钛合金耐磨微弧氧化制备技术的研究进展
2021-08-03董凯辉宋影伟韩恩厚
董凯辉,宋影伟,韩恩厚
(1.中国科学院金属研究所 中国科学院核用材料与安全评价重点实验室,沈阳 110016;2.中国科学技术大学 材料科学与工程学院,合肥 230026;3.南方海洋科学与工程广东省实验室(珠海),广东 珠海 519000)
钛合金具有质量轻、比强度高、耐蚀性好等优点,在海洋船舶、深海潜艇、航空航天等科技核心领域发展潜力巨大[1-2]。但钛合金自身硬度较低、摩擦因数高,有较高的粘着磨损、磨粒磨损和微动磨损倾向,极大程度上限制了其作为摩擦部件的应用[2-3]。
为了改善钛合金的摩擦学性能,通常需要对其进行表面改性,常用的处理方法包括微弧氧化、激光熔覆、磁控溅射、溶胶凝胶、电镀等。其中,微弧氧化技术具有环保、高自动化程度等优点,在外加电源的作用下,短时间内即可在阀金属表面原位形成厚度适中、附着力强且具有较高硬度的陶瓷氧化膜。该膜层既可以单独使用来大幅提升基材的耐磨性,又能很好地兼容多种后处理方式,为后续涂层提供良好的承载能力,以适用于重载或高速等更苛刻的服役工况[4]。因此,微弧氧化被认为是提高钛合金耐磨性的理想表面处理方法,也是近年来科研工作者们的研究热点。
现阶段,针对钛合金微弧氧化膜减摩、耐磨性能的优化主要集中在以下三个方面:电解液、电参数及复合处理[5-7]。本文将结合国内外的研究现状对上述内容进行概述。
1 电解液的影响
电解液是微弧氧化技术中最核心的工艺参数,也是决定氧化膜性能的关键[8]。不同电解液体系中,钛合金表面微弧氧化膜的成膜机制有所区别,所制备的微弧氧化膜在化学成分及自身结构上存在差异,进而也会影响其摩擦学性能。通常来讲,膜层的硬度与其摩擦学性能密切相关,高硬度的膜层往往具有更优秀的抗磨损性能[9-10]。钛合金参与氧化成膜反应的主要成分为金红石型和锐钛矿型晶态TiO2,两者硬度均小于600HV,与钛合金自身硬度(400HV 左右)相比,提升并不明显[3]。因此,若想进一步改善膜层的耐磨性,需要电解液提供其他成膜组分。
常见的氧化液包括硅酸盐体系[11-12]、磷酸盐体系[7,13-15]、铝酸盐体系[16]及复合体系等[8,17]。其中,硅酸盐应用最为广泛,因为SiO32–具有极强的吸附能力,氧化过程中极易吸附在钛基材表面形成杂质放电中心,一方面可以在较宽的温度和电流范围内实现稳定成膜;另一方面,由于大量胶体状二氧化硅的沉积,使膜层相对更厚,最高可达90 μm。但单一的SiO32–不易起弧,且以非晶SiO2为主要成分的氧化膜,其硬度普遍只有600~800HV,在与高硬度摩擦副的对磨过程中磨损率较高。铝酸盐体系电解液中,AlO2–会在微弧氧化过程中参与成膜反应,生成α-Al2O3、γ-Al2O3及AlTiO5等高硬组分,显著提高膜层硬度[13,18]。其中,离子浓度是影响该氧化膜耐磨性的关键。齐玉明等[3]研究发现,高浓度的NaAlO2会增加氧化膜表面的放电强度和放电密度,促进膜层表面含铝氧化物的充分烧结,重复击穿和多次熔融使得氧化膜内部结构更加均匀、致密,40 g/L NaAlO2浓度条件制备的微弧氧化膜硬度可达1140HV 左右,耐磨性能显著提高,见图1。但铝酸盐体系电解液在氧化过程中易出现陈化现象,膜层厚度不均匀,致使耐磨性的提升并不稳定[19]。磷酸盐体系中所制得的微弧氧化膜在均匀性及光滑程度上表现优异,减摩效果更为理想[14]。但该膜层中的主要成分是含有Ti、P、O 元素的非晶相,膜层硬度偏低,且仅有6~7 μm 的膜厚使其承载能力有限,在高载荷的摩擦条件下,其耐磨效果不佳[3,19]。

