Q690qENH高强度桥梁用结构钢焊接性研究
2021-07-20陈潜郭红艳高波
陈潜,郭红艳,高波
中铁九桥工程有限公司 江西九江 332000
1 序言
为适应我国桥梁钢结构向大跨径、高强度发展,高强度桥梁钢板、耐候钢板、超高强度桥索及高强度螺栓等材料的强度均需提升。且随着我国交通基础设施的迅猛发展,大跨度桥梁需要更高级别的桥梁用钢,亟需解决强度级别超过Q500级的高强度钢板的研发和应用,提升我国钢桥制造水平。而高强度桥梁钢板生产轧制工艺复杂,其焊接性的优劣是指导实桥应用的关键。为此,本文针对Q690qENH耐候钢板的母材检测、焊接热影响区最高硬度试验、斜Y形坡口裂纹试验及系列温度冲击试验等进行研究,综合评价其力学性能及焊接性。
2 试验材料
试验用的Q690qENH高强钢板厚分别为32mm、50mm,钢板交货状态为TMCP+回火、低碳贝氏体钢。钢中加入Ni、Cr、Cu等主要元素,具备一定耐腐蚀性能,耐腐蚀指数Ⅰ约为6.7;同时添加了Ti、Nb、V等微合金元素,可起到晶粒细化和沉淀强化等作用,以改善组织性能,提高钢的强度,具体化学成分见表1。钢板纵向和横向的力学性能差异较小,弯曲试验结果良好,具体力学性能见表2。

表1 Q690qENH钢化学成分
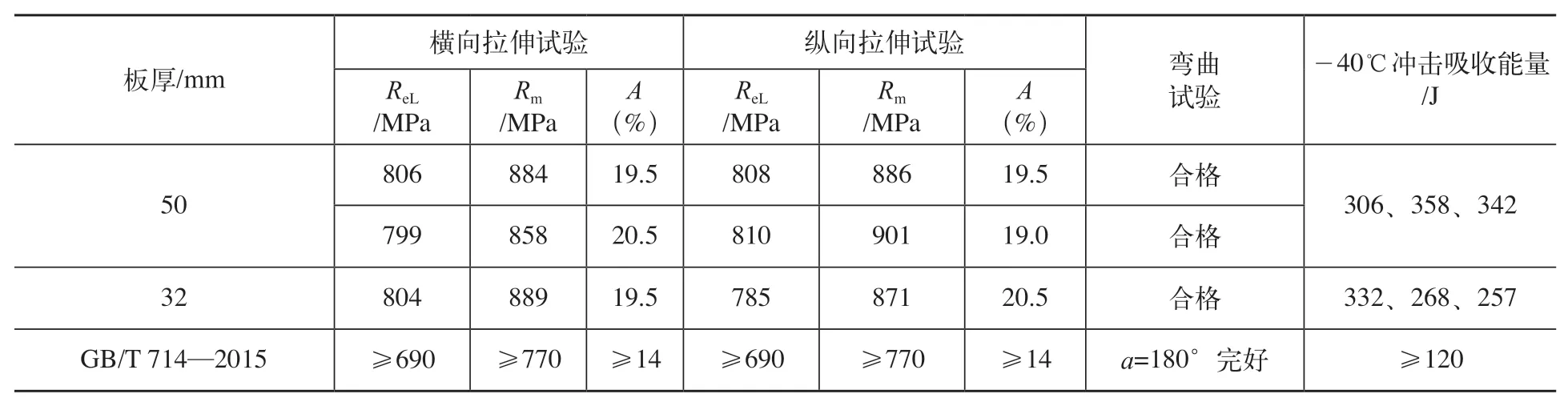
表2 Q690qENH钢力学性能
3 母材系列温度冲击试验
