铸管测量机器人系统设计与误差分析*
2021-08-02鲁墨武康玉祥王世超
鲁墨武,张 欢,康玉祥,周 旭,王世超
(1.沈阳航空航天大学机电工程学院 ,沈阳 110136;2.南京航空航天大学民航学院,南京 211106;3. 新松机器人自动化股份有限公司,沈阳 110136)
0 引言
在管件测量中,内径参数是管件测量的一个重要参数,其中大尺寸管件的内径测量是长期困扰企业的一个难题[1]。激光干涉仪、激光杠杆法等非接触式测量方法的精度高,但由于现场光照强度不可控的原因,不适用于大型工件的现场测量[2],激光三角测量法测量精度受到本身结构和被测物体特性及环境因素等多方面的影响[3]。近几年,管道测量机器人发展迅速,随着不同领域的各类管道机器人相继出现, 促进了大尺寸管道内径测量技术的发展[4]。Mahammad S A等通过探针在顶点的摆动与工件的直线位移相结合的方法,以估算内径[5],虽然该方法通过应用自动准直仪和角度定位基准来改进探测,但是并不具有通用性,对于大尺寸管件不适用;周贺等设计了一种闭环反馈跟踪定心的迭代测量方法来解决测量系统的回转中心与被测孔圆心不重合的问题[6],他解决了不同轴的问题,但是时间比较长,测量系统的效率无法得到保证;马孜等设计了一个测量系统能够快速完成大型管道内整体三维表面数据采集,并在线给出任意位置内部直径高精度的测量结果[7],他提出了测量系统旋转中心要无限接近管道中心,但是没有给出调整方法和无限接近的标准;孟旭等设计出一种光学探头非接触测量系统,建立了对应的数学模型[8], 得出了被测孔轴线的空间位置方程,但是没有求得孔轴线与测量系统旋转中心的距离;张连存等根据单光三角测量原理,结合半导体激光准直技术、现代传感技术、伺服控制技术和计算机技术研制了一种非接触式内径尺寸测量系统[9],他通过建立数学模型来消除两中心不重合的误差,但是没有对两中心偏离程度和测量误差之间的关系进行分析。
本文根据铸管承口的特征,开发了一套测量系统,分析了机器人旋转中心与铸管轴心的偏离程度与测量误差之间的关系,通过机器人旋转中心预调整保证两中心同轴度,提高椭圆拟合的精度,实现准确测量承口的内径尺寸。
1 系统组成及工作流程
图1为末端检测机构组成图。该测量系统主要针对某型铸管的承口尺寸进行测量,核心组成包括机器人、激光位移传感器、PLC和上位机。如图1所示,上位机主要包括数据的分析处理、指令的接收发送等功能;PLC主要负责工作流程逻辑控制和数据的打包、发送;机器人在末端携带测量设备,执行上位机发送的指令,同时发送旋转角度值给上位机;高精度激光位移传感器保证了采集数据的准确性。系统数据流关系如图2所示。

1.铸管 2.激光位移传感器 3.高精度直线模组 4.V型定位槽 5.工业机器人

图2 系统数据流关系
如图3所示,铸管承口的待测截面分别为D1、D2、D3、D4。

图3 铸管各待测截面位置图
测量系统的工作流程,如图4所示,启动测量系统后,激光位移传感器开始读数,机器人到达指定位置,与传感器协同完成测量设备与铸管的同轴调整。同轴度调整之后,测量设备到达第一个测量截面,机械臂控制传感器进行旋转扫描测量,当前截面测量结束后,机器人到达下一个待测截面,依次进行测量。所有截面测量结束,上位机对数据进行算法拟合,得到测量数值,测量结束。