图1 不同铝酸钠浓度下钛合金微弧氧化膜的摩擦学性能(A20、A30、A40 分别为含有20、30、40 g/L 铝酸钠的微弧氧化电解液条件)[3]Fig.1 Tribological properties of Micro-arc oxidation coatings on titanium alloys with different sodium aluminate concentrations:A20, A30 and A40 are oxidation electrolyte conditions with 20 g/L, 30 g/L and 40 g/L sodium aluminate, respectively[3]
单一体系氧化液无法呈现出最佳的膜层特性,合理利用各体系的氧化成膜特点,采用复配的方式往往可以获得性能优化的氧化膜[20-21]。Li 等[8]在研究电解液体系对钛合金微弧氧化成膜机制的影响时发现,在硅酸盐电解液中添加适量的磷酸盐可以促进氧化初期钝化膜的形成,磷化物会优先在钛合金表面富集,并向基体内部方向生长,而含硅的氧化物表现为向外生长,主要分布于外层疏松层,复合体系膜层的结合力及致密性优于单独的Si 或P 体系,见图2。Yerokhin等人[20]将铝酸盐和磷酸盐进行复配,制备出的氧化膜结构致密且表面光滑,在与SAE 52100 钢的对磨实验中,测试1000 m 的体积磨损率仅为3.4×108mm3/(N.m),既解决了单一P 体系氧化膜厚度不足的问题,同时膜层中富含的Al2O3和AlTiO5等硬质相可以显著提高膜层的耐磨性。

图2 不同体系氧化液所制备微弧氧化膜截面形貌[8]Fig.2 The cross section morphologies of MAO films prepared in different oxidation solutions: a) Si solution; b) P solution;c) Si+P solution[8]
此外,氧化体系中添加适当的助剂一定程度上可改变氧化膜的形成过程,进而影响膜层性能。Gowtham[22]对比了磷酸盐体系中不同KOH 浓度对Cp-Ti 合金微弧氧化的影响,发现在此碱性氧化液中,少量KOH 含量的变化对溶液pH 值的影响不大,但随着KOH 浓度的增加,溶液电导率显著提升,起弧电压和终止电压不断降低,涂层的厚度及孔隙率发生变化。Khorasanian 等[12]在硅酸盐体系中添加适量淀粉,Ti6-Al4-V 表面成膜物质的沉积速度大幅提升,10 min 即可制备出50 μm 厚、均匀且致密的氧化膜,生产效率提高的同时,耐磨性能与其他研究结果相当,100 m 的磨损试验中,平均摩擦因数仅为0.13。可见,选择合适的电解液体系或添加适宜的添加剂,可以有效调控微弧氧化膜的状态,改善其摩擦学性能。
2 电参数的影响
在电解液组分确定的情况下,氧化电源的参数设置将成为影响膜层性能的主要因素。微弧氧化通常使用直流脉冲电源,具体电参数包括恒流/恒压模式[23]、单相/双相模式[24]、频率[25-26]以及占空比[27]等。各类参数决定了流经材料表面外加电流/电压的输出形式,将对膜层生长速率以及成膜反应效果造成影响,并通过改变最终膜层的组成和结构影响其摩擦学性能。
2.1 恒流/恒压模式
微弧氧化电源的输出模式分为恒定电流及恒定电压两种。恒流模式下,电流密度的数值一般为1~10 A/dm2,电流密度过低不利于氧化初期基体表面的钝化,过高则氧化剧烈,易导致膜层疏松甚至局部烧蚀,膜层质量降低,耐磨性下降[6,28]。此外,恒流模式的氧化过程中,电压将随成膜反应的进行而逐步升高,并依据火花放电状态的变化可分为阳极氧化、微弧放电以及弧光放电3 个阶段[17]。Cheng 等[29]研究发现,钛合金表面氧化膜的生长速率是逐渐降低的,试验前10 min,氧化膜以3.3 μm/min 的平均速率不断增厚,而成膜10 min 后,该速率仅为0.2 μm/min。尽管氧化后期膜层的厚度基本不变,但在高电压的持续作用下,热量的积累将引起阳极表面局部温度的升高,膜层中的相组成会发生一定程度的变化,高温稳定性差的锐钛矿型二氧化钛在600~650 ℃的温度范围内向硬度更高的金红石型二氧化钛转变。成膜60 min后,伴随着氧化膜表层金红石相比例的增加,涂层结合力及耐磨性能明显提升。但延长氧化时间至90 min时,氧化膜孔径变大且变得疏松,涂层的耐磨性能反而降低。
