激光熔覆修复技术在40Cr轴类零件现场修复中的应用
2021-07-20都跃良
都跃良
镇海石化建安工程有限公司 浙江宁波 315211
1 序言
风机广泛用于工厂、矿井、隧道、冷却塔的通风、排尘和冷却,以及锅炉和工业炉窑的通风和引风,在化工行业应用广泛。其中风机主轴长期承受随机交变载荷,经常在恶劣工况下工作,易出现磨损甚至断裂失效等情况[1-4]。一旦损坏将直接影响整个化工设备的运行,是化工厂修复工作的重中之重。由于大型轴类零件价格较高,生产周期长,因此具有较高的修复价值。磨损轴类零件的现场修复一直是亟待解决的技术难题,利用激光熔覆修复技术在磨损轴面上制备出高强度和高耐磨性的合金涂层,不仅能够延长风机的使用寿命,减少生产成本,而且使资源得到循环再利用[5-9]。
目前,已有诸多学者对激光修复技术在不同领域的应用开展了大量研究。张震等[10]针对PCrNi3MoVE钢制炮用受损零部件的高性能修复需求,修复试样的抗拉强度、冲击韧度均高于PCrNi3MoVE钢基材锻件标准,伸长率略低于锻件。刘俊航等[11]运用激光熔覆技术在Q235钢表面熔覆Ni60合金,研究了不同扫描速度对熔覆层的显微组织、硬度和耐磨损性能的影响。试验表明,随着扫描速度的增加,激光熔覆层的硬度和耐磨性得到改善。邓德伟等[12]采用等离子堆焊技术在Z2CN18-10核电用不锈钢表面堆焊Ni60合金,并研究Ni60合金堆焊层的组织结构、硬度和耐蚀性能,结果表明,Ni60堆焊层硬度约为500HV,明显高于基体。李金华等[13]采用正交试验法研究了激光熔覆过程中相对工艺参数对Ni60合金粉末组织和显微硬度的影响,结果表明,不同工艺参数下熔覆层的显微硬度差异不大,主要集中在680~720HV,而熔覆层的高度波动较大。
上述研究主要集中在钢制炮、模具等的修复领域,对于化工机械的现场激光修复工艺研究较少。为了促进激光修复技术更好地服务于化工生产,本文以出现磨损的40Cr风机主轴为研究对象,通过激光修复系统在40Cr主轴面上进行激光修复。同时,分析了修复层的金相和微观组织、组织特征、显微硬度及耐磨性,为提高风机主轴失效表面激光修复层质量提供理论和技术依据。
2 试验设计
2.1 试验材料
试验用的基体材料为风机主轴40C r钢,试验前,将试样表面的油、锈和氧化物除去。采用的Ni60A粉末颗粒直径为53~150μm,在扫描电子显微镜(SEM)下,发现粉末形状为规则的球体,球状粉末具有良好的流动性,如图1所示。基体与粉末材料的主要化学成分见表1。

表1 40Cr基体及Ni60A合金粉末的化学成分(质量分数) (%)

图1 Ni60A合金粉末
2.2 试验设备
高温合金裂纹的激光修复试验在光纤激光加工系统上进行,该系统包括一台通快4.0kW光纤激光器(波长1070nm,光斑直径为1.5mm,最高功率4.0kW,修复时选择连续模式)、ABB 6轴机器人、熔覆头、冷水机、送粉器和修复工装系统等,激光修复试验系统如图2所示。
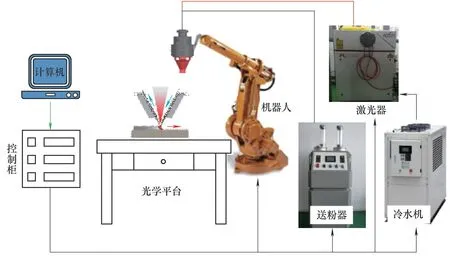
图2 激光修复试验系统
2.3 试验参数设置
为研究不同激光参数对修复界面结合的影响规律,采用单一变量法设计了4组(见表2)单道修复试验,变化的修复参数分别为激光功率和扫描速度。激光功率变化为0.8~1.6kW,扫描速度变化为2~8mm/s。找到最佳修复工艺参数进行多道多层激光修复,再进行修复区微观组织分析、显微硬度和摩擦磨损性能分析。