图4 系统工作流程
2 测量原理
2.1 铸管内壁点坐标获取方法
如图5所示,机器人旋转平面作为平面坐标系所在平面,为了使测得数据都为正数,将机器人旋转中心的坐标设定为(a,a),并且a值恒大于铸管的最大半径。确定了该平面坐标系xOy,其中已知变量为:
(1)通过双侧激光位移传感器1、2测量得到的激光头到管内壁的距离分别为S1、S2。
(2)此时测量机器人末端激光头1旋转的角度值θ。
(3)两侧激光位移传感器到机器人旋转中心的距离分别为L1和L2,此处两侧的激光头通过直线运动模组调整,L1和L2的差值小于0.01 mm。
(4)机器人旋转中心坐标为(a,a)。
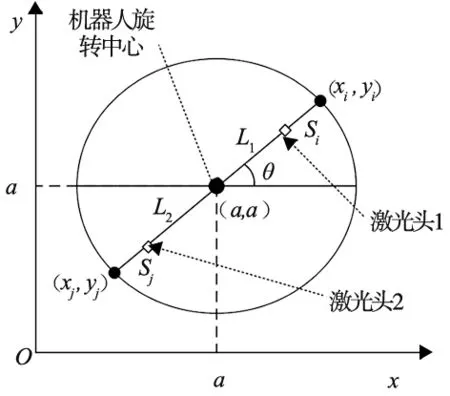
图5 原理示意图
由公式(1)可以求出机器人旋转中心到激光头1、2两侧铸管内壁的距离分别为ri、rj:
(1)
由公式(2)可以求出铸管内壁激光点在平面直角坐标系下的x、y:
(2)
其中,xi和yi为激光头1扫描过的区域所得坐标,xj和yj为激光头2扫描过的区域所得坐标。当机器人旋转180°后,两激光头采集的坐标进行合并,即:
{(xm,ym)}={(xi,yi)}∪{(xj,yj)}
{(xm,ym)}为两侧激光头采集的所有点坐标的集合,用于椭圆的拟合。
2.2 改进的最小二乘法拟合椭圆
在数据采集过程中噪点的出现会极大影响拟合后的结果,最小二乘拟合椭圆的精度与滤波上下限的选取有关。

图6 原理误差示意图
使用同一组采集的传感器数据集合,取不同的滤波上限进行实验,得到的数据如表1所示。

表1 测试结果
根据测试结果可以看出,滤波上限对拟合椭圆精度的影响,当上限取值太大或太小时,原理误差都会变大。
通过合理的数据上下限对采集的数据进行预处理,粗略剔除噪点,然后再使用最小二乘拟合算法对数据进行椭圆拟合。
在平面坐标系中,一般椭圆方程的表示形式,如式所示:
Ax2+Bxy+Cy2+Dx+Ey+F=0
(3)
最小二乘法基本约束条件是测量的误差平方和最小[10]。
令W=[A,B,C,D,E,F]T,X=[x2,xy,y2,x,y,1]T,则优化目标为:
通过运算,确定椭圆方程的的参数A、B、C、D、E、F。
根据椭圆的几何中心公式可以求得拟合椭圆的几何中心(Xc,Yc)。

拟合椭圆的最大内径为椭圆长轴长度,即:
拟合椭圆的最小内径为椭圆短轴长度,即:
3 测量系统的误差分析
由于测量原理和方法的不完善、环境的干扰以及部分不确定因素的影响,测量结果不可避免会存在误差[11]。通过分析测量系统中引起误差的因素和影响规律,对系统进行功能优化,来保证测量结果的精度。
3.1 机器人旋转中心与铸管轴心同轴度误差分析
在分析同轴度误差时,忽略轴向倾角误差,认为机器人末端模组的旋转面垂直于铸管待测截面的法线方向。
当机器人旋转中心与铸管轴心不在同一点的情况下,如图7所示,两中心的直线距离为δ。

图7 不同轴示意图
根据图7所示,机器人旋转中心位置为O′(b,c),铸管轴心位置为O(a,a),之间距离长度为OO′=δ,OO′与坐标轴x轴的夹角为α,机器人旋转角度为θ,∠O′A′O=β,O′A′为机器人旋转中心带激光点距离L+S。
根据三角函数关系将O′表示为:

A′点的坐标表示为:
(a-δcosα+(L+S) cosθ,a+δsinα+(L+S)sinθ)
根据勾股定理,OA′的长度为:
OA′=OD2+A′D2
代入数据得:
如图7所示,当激光点打在铸管内壁A′点时,激光相对于机器人旋转中心旋转了θ,相对于铸管轴心旋转了θ+β,系统测量的距离值是L+S,此时激光点相对于铸管轴心的坐标A表示为:
(a+(L+S)cos(θ+β),a+(L+S)sin(θ+β))
由于θ和α为已知量而β为未知量,通过余弦定理将β的三角函数转化为用θ和α的三角函数表示,A′的坐标为:
在同一个坐标系下,只有当同轴情况下的A和不同轴情况下的A′的坐标相同时,采集的坐标集合才相同,即:
a-δcosα+(L+S)cosθ
(7)
a+δsinα+(L+S)sinθ
(8)
由式(7)和式(8)可知,当δ为0或者2(L+S)cos(α+θ) 时,等式成立。因为δ为常数,而2(L+S)cos(α+θ)为变量,所以当δ不为0时,系统采集标集合会产生变化。
带来的误差需满足传感器的基准范围,因此有:
0≤δ<δMAX
(9)
δMAX为当管壁在传感器量程范围内时,机器人旋转中心与铸管轴心的最大距离圆整到5 mm。
根据式(9)的范围,等差选取6个δ值对铸管进行椭圆拟合,得到系统拟合出的椭圆和标准铸管实际尺寸的最大误差值,得到如表2所示的数据。

表2 不同轴δ引起测量误差数据表
根据表2测得的数据,拟合出δ值与测量误差的关系曲线,如图8所示。
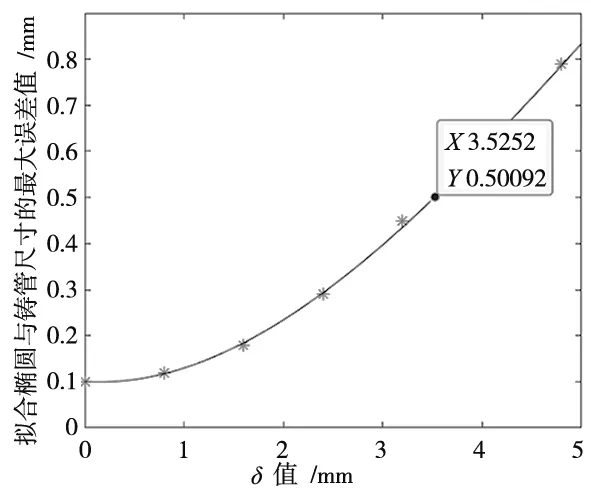
图8 两轴心之间距离δ值与最大误差值关系图
拟合曲线的三次多项式为:
y=-0.0022x3+0.0423x2-0.0108x+0.1055
(10)
根据铸管的测量要求,要保证最大误差不大于0.5 mm,按照式(10),当测量最大误差不大于0.5 mm时,机器人旋转中心与铸管轴心的距离值δ的阈值大致为3.52 mm。
3.2 同步性误差分析
因为机器人在启动旋转时需要有加速过程,所以机器人旋转角度θ的变化并不是均匀的,造成加速段采集的数据是非均匀的。如图9所示,红圈标记的部分数据比较密集,由于数据的采集周期是固定的,说明这部分数据是在机器人加速过程中采集的。
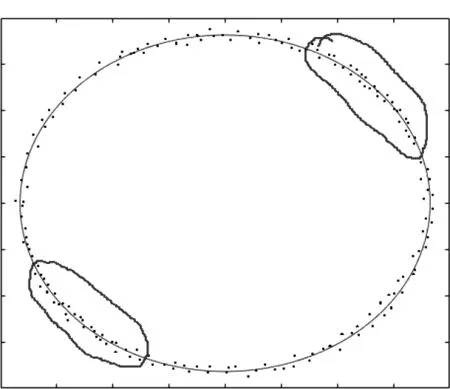
图9 系统采集的坐标点分布图
虽然采集的坐标点是非均匀的,但是只要保证采集到的坐标点的准确性,不会影响算法拟合的准确性。由式(1)和式(2)可知,系统采集的坐标点(x,y)同时由旋转角度θ与传感器测得的距离值S决定。只要保证机器人旋转角度θ与距离值S的同步性,那么系统采集到的坐标点是准确的。
4 机器人旋转中心预调整方法
根据之前的误差分析可知,机器人旋转中心与铸管轴心的同轴度对测量精度影响显著。该系统利用激光传感器采集的数据和机器人的高精度运动,增加测量前自动调整同轴度的功能。
如图10所示,两侧激光头的读数分别为S1、S2,求出两激光头读数的差值为:
ΔS=S1-S2
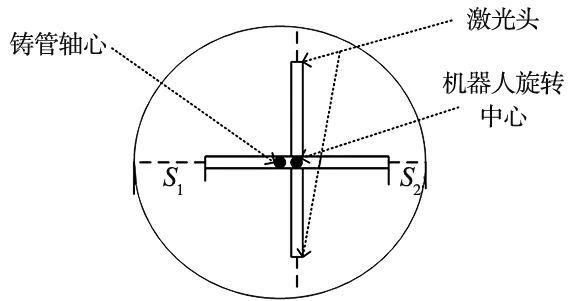
图10 测量原理图
当机器人旋转中心与铸管轴心不在同一点时,机器人在起始位置时ΔS=0,机器人从起始位置旋转180°,每10°采集一个ΔS,采集数据如表3所示。