相比于恒流模式氧化电压的稳步提升,恒压条件下,氧化电压将在短时间内达到预设值,为了实现此状态,初期的氧化电流将瞬时输出极大值,再逐渐降低。此模式的优势在于可以快速形成钝化膜,对电解液的钝化性要求较低,但由于前期输出功率较大,对电源功率及溶液冷却等要求更高,特别在处理大面积氧化工件时尤为明显。Quintero 等人[30]分别在3 种电解液体系中对比了恒流以及恒压模式对钛合金微弧氧化膜耐磨性的影响。结果发现,恒压条件所制备的涂层在摩擦试验中的质量磨损率均小于恒流模式下制备的涂层,且从能耗的角度考虑,恒压模式的单位能耗是恒流模式的一半左右。因此,在电源功率允许的条件下,恒压操作模式更有优势。
2.2 单相/双相输出模式
在恒流/恒压模式确定后,通常需要选取单相或双相输出类型。普遍认为,正相电流/电压是促进氧化膜生长的主要驱动力,因此正相输出是微弧氧化较常见的一种工作模式。近年研究发现,适当地引入负向电流/电压可以起到调整膜层状态的作用,进而影响膜层的摩擦磨损性能[31-33]。Hussein[24]在硅酸盐体系中研究负相电流对氧化成膜过程的影响时发现,双相电流输出条件下,等离子体区域的峰值温度与平均温度明显小于单独正相输出模式,负相的引入有效抑制了氧化膜表面局部较大的火花放电,使得膜层致密性提高,耐磨性得到改善,但双极电流条件所制备的膜层相对较薄,且脆性增加。
2.3 频率
脉冲频率是指单位时间内完成周期性变化的次数,该数值的变化将会改变电流的输出波形,进而对膜层的物质组成等产生影响[25-26]。磷酸盐体系中,频率较低时,单次脉冲能量更大,即作用在氧化膜上的能量越高,膜层中高温稳定的金红石型TiO2比例增大;频率升高后,单位时间内的放电次数提高,击穿电压有所降低,促使锐钛矿型TiO2含量升高,膜层硬度略有下降;当频率升高至650Hz 以上时,极短的放电间隔使得上一阶段正向电流积攒的热量来不及扩散,导致膜层中金红石型二氧化钛比例再一次提升[26],不同频率下形成的微弧氧化膜所含的TiO2类型和含量不同,进而影响微弧氧化膜的硬度和耐磨性。Yao等[25]的研究发现,在铝酸盐体系中,随阴极脉冲频率的增大,膜层中Al2TiO5的晶粒尺寸和质量分数逐渐增大,且金红石型TiO2的比例增加。
此外,频率对微弧氧化膜的厚度及表面状态也有重要影响。倪尔鑫等人[23]的研究发现,无论恒流模式还是恒压模式,高频条件下制备的氧化膜厚度更薄,因为频率越高时,单个脉冲的平均能量更低,同时单次氧化时间变短也意味着膜层反应越少,膜厚增加缓慢。吴连波等人[26]着重研究了频率对钛合金微弧氧化膜表面形貌的影响,得出低频时由于放电次数少,二次重熔不充分,导致氧化膜表层的微孔呈现数量多、孔径小的特点;当频率升为650Hz 时,试样表面弧光放电均匀,熔融产物堆积现象不明显,粗糙度最低,耐磨性得到改善;随着脉冲频率进一步增加至650Hz以上时,氧化膜层表面的放电通道分布不均匀,微孔数量减少而孔径增大,粗糙度有所增加,耐磨性下降。
2.4 占空比
占空比是指一个脉冲循环内,通电时间相对于总时间的比例。高占空比对应于电源输出作用时间延长,一方面,膜层表面热量的积累有利于锐钛矿相TiO2向金红石相TiO2转变;另一方面,单次脉冲能量的提升很可能造成放电通道的孔径增加,熔融金属相互连接后易造成突起状,表层粗糙度有所增大[27]。胡宗纯等人[34]分别研究了恒流及恒压模式下占空比的影响,发现恒流模式下,增大占空比后,虽然实际电源作用时间延长,但终止电压有所降低,进而成膜速率及膜层质量的改变并不明显。恒压模式下,占空比的提升将引起电流密度的升高,进而提高成膜反应速率,导致粗糙度增大。