表2 修复工艺参数
3 试验结果与分析
3.1 工艺参数对修复区金相组织的影响
为研究不同激光参数对修复界面结合的影响规律,4组参数下的修复试验结果见表3。首先从单道修复件的宏观形貌观察,发现当扫描速度为2mm/s和8mm/s时,修复区表面出现较多明显的裂纹。当扫描速度较大时,输入的能量密度较大,产生的温度较高,修复区和基体之间的温度梯度过大,导致产生的热应力较大,因此在修复区表面产生裂纹。同时,当扫描速度较高时,一方面是由于输入的能量密度小,另一方面是由于扫描速度较大,修复区的热量还来不及向基体传递,导致修复区和基体之间的热应力增大,因此产生裂纹。当扫描速度为4mm/s和6mm/s时,修复区表面没有产生裂纹,修复区表面较光滑且没有黏粉。为观察修复区与基体之间的结合情况,采用线切割机床沿垂直于修复道的面进行切割,然后镶嵌、抛磨等。之后用4%硝酸乙醇溶液腐蚀40Cr基材,再用王水溶液(HCl:HNO3体积比为3:1)对修复区进行腐蚀,使用激光共聚焦显微镜观察修复区的金相组织,并测量修复区的熔深、熔宽和热影响区,从而得到最佳工艺参数,为多道多层修复提供工艺基础。
为研究不同激光参数对修复区的熔深、熔宽和热影响区的影响规律,采用激光共聚焦显微镜对腐蚀好的金相组织进行观察,见表3。从表3可以看出,当扫描速度为2mm/s和8mm/s时,修复区和基体结合效果较差,修复区存在裂纹等缺陷。当扫描速度为4mm/s和6mm/s时,修复区和基体可以实现良好的冶金结合,但是仍存在一些气孔等微小缺陷,当扫描速度为4mm/s时,激光功率为1.2kW、1.4kW和1.6kW时,内部均匀且无明显缺陷。熔深、熔宽和热影响区大小如图3所示。从图3中可以发现,当扫描速度不变时,随着激光功率的增加,熔深、熔宽和热影响区逐渐增大。当激光功率不变时,随着扫描速度的增加,熔深、熔宽和热影响区逐渐减小。当扫描速度为4mm/s,激光功率为1.2kW时,熔深和熔宽较小,熔覆层对基体的稀释较小,且修复区内部均匀无缺陷。
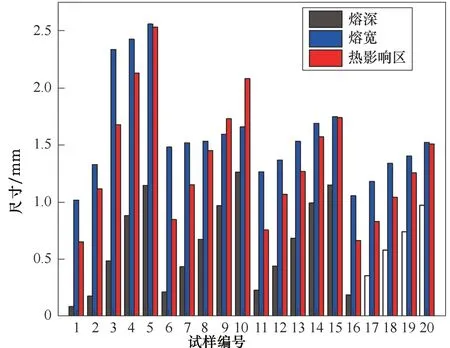
图3 单因素试验熔覆深度、熔覆宽度和热影响区统计结果

表3 不同激光工艺参数的金相组织
3.2 优化工艺参数对显微组织的影响
通过激光修复单因素试验分析,发现当扫描速度为4mm/s、激光功率为1.2kW时,修复区内部均匀无缺陷。使用SEM对金相组织进行观察(见图4),可以发现,修复区与基体可以形成良好的冶金结合,在修复区底部和两侧结合较好,没有发现气孔、裂纹等缺陷。修复区底部组织为粗大的柱状晶和枝晶,沿沉积方向外延生长。采用扫描速度为4mm/s、激光功率为1.2kW的工艺参数进行多道多层修复试验(见图5),发现修复层与修复层之间可以实现无缺陷的结合,如图5d所示。修复道与修复道之间也能实现良好的结合,如图5e和图5f所示。

