基于灰度相似和双邻域的磨痕角自动检测方法
2021-08-20郭捷,张颖,肖梅,张雷
郭 捷,张 颖,肖 梅,张 雷
(1.陕西国防工业职业技术学院,陕西 西安 710300;2.长安大学运输工程学院,陕西 西安 710064;3.长安大学实验室设备管理处,陕西西安 710064)
润滑介质抗磨性的测定对于保护机械、降低机械故障、减少能源消耗尤为重要。国标(H-T 0762-2005)规定,润滑剂抗磨损性可通过测定摩擦系数和测量磨斑直径等综合判定[1-3]。然而,磨斑直径的测量需要依靠试验员判定测量方向(即磨痕方向),不可避免地会产生一定误差,不利于磨斑直径的准确测量、异常细纹的检测、磨斑形貌的深度解析和润滑油抗磨性的判定等。
机器视觉和图像分析技术为表面形貌特征的深度挖掘提供了强有力的工具。研究者基于图像处理技术对刀具的磨损状态进行表征和损伤评估,实现在线的状态监测[4-8]。随后,国内外学者深入开展了微磨损类型识别和磨损机理分析[9-10],测定滑动摩擦系数[11]、磨损量或磨损率[11-15]等,不过研究还处于试验员定性描述的初级阶段,缺少定量的度量和评估,且已有的研究成果无法适用于四球摩擦试验微磨损的磨痕方向角的自动检测。
为快速、准确地确定磨痕方向,文中提出了一种考虑双邻域内像素灰度变化的磨痕角自动测定方法:先计算小尺寸近邻域的像素灰度差,得到接近磨痕方向的方位值,再结合大尺寸远邻域的兴趣像素的灰度差异,找到与灰度差异度的极小值所对应的磨痕方位值,最后结合远邻域的尺寸推算出磨痕角。
1 磨痕角的自动检测算法
1.1 基本概念
1.1.1 磨痕角
为准确地表征磨痕的方向,定义磨痕角为磨痕沿顺时针方向至行轴正向所旋转的最小正角,用符号θ表示,其满足0°≤θ<180°,磨痕角θ的示意图如图1所示。
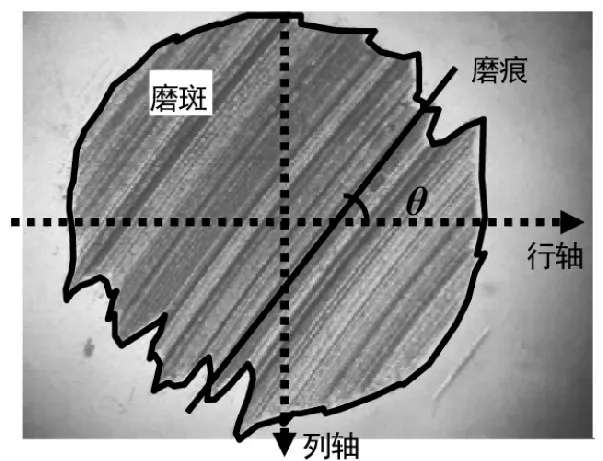
图1 磨痕角示意图
1.1.2 双邻域及邻域像素
像素(i,j)的w×2w邻域定义为像素(i,j)上方w×2w的区域,若存在W,且满足W>w,则邻域w×2w和W×2W分别称为近邻域和远邻域(如图2 所示),w和W均为正整数。

图2 双邻域及邻域像素
像素(i,j)的邻域像素集是指包括邻域右下角和像素(i,j)上方的邻域边界上的所有像素点的集合。以近邻域为例说明,像素(i,j)的w×2w邻域像素集是指包括(i,j+w)在内的邻域边界上的所有像素点(如图2 中白点所示),且像素(i,j)的邻邻域像素集元素总数为4w。
若(k,l)表示像素(i,j)的w×2w邻域像素集中的任一像素点,则其坐标满足式(1)~(3)中的任一式:

1.1.3 方位值α
用数字来标记像素及其邻域像素点的相对位置,以邻域像素集中的右下角像素为起点,逆时针依次标记近邻域上像素点的方位。像素(i,j)的近邻域像素点的方位值α分别标记为1,2,…,4w,如图2所示。
1.2 双邻域的磨痕角自动检测方法
1.2.1 钢球磨斑图像的采集
令采集的磨斑图像用F表示,图像大小为M×N,(i,j)表示磨斑图像F的任一像素点的坐标,i和j分别表示该像素的行、列坐标,像素坐标原点在左上角,且均为整数,满足1≤i≤M和1≤j≤N成立。
1.2.2 磨斑图像预处理
采集的磨斑图像F本身不含颜色信息,对磨斑图像进行预处理主要包括灰度化处理,可以大大加快程序的处理速度。考虑到人眼对颜色的不同敏感性,基于加权平均法对磨斑图像F进行灰度化处理,得到磨斑灰度图,用f表示,其计算式如式(4)所示[16]。