表3 实验结果
根据表2的实验结果,ΔS的变化曲线如图11所示。

图11 不同轴情况旋转角度与ΔS的关系图
从图11可以看出,机器人旋转180°过程中,在从起始位置转到90°时出现一个峰值,根据椭圆的定理,当差值ΔS最大时,铸管轴心和两侧激光头在同一条直线上。
将机器人末端两个激光头旋转到ΔS最大的角度,根据两侧激光位移传感器的示数,沿两侧传感器激光头所在的直线方向调整机器人旋转中心的位置,为了保证精度,旋转中心与铸管轴心的距离要小于δ的阈值,即:
ΔS<2·δ
根据误差分析,δ的阈值为3.52 mm,所以为了保证精度小于0.5 mm,需要保证ΔS小于7.04 mm。
系统开始测量前进行机器人旋转中心的预调整,确保在两侧激光位移传感器旋转180°过程中,传感器示数的差值实时小于7.04 mm。预调整的功能可以保证机器人在旋转扫描时与铸管轴心的高同轴度。
5 实验验证
为了检验测量系统的测量精度,将一段铸管样品使用海克斯康ALPHA 2.0龙门式三坐标测量机进行检测,型号为20.33.10。将三坐标测量机采集到的数据点和拟合功能集成在同一台计算机上,直接进行几何构造和其他数字化过程,可以方便定义零件的几何特征[12]。
测量样件如图12所示,型号为DN400的铸管承口截断部分。

图12 测量实验样件
通过三坐标测量机测量铸管承口样件,得到最大最小直径和平均直径,如表4所示。

表4 三坐标测量机测量结果
利用三坐标测量机标定铸管管端的一个截面,将圆周180等分,测得铸管每一度的内径长度。同样条件下,首先使用未进行同轴度调整的系统进行测量,然后利用自主研发的带有同轴度调整的铸管承口端内径检测系统测量,得到两组数据进行比较。
图13是未进行同轴度调整的系统拟合出的椭圆和三坐标测量机测量的铸管内径数据的误差分布图。
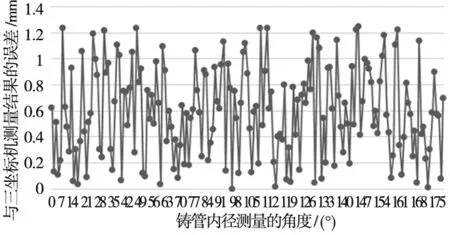
图13 未调整的系统测量误差分布图
图14是具有同轴度调整功能的系统拟合出的椭圆和三坐标测量机测量的铸管内径数据的误差分布图。
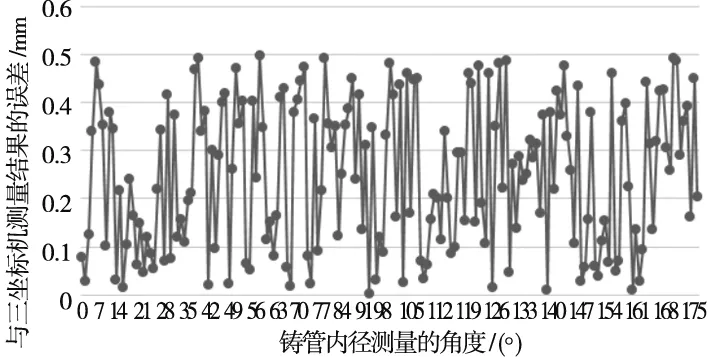
图14 增加预调整的系统测量误差分布图
根据两个不同测量系统的测量结果对比可知,未进行同轴度调整的测量系统的最大测量误差达到1.25 mm,经过同轴度调整的测量系统的最大误差为0.5 mm。
运用该系统进行现场测量铸管内径,如图15所示。

