网络控制技术在加工中心连线中的应用
2021-08-26王俊青
王俊青
麦格纳动力总成(江西)有限公司 江西南昌 330013
关键字:工业以太网;PROFINET通信协议;硬件组态;通信组态
1 序言
传统意义上的机械加工都是单台数控机床进行切削生产,但随着机械加工零件的复杂化,往往需要几台数控机床按工序规划进行先后加工。如果每道工序的数控机床都是独立运行,这无形中必定会产生过程之间的转运成本,且存在人工上下料效率低等问题。随着制造业的转型升级,工业体系转型下的网络自动化控制技术在机械加工中已经得到非常广泛的应用,先进的机械制造工厂都会采用数控机床联网集中控制加工和自动化转运。自动化大批量生产效率高、成本低,是企业竞争的制胜法宝。我公司作为先进的双离合变速器生产单位,对于复杂的零部件也会采用各个工序联网控制进行自动化连线生产。
2 产品生产背景
双离合变速器壳体三维模型如图1所示,变速器壳体由铝合金铸造而成。为了与变速器内组装的齿轮和齿轮轴零件进行精密配合,并且保证各结合面精度和密封性要求,需要使用德国进口的加工中心进行高精度加工,按照工序流程划分为3组。

图1 双离合变速器壳体三维模型
1)前期准备工序:毛坯来料,二维打码。
2)加工过程工序:二维码的自动识别;机械手抓料;加工中心对双离合变速器壳体的大小结合面进行镗铣,共计271处需加工;加工中心对双离合变速器壳体侧面孔进行镗铣,共计163处需加工,
3)下线工序:清洗,气密检测。
经过工艺规划和节拍最优计算,需要划分10道工序,每道工序使用1台加工中心进行生产,加上1个桁架机械手,可以达成年产能近25万个变速器壳体的规划。自动化生产线可全部实现自动化上线和下线,并实现零件自动装夹和加工。
硬件规划为线性布局,如图2所示。双离合变速器壳体根据工艺制作规划需要10道工序,即10台加工中心,并会采用横跨加工中心的抓取和转运桁架机械手来实现自动加工。确定设备硬件设计后,本文将着重从技术层面详细阐述双离合变速器壳体的自动化加工通信控制的实现。

图2 线性布局
3 加工中心设备网络技术分析