其中,r(i,j)、g(i,j)和b(i,j)分别表示磨斑图像中像素(i,j)的红色、绿色和蓝色分量值。
1.2.3 像素及其近邻域像素的灰度差
鉴于磨斑图像四周为钢球表面,该区域的磨痕信息不丰富,对后续处理的结果会造成干扰,故只对图像的中心区域进行灰度差异计算。像素(i,j)与其近邻域α方位像素的灰度差d(i,j,α),其计算式为:

其中,fw(i,j,α)表示像素(i,j)的近邻域上α方位的像素的灰度值;[ ]为四舍五入的取整运算;α为近邻域像素的方位值,为整数,每个近邻域像素对应一个方位值,故α=1,2,…,4w。
1.2.4 计算磨痕角的接近方位值
像素和不同方位的邻域像素的灰度变化是不一样的,一般来说,当邻域像素恰好和磨痕方向一致时,像素及其近邻域像素的灰度差异是最小的。定义近邻域差异度为所有像素在α方位的灰度差的均值,它是反映像素沿着不同方位的灰度变化量的指标。

其中,h(α)为α方位的近邻域差异度;N′为像素总数,其表达式如式(7)所示。

当邻域差异度为最小值时,像素间的灰度最为接近,此时对应的方位值和磨痕角最为接近,称之为相似方位值。

1.2.5 像素及其远邻域兴趣像素的灰度差
相似方位值基本确定了磨痕角的大小,但因近邻域的尺寸较小,能观测到的方位也较少,直接利用近邻域得到的方位值去计算磨痕角的精度不够高,故需要选择大尺寸的远邻域W×2W来提高磨痕角的测量精度,同时为了尽量减少计算量,只对远邻域中的兴趣像素进行处理。兴趣像素定义为远邻域像素集中的与α*对应的部分像素,远邻域及兴趣像素点如图3 所示。

图3 远邻域及其兴趣像素
兴趣像素的标记值β满足:

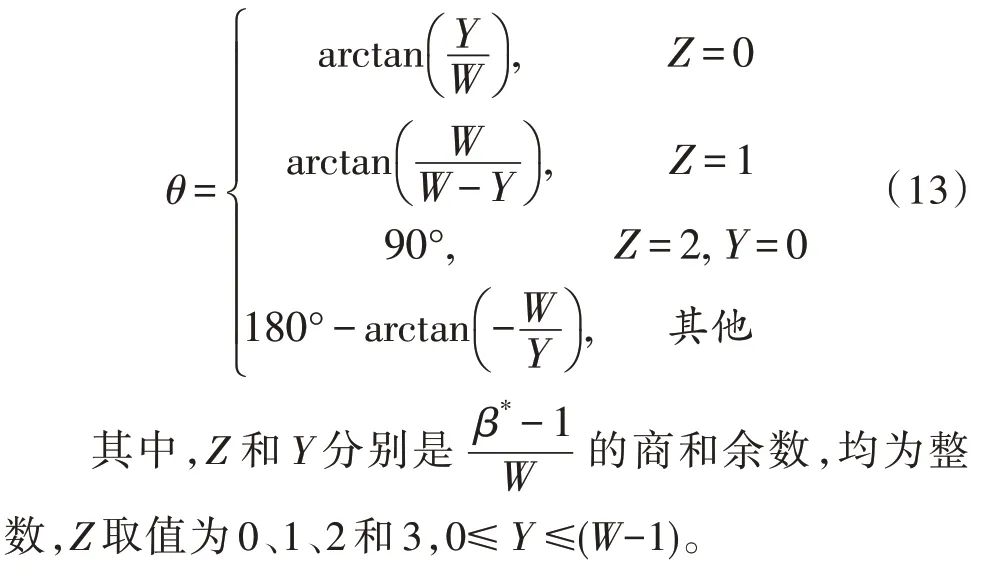
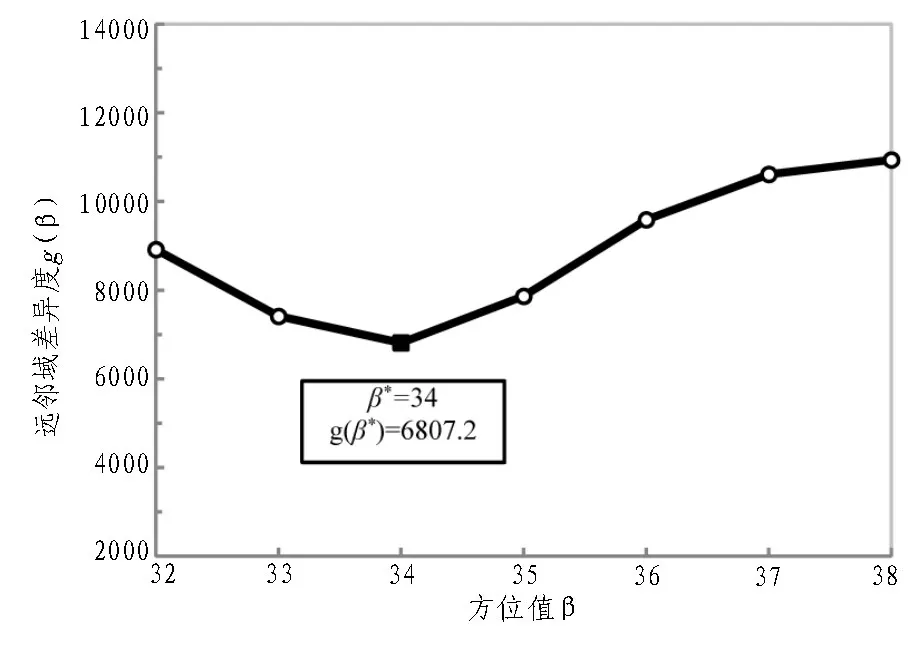
其中,W为远邻域的尺寸,满足w 其中,e(i,j,β))为像素(i,j)与其远邻域上β方位的像素的灰度差;fW(i,j,β)表示像素(i,j)的远邻域上β方位的像素的灰度值。 1.2.6 计算磨痕角方位值 和计算相似方位值的过程类似,基于远邻域兴趣像素的灰度差,计算磨痕方位值如式(11)所示。 其中,β*为磨痕方位值;g(β)为β方位的远邻域差异度,计算式如(12)所示。 1.2.7 计算磨痕角 依据磨痕方位值和远邻域的尺寸可以推算出磨痕角θ,其计算式如(13)所示: 仿真和实验分析从两个方面说明:检测过程和检测效果。检测过程以单样本为例说明该文的算法,以200 个样本的检测效果分析说明算法的检测误差和耗时。 某磨斑样本的磨痕角θ的检测过程如图4~6 所示。仿真平台为Matlab 2014,实验PC 机为Intel cpu 2.4 GHz和1 GB RAM。实验参数取值:w=10和W=25。 图4 磨斑灰度图 图4 为磨斑灰度图,其大小为768×1 024,即M=768,N=1 024;灰度化处理后可以加快后续处理的速度。图5 所示为方位角与近邻域差异度曲线图。从图5 可以看出,当方位值和磨痕方向偏差较大时,近邻域差异度在一定范围内波动,随着方位值和磨痕方向越来越接近,近邻域差异度值也越来越小,并在α等于相似方位值时达到最小,即h(α*)=5 034.8。 图5 方位值与近邻域差异度 类似地,图6 所示为方位角与远邻域差异度曲线图。从图6 可以看出,当邻域尺寸W=25 时,远邻域中与α*对应的兴趣点为7 个,远邻域差异度值随着方位值β的变大先下降后上升,磨痕方位值β*为34时,g(β*)=6 807.2,进而可得θ=55.78°。 图6 方位值与远邻域差异度 为了验证算法的有效性,对200 组电镜扫描的钢球磨痕样本进行了仿真验证。检测精度用绝对误差ξ来表征,定义为检测磨痕角和实际磨痕角的差值的绝对值,如式(14)所示。 其中,θ和θ*分别为检测的磨痕角和实际磨痕角,实际磨痕角由人工标定。 图7 为200 组样本的绝对误差ξ,平均绝对误差为1.474°,最大绝对误差为4.309°,最小绝对误差为0°,算法的检测检测精度高,鲁棒性好。在仿真平台上平均每帧耗时2.791 s,硬件化后每帧耗时会更短。 图7 多样本的绝对误差 文中基于磨痕方向像素灰度具有一致性的特性,从像素及其邻域像素的灰度变化入手,探究了一种双邻域磨痕角的自动测定方法,该方法是后续进行磨斑直径的测量、异常磨斑图像检测和磨损识别的基础。对200 组样本数据的仿真实验表明,算法的平均绝对误差为1.474°,最大绝对误差为4.309°,最小绝对误差为0°;平均每帧耗时2.8 s,算法运行速度快。 该文算法扩展性很强,可配合四球摩擦实验的软件开发使用,具有广阔的实际应用的前景。


2 仿真与实验分析
2.1 单样本的检测过程


2.2 多样本的检测效果


3 结论