可见,通过调整钛合金微弧氧化过程的电参数,将直接影响膜层中硬质氧化物的类型、含量、分布、表面粗糙度等,这些将直接影响微弧氧化膜的摩擦学性能。只有合理调控电参数在适宜范围,才能确保微弧氧化膜层具有良好的耐磨性。
3 复合微弧氧化处理
微弧氧化处理后的钛合金,其摩擦学性能得到明显提升,但应对一些苛刻的服役工况时,仅通过调整溶液体系或电参数的方式可能无法满足要求,此时可以考虑增加复合处理工序。
3.1 复合后处理
微弧氧化膜作为前置层,结合适当的后处理工艺,是进一步提升材料摩擦学性能的有效手段。常用的后处理工艺包括机械抛光、涂覆润滑或硬质膜层等。其中,机械抛光是实际生产中最简单实用的一种方式。由于微弧氧化膜具有疏松多孔的外层结构,不但粗糙度较高,且硬度偏低,通过精加工去除5~10 μm厚的外表层,可以降低摩擦因数,同时裸露出的致密层结构又能提升表面硬度,显著降低材料的磨损率[35]。微弧氧化后表面喷涂/浸涂石墨或聚四氟乙烯(PTFE)润滑层,制备成本低,在中低载荷条件下也能起到不错的减摩效果。具有层状结构的固体润滑层在与硬质材料对摩过程中被优先犁削成为磨屑,有效降低对摩副间的剪切应力与粘着应力。但在高载荷下,转移层很快被磨平,使用效果不稳定。Aliasghari 等[36]发现Ti+MAO+PTFE 涂层在磨损初期,摩擦因数较低,但在短距离的对摩试验后,该复合涂层的摩擦因数与裸基体的数值基本一致,如图3 所示。微弧氧化结合磁控溅射技术,在微弧氧化膜表面溅射高硬度的CrN、TiN、DLC 等,其中高附着力的微弧氧化膜作为内层充分发挥其承载作用,而表面硬质膜在高、低载荷下均表现出优异的耐磨性,两者结合可以获得摩擦性能最佳的复合涂层[4,37-38]。此外,Jin 等[39]在微弧氧化膜表面进行热氧化处理,高温条件促进锐钛矿型向金红石型二氧化钛转变的同时,部分再结晶及新物质的生成导致膜层的粗糙度有所提高,而且由于表层硬度的影响程度更大,使得整体涂层的磨损率降低。
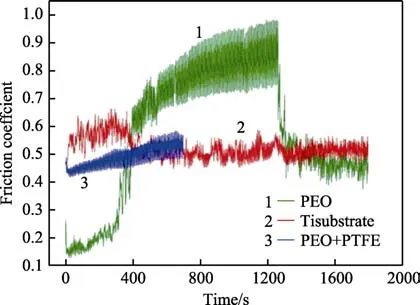
图3 钛基材硅/磷复合体系微弧氧化膜涂覆PTFE 前后摩擦试验结果[36]Fig.3 Friction test results before and after PTFE coating on silicon/phosphorus composite system of titanium substrate[36]
3.2 功能性纳米颗粒的复合氧化技术
常规微弧氧化技术所制备的膜层存在固有孔隙以及有限的相组成等问题,对材料耐磨性的提升有限。通过复合后处理方式虽能有效改善摩擦学性能,但操作工序的增加会降低生产效率,提高人力成本。近年来开展了一种一步法微弧氧化改性方式,在常规电解液中添加功能性纳米颗粒,微纳颗粒在氧化过程中掺杂到涂层表层甚至内部,一方面对涂层的缺陷位置进行修复,大幅提高膜层的致密性;另一方面丰富了复合涂层的相组成,可以有选择性地赋予微弧氧化膜耐磨、自润滑、耐腐蚀等多种功能特性[18]。
3.2.1 纳米颗粒的种类
为了改善微弧氧化膜的摩擦学性质,添加纳米颗粒的类型主要可分为硬质颗粒和润滑颗粒两种。常见的硬质颗粒包括TiO2[40-41]、ZrO2[22]、Al2O3[18,42-43]、Si3N4[13]、CeO2[15]、SiC[18]等,它们掺杂在氧化膜中可以显著提高膜层的硬度,降低磨损率。而PTFE[36]、MoS2[28,44]、石墨[45]、hBN[46]等润滑颗粒的添加相当于在微弧氧化涂层内部引入一定量的固体润滑相,随着磨损过程的进行而不断释放,起到润滑的作用。