由于加工中心本体采用的是西门子840D sl数控系统,其数控系统控制单元NCU720.3内核集成了西门子S7-300的PLC,通信接口包含有PFOFIBUS、PROFINET、以太网,其中PROFINET属于工业级通信并且在数控机床中具有扩展性,所以我们将采用PROFINET进行加工中心和机械手间的连线通信协议。根据ISO标准定义OSI七层模型:第1层为物理层,第2层为数据链路层,第3层为网络层,第4层为传输层,第5层为会话层,第6层为表示层,第7层为应用层,工业控制运用基本上只会用到前4层的通信层级。其中加工中心集成的PROFINET协议分为标准数据通信和实时数据通信,当PROFINET需传递实时数据时,将越过第4层传输层、第3层网络层去直接连线第2层数据层、第1层物理层底的底层网络层级,采用这样的方式可大大节省层级间加载、打包产生的时间。由于实现加工中心线体自动化控制涉及到的功能是建立用户数据并进行交互通信以及各站点诊断数据的传输,时效性上无需到达实时层级,所以最终采用PROFINET标准数据通信方式来建立整个线体的通信关系。图3可直观展示出PROFINET传输过程关系。
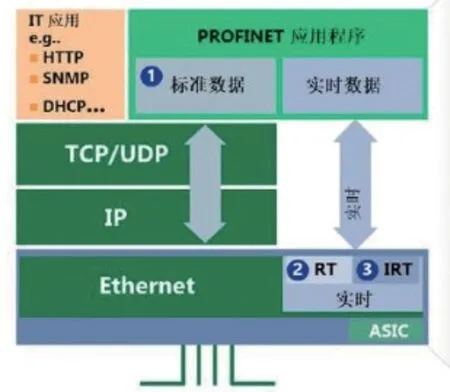
图3 PROFINET传输过程
4 设备联网技术实施和解析
通过分析实际情况,考虑到工厂使用到的德国加工中心硬件接口情况,其控制单元采用西门子数控产品,并且为了保证来自不同供应商的智能现场设备间的数据交换,决定采用SIMATIC iMap这种兼容性强的通信协议去实现各个加工中心与机械手的连线以及集中控制。SIMATIC iMap也是由西门子开发且基于PROFINET的标准通信协议,通过交换机将10台加工中心的数控控制单元NCU720.3和机械手的数控控制单元NCU720.3双方的网络接口X150进行连接,单台加工中心采用西门子专业软件STEP7完成硬件组态,如图4所示。
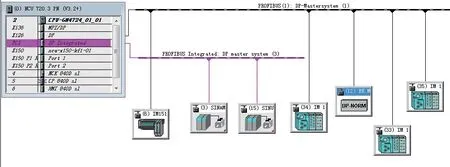
图4 加工中心硬件组态
为了实现连线的加工中心的互相通信,必须在单机组态基础上进行以下配置:机械手的NCU720.3和面板可以作为连线的程序调度中心和人机交互的窗口,为此用STEP7打开机械的硬件组态,先对其X150接口进行配置和设置,再对X150接口对应的PROFINET在对象属性中分配命名为“GM4724-01-60”,并激活其CBA通信需求(见图5),这样就开通了其PROFINET通信对应的iMap功能。