材料的缺口冲击韧度与试验温度或环境温度密切相关[1]。大量试验数据和工程经验表明,采用转变温度作为标准评定材料的韧脆转变特性,不仅可以将韧脆转变温度与结构的使用温度联系起来,还可以评定结构的脆性破坏倾向,在某种近似程度上评定结构的抗断性。进行温度分别为20℃、0℃、 -20℃、-40℃、-60℃及-80℃的冲击试验,试验结果见表3。根据表3绘制的Q690qENH钢母材系列低温冲击曲线,如图1所示。
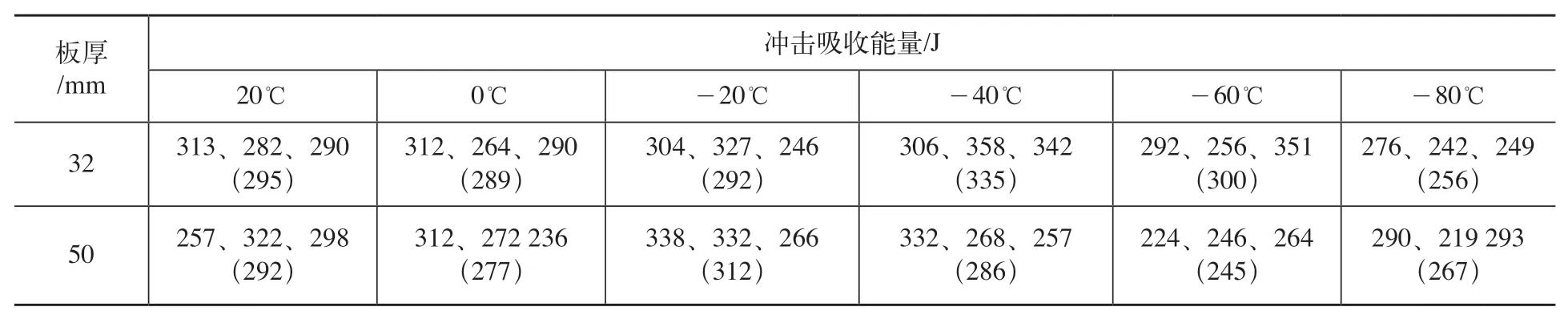
表3 Q690qENH钢母材系列低温冲击结果
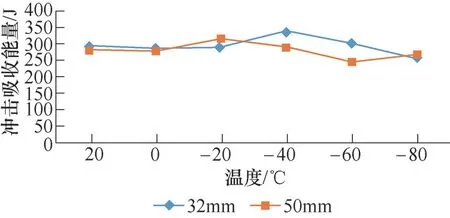
图1 Q690qENH钢母材系列低温冲击曲线
从图1可看出,板厚32mm和50mm的Q690qENH钢材有良好的抗低温冷脆性能,韧脆转变温度低于 -80℃。
4 焊接性试验
针对32mm、50mm两种典型厚度的Q690qENH钢板进行了焊接性试验,通过最高硬度法和斜Y形坡口焊接裂纹试验方法验证Q690qENH钢板的焊接性[2]。
4.1 焊接热影响区最高硬度试验
焊接热影响区的硬度主要取决于被焊钢种的碳含量、合金成分以及冷却条件,其实质是反映不同金相组织的性能。按GB/T 4675.5—1984《焊接试验 焊接热影响区最高硬度试验方法》对32mm、50m m钢板进行了试验,焊条选用X Y-S80Q N H(φ4m m),试验温度分别为室温20℃和预热60℃,最高硬度试验结果见表4。
