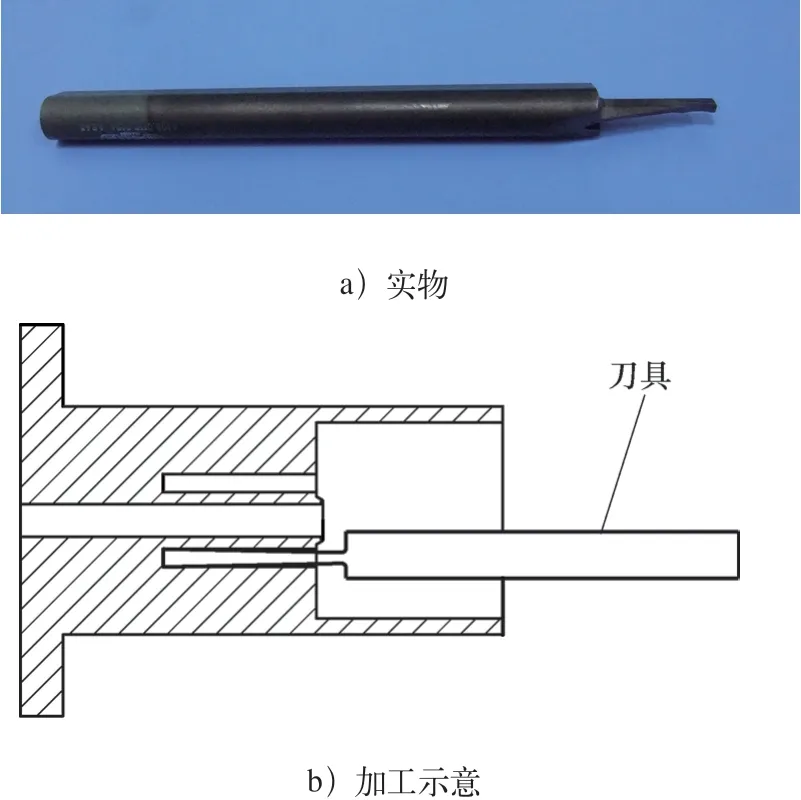
图6 专用刀具
5.2 加工方案的确定
根据环形槽及硬质合金专用刀具的结构特点,对环形槽加工设备、进给方式、加工参数和切削液进行选择如下。
(1)设备的选择 选择数控车床进行加工。数控车床必须具备较高的精度以及良好的稳定性。本试验选择精密数控车床R51来实现环形槽的加工。
(2)进给方式 由于环形槽结构窄而深,传统成形刀具很难完成加工,容易产生断刀现象,所以使用专用刀具,采用“进刀加工一定尺寸→退刀排切屑→再次进给加工”的循环进给加工方式,可以有效地减少因切屑排出不畅而引起的断刀现象。
(3)加工参数的选择 针对刀具刀头结构单薄、稳定性较差,以及易出现刀具根部折断的情况,通过试验,确定了具体的加工参数:开始进给时,每刀切削深度0.05mm后退刀,排出碎小切屑,再次进给切削0.05mm深后退刀,排出碎小切屑,不断地循环,加工深度为4mm;再次加工时,改变进给参数为每刀切削深度0.02mm后退刀,排出切屑,直至加工到深度尺寸9.4mm。加工过程中转速n均为2000r/min,进给量f=0.005mm/r。
(4)切削液的选择 专用刀具重复进给加工的过程,需保证副阀体或刀具的充分冷却,才能保证刀具的顺利进给。因环形槽结构的限制,切削液只能实现外表面的冷却,故在刀具退出环形槽后,可通过在刀具前端不断涂抹猪油的方法实现对刀具的冷却和润滑。
5.3 试验结果
(1)加工时间和刀具寿命 在设备、进给方式、加工参数及切削液确定后,进行了环形槽结构的机械加工,加工1件产品的时间为15~20min。经对环形槽各相关尺寸测量,结果均合格,满足图样要求。1把刀具可加工产品的数量为25件左右。
(2)性能测试 为验证机械加工后副阀体的性能,采用同样的加工参数,加工了一小批副阀体。采用这批副阀体共装配电动气阀产品19台,经行程检查、电性能检查,以及4.3MPa、2.7MPa气密性检查,各项数据均满足要求。随后抽取3台进行湿度、低温、高温、寿命及气密试验,结果均满足性能和使用要求。
6 两种加工方法对比
两种加工方法均能完成环形槽的加工。电火花加工受零件结构的限制相对小一些,只需要准确选定工艺参数,就能实现环形槽的加工,但存在加工效率低、对零件已加工面污染大等缺点;机械加工可有效解决电火花加工存在的问题,不仅能提高加工效率,还能提高环形槽表面质量的一致性。经数据统计,相比于电火花加工,机械加工的效率提高了5倍。图7为深窄环形槽表面质量对比,可以看出,机械加工的表面质量远优于电火花加工,且更有利于保证活门座的表面质量。

图7 深窄环形槽表面质量对比
7 结束语
针对副阀体环形槽的特殊结构,进行了电火花加工和机械加工方案研究,得出以下结论。
1)通过设计合理的电极和确定合理的工艺参数,采用电火花加工方案可以实现副阀体环形槽的加工,但存在效率和合格率低的问题。
2)通过设计专用结构刀具和采用“加工进给→退刀排切屑→再次进给”循环加工的方式,实现了环形槽的机械加工,在提高产品质量的前提下,效率相比电火花加工提高了5倍。
3)本例的深窄环形槽机械加工方法,可以拓展应用到其他类似深窄环形槽的加工中,通过设计类似结构的专用刀具来实现环形槽的机械加工,从而提高效率和质量,降低成本。