激活通信后最重要的是定义与机床间对应的地址变量。根据机床已有的变量使用情况,可以将空余的背景数据块DB221、DB222、DB223分别作为其他加工中心的信息输入、信息输出、异常报警输入的接口地址。信息交互模块设置如图6所示,依次对DB221、DB222、DB223在分配PN块的对话框上打钩,选择激活和PROFINET属性两个选项。定义完成后进行确认并编译保存,则机械手上的接口设置和对应变量都已完成。为了实现在SIMATIC iMap软件上进行机械手和加工中心各设置接口的对接,需在STEP7软件中的硬件SIN-GM4724_01_60文件上点击鼠标右键进入创建PROFINET单元的页面中,产生一个iMap软件可以识别的cbp文件(见图7)。机械手设备文件生成后将按照上述方法在10个加工中心进行配置和定义,并产生10个cbp文件。
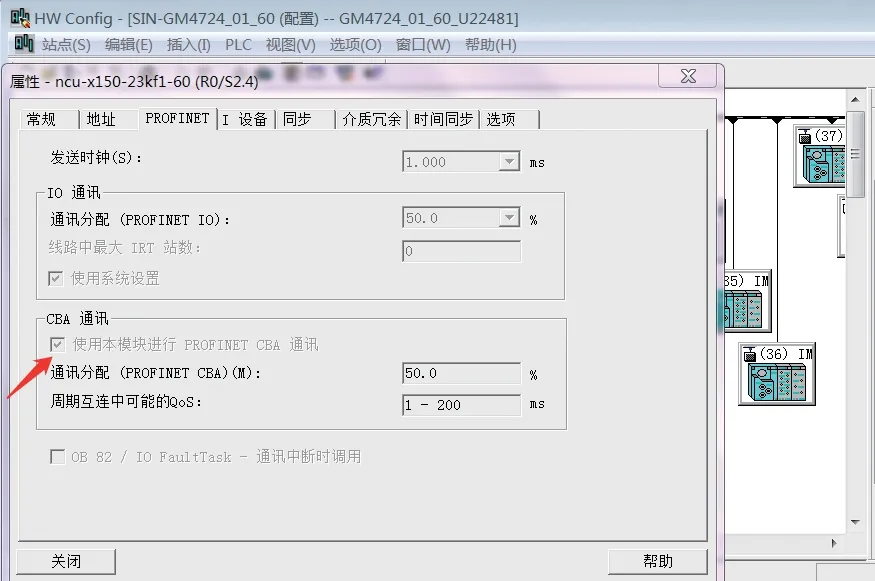
图5 激活CBA通信需求
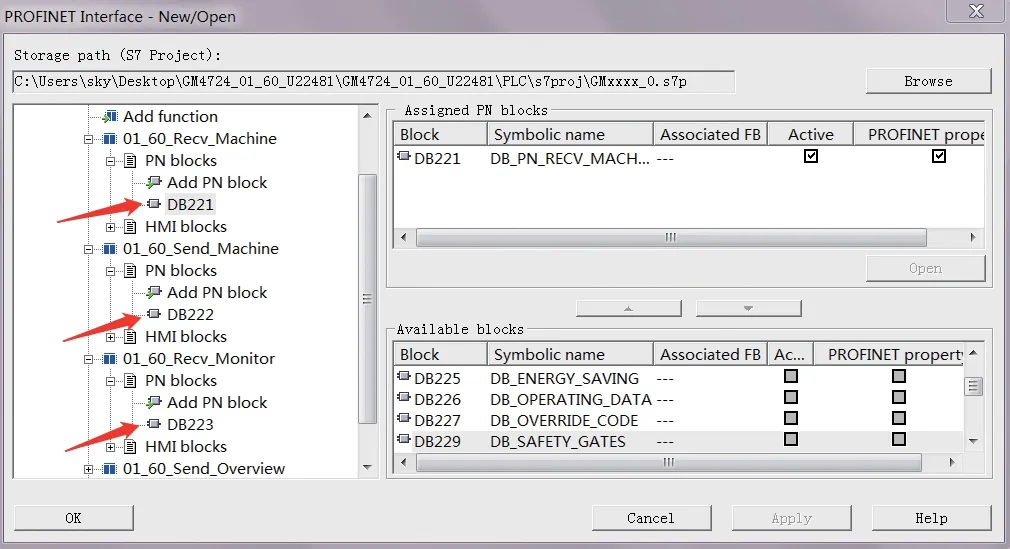
图6 信息交互模块设置示意
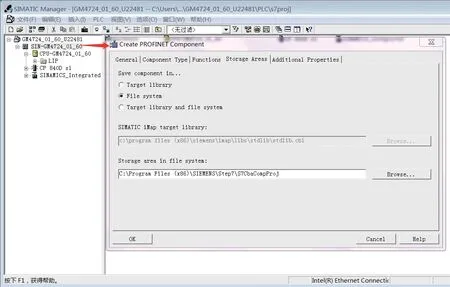
图7 cbp文件设置示意
接下来的步骤是将设备间的网络进行对接,实现通信。本文运用SIMATIC iMap软件实现各机床间的PROFINET通信,该软件是西门子公司推出的一款基于PROFINET标准下的网络组态软件工具,常用在分布式自动化解决方案上,可实现系统模板之间和生产线机器之间的图形化通信组态,其特点是简单化、开放性好且兼容性强,可对来自不同供应商的PROFINET设备进行通信组态。首先,启动SIMATIC iMap软件将10个工序的加工中心和机械手设备的cbp文件导入,导入过程如图8所示。成功完成数据导入后,则需进行通信组态,将之前STEP7中定义的输入和输出地址进行一一对应的通信连接,在软件中设置匹配后对接地址将会产生同一通信编号,通信组态架构如图9所示。
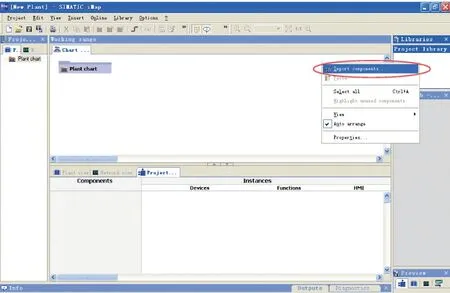
图8 cbp文件导入示意