图15 铸管内径测量现场图
通过测量系统测量铸管承口样件,得到最大最小直径和平均直径,如表5所示。
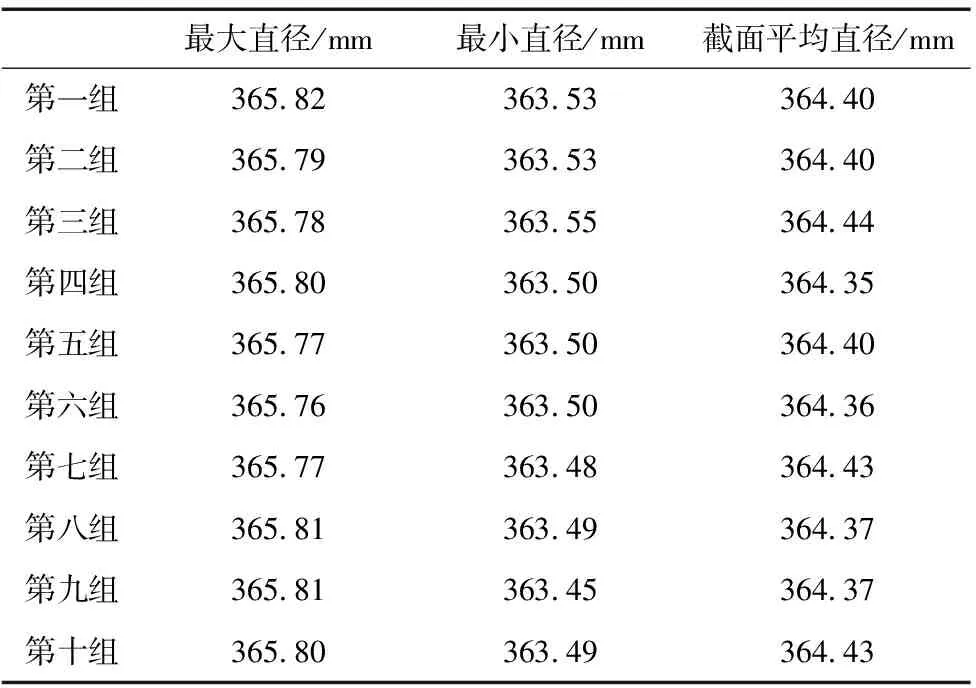
表5 系统测量结果表
测量结果表明,测量机器人测得的每一组最大直径、最小直径和平均直径与三坐标测量机测得的结果分别进行对比,误差均在0.5 mm之内,满足铸管测量的要求。
6 结论
本文设计并实现了一种铸管管端内径测量系统。该系统采用机器人旋转中心与铸管轴心的同轴度预调整方法,测量铸管端截面整个圆周的内径尺寸。实验结果表明:经过同轴度调整,本系统的最大测量误差由1.25 mm降至0.5 mm,满足铸管的测量精度要求。
本测量系统具有较高的自动化程度,测量精度也满足铸管公司生产企业制造高品质高产量的铸管的要求。