图4 速度为4mm/s、激光功率为1.2kW时单道修复区的 显微组织

图5 速度为4mm/s、激光功率为1.2kW时多层修复区的 显微组织
3.3 修复层力学性能分析
为进一步分析激光修复对材料力学性能的影响情况,采用型号为RDHVS-1000Z型显微硬度计,在200gf(1.96N)的压力、保压10s的条件下,对修复区与基体显微硬度进行检测。在显微硬度测量过程中,沿竖直方向对修复层、热影响区和基体进行了硬度测试,每个区域进行多组测量取平均值,得到平均显微硬度,如图6所示。从图6可以看出,Ni60A修复层的显微硬度在1000~1200HV,热影响区的显微硬度在370HV左右,40Cr基体的显微硬度为500~530HV。因此可以看出,修复区的显微硬度相对于基体的显微硬度提升了1倍。

图6 40Cr基体和Ni60A修复层显微硬度
3.4 修复层摩擦磨损性能分析
为进一步分析激光修复对试样耐磨损性能的影响情况,用型号为GF-Ⅰ型摩擦磨损试验机,施加载荷为25N,运行速度为280r/min,往复长度5mm,摩擦周期30min。选择直径为3mm的GCr15轴承钢球作为研磨球,对40Cr基体和Ni60A修复层摩擦磨损性能进行检测,得到摩擦磨损系数和磨痕形貌如图7所示。从图7可以看出,40Cr基体摩擦系数由0.3逐渐增大到0.8左右;Ni60A修复层的摩擦系数由0.3逐渐增加到0.4左右。修复层的摩擦系数较平稳,波动范围较小。

图7 40Cr基体和Ni60A修复层摩擦系数曲线
采用激光共聚焦显微镜对40Cr基体和Ni60A修复层的磨痕表面进行测量,通过公式W=ΔV/(LD)(其中,ΔV磨损体积,L施加载荷,D磨痕长度)计算得出40Cr基体和Ni60A修复层磨损率,如图8所示。由图可以看出,40Cr基体的磨损率大于Ni60A修复层的磨损率,这就说明Ni60A修复层的耐磨性要高于基体的耐磨性。为进一步分析40Cr基体和Ni60A修复层耐磨性,采用SEM对磨痕进行观察,如图9所示。由图9b可以看出,40Cr基体磨痕表面出现大块的片状磨屑,这表明磨痕表面有些区域发生了塑性变形,形成一层界面膜黏附在磨损表面,这表明材料的表面存在黏着磨损。由图9d可以看出,Ni60A修复层磨痕表面出现较浅的犁削痕迹,主要表现为磨粒磨损。

图8 40Cr基体和Ni60A修复层磨损率

图9 40Cr基体和Ni60A修复层磨损表面SEM
3.5 风机现场激光修复探索
基于上述工艺探索,采用激光功率1.2kW,扫描速度4mm/s、送粉率1r/min工艺参数,对40Cr风机主轴磨损区进行现场激光修复,修复后的效果如图10所示。从图10可以看出,通过激光修复工艺可以在40Cr轴风机主轴上得到无缺陷的Ni60A修复层,且显微硬度和摩擦磨损性能可以大幅提升。因此,激光熔覆修复技术方法在化工领域具有较好的应用效果。

图10 现场激光修复状态
4 结束语
本文采用单因素试验法研究分析了激光工艺参数(激光功率和扫描速度)对修复质量的影响规律,利用电子扫描显微镜、硬度计、摩擦磨损仪等检测仪器对修复区显微组织、力学性能和磨损性能等进行表征分析。
1)采用单一变量法优化了激光修复参数,分析激光功率与扫描速度对微观形貌、金相组织、熔深、熔宽和热影响区的影响规律。
2)通过控制优化工艺参数,在激光功率1.2kW、扫描速度4mm/s、送粉率1r/min时,Ni60A合金粉末在高能激光束的作用下与40Cr基体实现了良好的冶金结合,未出现气孔、裂纹及夹渣等缺陷,熔覆层组织晶粒细小均匀。
3)通过激光修复工艺,Ni60A修复层硬度相对于40Cr基体提升了1倍,耐磨性也有大幅度的提升。同时在40Cr风机主轴磨损区进行现场激光修复,现场修复效果较好。