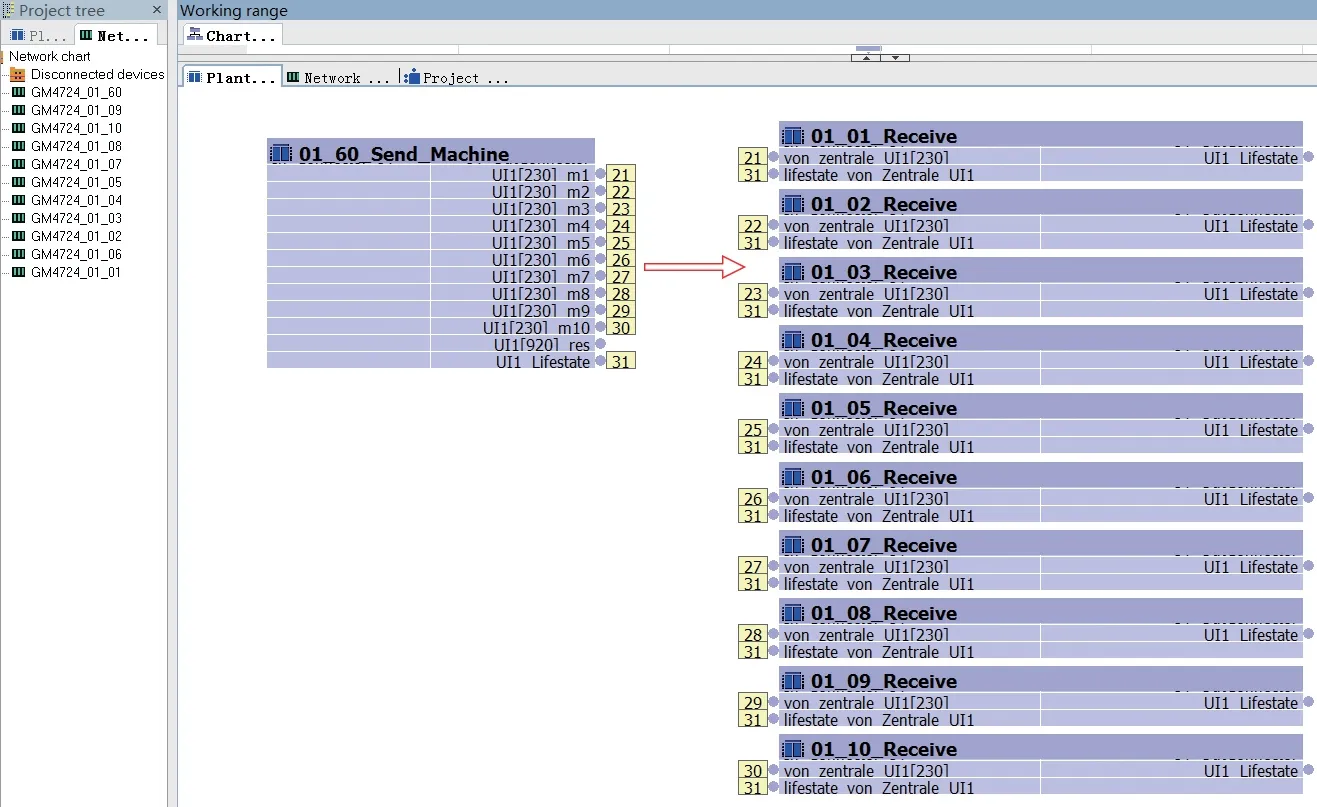
图9 通信组态架构示意
通信连接根据规划按照以下原则进行设定:SIN-GM4724_01_60机械手设备定义的DB222输出地址与10台加工中心的DB221的输入地址一一对应;10台加工中心的DB222的输出地址与SING M4724_01_60机械手设备D B221的输入地址一一对应;10台加工中心的DB223诊断输出地址则需一一对应SIN-GM4724_01_60机械手设备的DB223诊断输入地址。另外需要注意,10台加工中心已经在STEP7中定义了设备名称,是从SINGM4724_01_01到SIN-GM4724_01_10,由cbp文件导入SIMATIC iMap软件后默认显示STEP7中设置的设备名称。对应的设备地址都建立联系后,就完成了通信设置。将STEP7配置的硬件组态和SIMATIC iMap软件的通信组态都进行编译后,需通过以太网接口从编程电脑逐一下载到设备中,这样10台加工中心和机械手设备都真正建立了通信,可以在设备间输入和输出信息进行交互。
机械手设备和10台加工中心连线后,按照之前的设计规划,选择机械手的操作面板作为人机交互操作界面。在面板上的机型选择界面,信息存储地址在PLC中定义为DB99数据块,按照通信组态的规定,设备中的DB222数据块是输出地址,简单来说也就是面板上人机交互信息存储到DB99数据块之后,只要在PLC程序中将这些信息通过赋值逻辑给到DB222数据块,这些信息就会通过之前建立的iMap网络传输到各个加工中心。现场实际情况中信息交互如图10所示,红框圈出的数字就是机型对应的编码,存储在DB99.DBX0.0首地址数据块中,通过PLC中MOVE传输指令将机型编码全部移到DB222地址块中,10台加工中心就会在本机的DB221输入数据块中获得人机界面所选择的机型编号并自动调用对应的加工程序,而不需要再手动切换。图10中最右侧的面板实际就是切换成功的反馈信息。同理,其他的逻辑都可以利用每个设备的DB221、DB222、DB223这3个数据块间的传输网络关系进行设计,从而实现整条生产线的自动化控制。
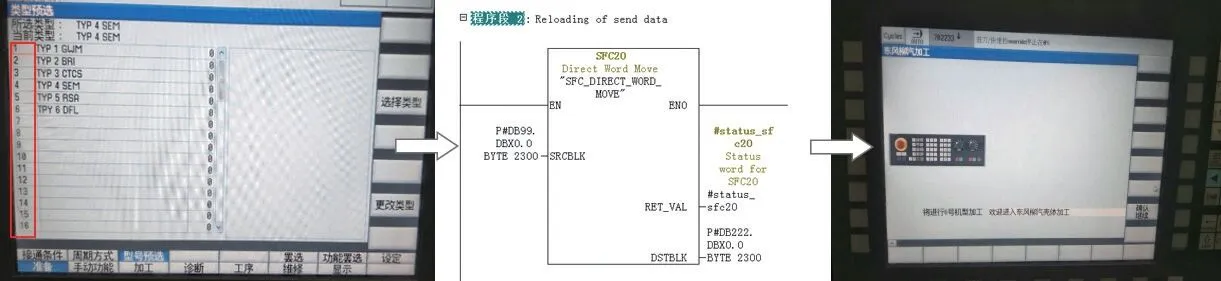