3.2.2 纳米颗粒的分散
纳米颗粒在氧化液中主要以胶体的形式存在,良好的分散性是能否实现稳定生产的关键。为了防止不溶性纳米颗粒的团聚与沉降,目前主要采用机械搅拌、超声震荡、空气搅拌等物理方法结合化学改性的方式[47]。Aliofkhazraei[9]和Gowtham[22]在磁力搅拌器和超声震荡的基础上,配合少量三乙醇铵表面活性剂,分别实现了Al2O3和ZrO2颗粒的均匀分散。赵晴等人[46]为了提高六方氮化硼颗粒在硅酸盐氧化液中的润湿性和表面活性,将纳米颗粒依次进行盐酸酸洗、蒸馏水过滤、酒精中机械搅拌等处理工序,最终也获得不错的分散效果。
3.2.3 纳米颗粒的尺寸及浓度
现阶段,已报道的有关钛合金微弧氧化液中添加纳米颗粒的尺寸为0.2 nm~2 μm[5,19]。普遍认为,粒径尺寸较小的颗粒更容易以电泳吸附的方式引入微弧氧化膜内,实现微孔隙的封闭,提高致密性。刘峰斌[48]对比了不同SiC 颗粒尺寸对微弧氧化膜性能的影响,当粒径尺寸(4~5 μm)大于孔径时,颗粒无法进入膜层内部,表层粗糙度反而增大,摩擦因数升高。
纳米颗粒的浓度与复合氧化膜的粗糙度也存在一定关系。在纳米颗粒尺寸适宜的前提下,随着添加纳米颗粒浓度的提升,粗糙度呈先降低后升高的趋势。初期浓度的增加,可以提高纳米颗粒对陶瓷层表面放电通道的填充质量,致密性提高。当达到临界值后,进一步提升纳米颗粒的浓度将导致膜层表面形成过多的堆积产物,表面粗糙度增大,耐磨性降低[5,22]。
3.2.4 微纳颗粒对氧化过程的影响
在电解液中添加纳米颗粒会改变溶液体系的电导率和pH 值,氧化成膜阶段,伴随着纳米颗粒不断引入到膜层中,起弧电压、输出电流、终止电压等一系列电参数也将发生变化。Yurektur 等人[20]在研究恒压模式下纳米颗粒的复合氧化时发现,添加多壁纳米管颗粒后的氧化电流数值相比未添加前显著提高,认为纳米颗粒会增加溶液的导电性,且带负电的胶体颗粒在电泳作用下聚集在基材表面,表面电荷的积累加速电击穿,导致击穿电压降低,氧化电流增大。王平[41]采用恒流模式,对比了添加TiO2纳米颗粒前后微弧氧过程的电压-时间曲线,发现在氧化初期,添加纳米颗粒条件的电压数值更大,主要是由于纳米颗粒的表层吸附作用引起膜层电阻增加,而到氧化中后期,其电压水平低于未添加TiO2纳米颗粒条件。其原因是高电压作用下,大量绝缘气泡聚集在膜层表面导致氧化电压虚高,TiO2颗粒的轰击作用加速了气泡破裂,从而降低了膜层电阻。
3.2.5 微纳颗粒的掺杂机制
不同种类纳米颗粒的氧化成膜机制并不完全统一,除了与微纳颗粒的性质相关外,还受电解液体系及电参数等影响。但总体上来讲,微纳颗粒加入到电解液中,其掺杂机制主要分为吸收和结合两步[43,49]。其中,吸收过程一般是颗粒机械扩散、吸附和电泳迁移的综合作用,而结合过程一般归结为局部熔融的烧结作用或颗粒与基材、电解液的反应性结合[50]。
微弧氧化通常在300~600 V 高电压下进行,阴阳极板间具有极高的电场,且分散在电解液中的微纳颗粒呈电中性的可能性极小。因此,可以认为电泳迁移是吸收过程中最主要的作用形式[50-51]。在碱性电解液体系中,绝大部分微纳颗粒的Zeta 电位小于0 mV,其在氧化阶段的掺杂机理遵循图4[16]。带负电荷的胶体在电场作用下向阳极工件表面电泳迁移,由于膜层放电通道及微裂纹位置的绝缘电阻最小,场强分布最强,因此纳米颗粒会优先在此处富集,利于实现缺陷位置的填充[49]。少部分微纳颗粒在体系中的Zeta 电位呈正值,此类带正电的微纳颗粒在电泳作用下,始终向远离工件表面的方向运动,其掺杂机制如图5 所示[41]。在微弧氧化的不同阶段,功能性颗粒的表层吸附均主要依赖于机械搅拌作用引入的物理扩散。氧化前中期,即氧化电压较低时,带正电的胶体粒子基本无法吸附在平滑的基材表面,导致膜层内层基本检测不到微纳颗粒的组分。当电压升高至击穿电压以后,在一定热作用和电场强度的共同影响下,熔融的等离子团会从放电通道中喷涌出来,从而增大了与微纳颗粒发生碰撞接触的机会,为后续的结合过程提供条件,最终实现包裹并富集在氧化膜表层,提高膜层的耐磨性[40]。