由表4可以看出,Q690qENH钢在不预热和预热60℃焊接时H V10max均不大于380H V10,说明Q690qENH钢在不预热和预热60℃情况下焊接均未产生淬硬组织,冷裂纹倾向不大。
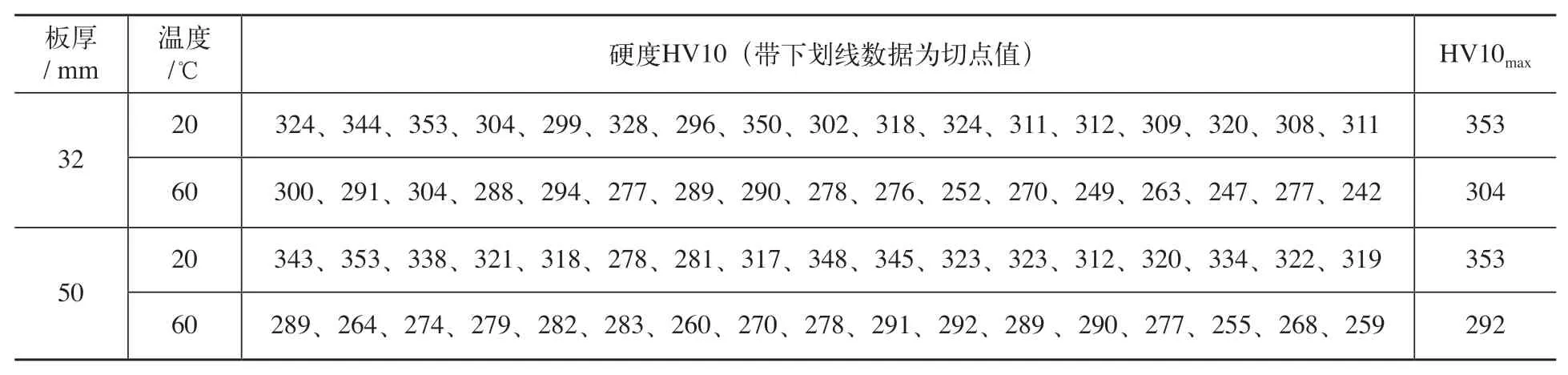
表4 最高硬度试验结果
4.2 斜Y形坡口焊接裂纹试验
对板厚32mm、50mm的Q690qENH钢板进行斜Y形坡口焊接裂纹试验,焊接方法为焊条电弧焊(小铁研)。试验方法按GB/T 4675.1—1984《焊接性试验 斜Y形坡口焊接裂纹试验方法》进行。
首先,分别不预热焊接小铁研试验各一组,表面裂纹率100%,然后32mm板预热50℃,50mm板预热75℃,分别焊接小铁研试验各一组,试验参数见表5。

表5 斜Y形坡口焊接裂纹试验参数
每组试板先进行表面裂纹检查,结果表面均无裂纹产生。然后对每组试件取5个横断面进行断面裂纹检查,并分别计算其断面裂纹率,试验结果见表6。横断面的宏观金相结果如图2、图3所示。

表6 斜Y坡口焊接裂纹试验结果

图2 试样XY1-2的斜Y形坡口焊接裂纹试验宏观金相结果
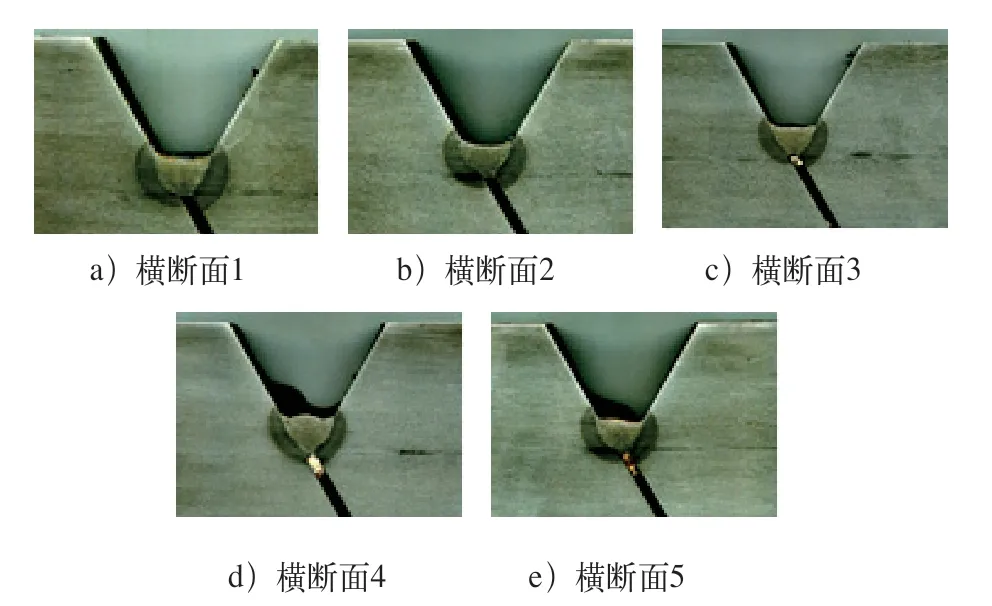
图3 试样XY2-2的斜Y形坡口焊接裂纹试验宏观金相结果
5 对接接头系列温度冲击试验