图10 信息交互示意
5 设备抓取和加工调试
经过以上网络配置,桁架机械手与10台加工中心建立了信息通信,下一步就进入调试阶段,主要分为机械位置调试和加工程序调试。对于自动抓取的调试,首先需要将机械手在变速器壳体的抓取位置调节到合适的机械抓取点,然后将此时的屏幕显示的X、Y轴坐标值写入到自动抓取程序对应的X、Y轴轨迹变量中。以此类推,逐一校准10个加工中心的放置位置并记录到程序的X、Y轴的轨迹变量中,即可完成位置校准。
对于加工程序的调试,每台加工中心都新建变速器的加工子程序,其名称可以定义为process后面加数字的形式,这样可以采用后接的数字来代表不同产品机型,例如用4表示SEM机型。在加工中心主程序上统一调用新建的加工子程序,调用指令中将子程序名字定义为process后加变量NO.的形式,以便通过NO.变量的数字变化实现程序自动调用不同机型加工程序的目的。以选择4号机型TYP 4 SEM为例,选择界面如图11所示。通过机械手中的DB信息块将机型TYP 4编译成代码4传输到每台加工中心设备上,加工中心的数据DB信息块接收到网络传输的结果后,可将DB信息块中数字结果赋值到程序变量NO.中,加工主程序中process后加变量NO.调用指令就可识别出调用子程序结果,从而可以自动调用对应的机型加工子程序,进行切削加工。经过关键的机械位置和加工程序的调试后,加工中心线体满足自动加工的条件。
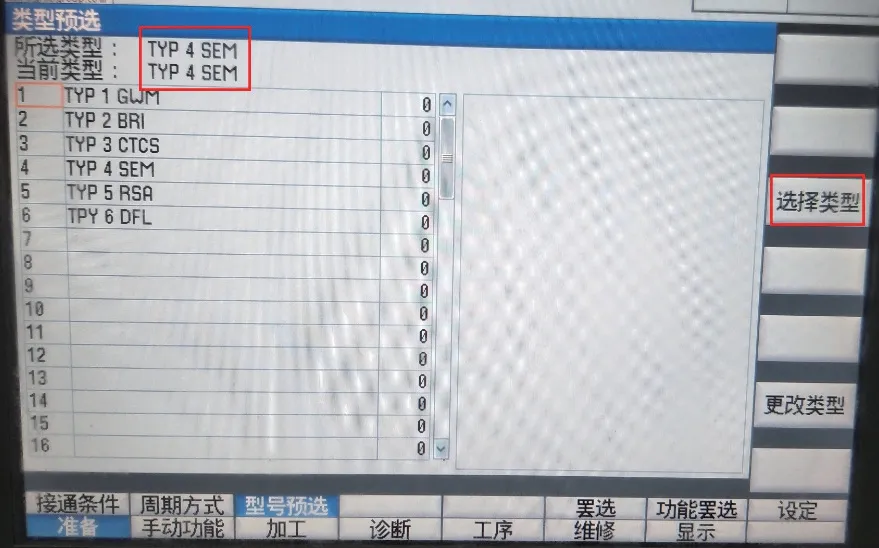
图11 选择界面
6 结束语
经过严谨的位置和程序调试,加工中心自动化线体进行了批量生产,并圆满交付使用,车间符合预期要求。本自动化案例采用的PROFINET是目前工业以太网控制中较流行的一种通信协议,并结合了SIMATIC iMap软件在单机硬件组态基础上进行通信组态的方式。选用iMap软件是因为其操作简单,编程组态相对独立,通过相关协议和特有软件的结合,可快速实现设备间的控制通信,总体来讲运行时相当稳定。当然以太网还有很多通信方法可以作为设备间的自动化解决方案,如OPC、Modbus TCP等,在智能制造飞速发展的今天,将会有更多应用案例,希望本文对大家今后的工作有所帮助和借鉴。