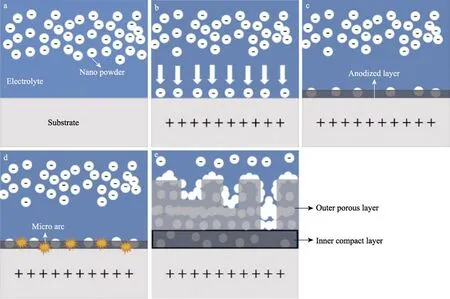
图4 纳米颗粒在电解液中呈负电的成膜机制示意图[16]Fig.4 The schematic diagram of the film-formation mechanism of MAO with the negative nanoparticles in the electrolyte[16]

图5 纳米颗粒在电解液中呈正电的成膜机制示意图[41]Fig.5 The schematic diagram of the film-formation mechanism of MAO with the positive nanoparticles in the electrolyte[41]
在微纳颗粒的结合过程中,掺入形式可分为惰性掺入和反应型掺入两种。SiC[18]、PTFE[36]、hBN[46]、石墨烯[52]及MoS2颗粒[28,44]等作为惰性掺入型的典型代表,以完全惰性沉积的形式在连续的微放电过程中被包裹在熔融的氧化膜层中。对于反应型掺入的颗粒,它们往往以混合沉积的形式进入膜层中,部分以胶体形态惰性沉积,另一部分在局部高温作用下将与金属基质或电解质产生反应生成新的物质。Gowtham[22]和Li[5]等人在添加ZrO2纳米颗粒的复合微弧氧化膜中检测到ZrTiO4、m-ZrO2组分。Al2O3颗粒也会参与钛合金的氧化成膜反应,形成Al2TiO5新相[9]。
总之,微弧氧化溶液中掺杂硬质颗粒或润滑颗粒后,这些颗粒在成膜过程中复合到膜层中,提高微弧氧化膜的硬度、润滑性、致密性等,使膜层具有减摩、耐磨、润滑等性能,未来有光明的应用前景。
4 结论与展望
现阶段,钛合金在常见电解液体系中的成膜反应以及各类电参数在其氧化过程中的影响机制已有较为成熟的认识,可以从提高微弧氧化膜表层硬质相比例以及降低粗糙度的角度来设计更合理的微弧氧化工艺。但传统微弧氧化能够提供的相组成种类较少,且膜层表面不可避免地存在微孔,因此耐磨性的提升有限。通过增加后处理工序与微弧氧化技术复合可以进一步改善氧化膜的摩擦学性能,但生产成本增加。纳米颗粒复合微弧氧化技术可以一步法实现氧化膜的制备,同时又能有选择性地赋予其减摩、耐磨、润滑等性能,是未来微弧氧化技术的发展趋势。但此项技术正式应用于工业生产前,仍有一些问题亟待解决:首先,不溶性纳米颗粒在电解液中的分散性差,应加强纳米颗粒分散稳定性的相关研究,开发相匹配的表面活性剂或优化改性方式;其次,纳米颗粒在微弧氧化过程中不断消耗,复合氧化液的使用寿命及补加方法有待深入研究;再次,现阶段关于纳米颗粒复合微弧氧化的研究中,仍以掺杂一种纳米颗粒为主,在电解液中添加多种纳米颗粒,特别是不同功能类型的纳米颗粒时,复合微弧氧化膜的摩擦学性能尚不明确;最后,电参数对不同种类纳米颗粒掺杂机制的作用机理还有待澄清,例如负向电压/电流的引入对带电胶体在微弧氧化阶段吸收和结合过程的影响等,此类问题的阐述将对复合纳米颗粒微弧氧化技术的工艺设计提供理论指导。
综合环保、经济成本等多方面因素考虑,微弧氧化仍是未来一段时间内提高钛合金耐磨性能的首选表面处理技术,具有广阔的发展前景。随着人们对耐磨微弧氧化膜制备技术研究的进一步深入,相关理论基础的逐步完善,相信定能设计开发出摩擦性能可控且综合性能良好的微弧氧化涂层,从而拓宽钛合金的使用范围,并推进其在更多领域的产业化应用。