对埋弧焊对接(32+32)mm、(50+50)mm试板进行接头系列温度冲击试验,结果见表7。根据表7绘制焊缝金属及热影响区(熔合线外1mm)的韧脆转变曲线,分别如图4和图5所示。
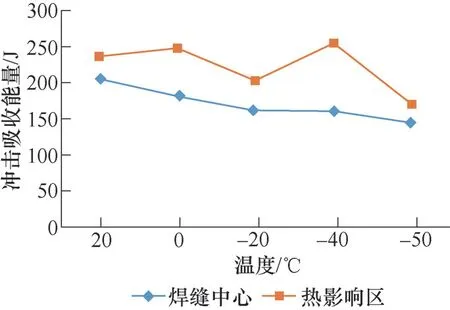
图4 (32+32)mm板对接接头韧脆转变曲线
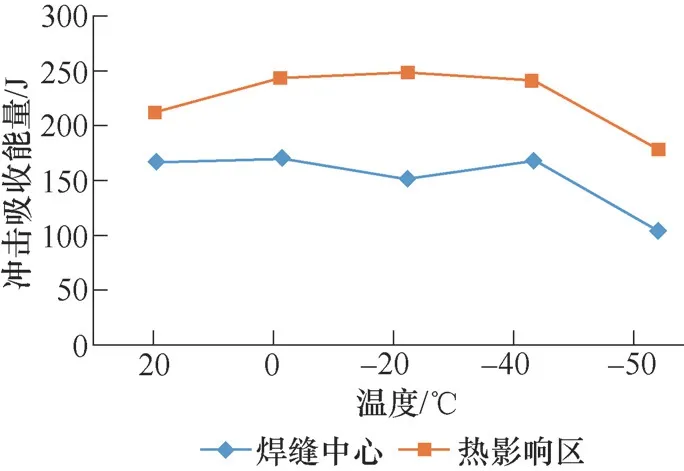
图5 (50+50)mm板对接接头韧脆转变曲线

表7 焊接接头系列温度冲击试验结果
从试验结果可以看出,随着冲击温度的下降,焊缝及热影响区的低温冲击值基本呈现较为缓慢的降低趋势[3]。当试验温度为-40℃时,焊缝中心及热影响区低温冲击吸收能量在120J以上;当试验温度为-50℃时,焊缝中心及热影响区低温冲击吸收能量仍然保持在100J以上,说明接头具有良好的低温冲击性能,Q690qENH钢板接头韧脆转变温度低于-50℃。
6 结束语
1)Q690qENH满足GB/T 714—2015《桥梁用结构钢》的技术要求,Q690qENH钢板的韧脆转变温度低于-80℃。
2)通过焊接热影响区最高硬度试验表明,Q690qENH钢板表面焊接时未产生淬硬组织,焊接性良好。
3)斜Y形坡口裂纹试验结果表明, Q690qENH钢焊接时,32mm及50mm厚钢板焊前均需要预热;32mm厚板预热温度为50℃,50mm厚板预热温度为75℃,即可避免裂纹产生。
4)对接接头系列低温试验结果表明,Q690qENH钢板接头韧脆转变温度低于-50℃。
