Ti-6Al-4V合金焊后热处理工艺研究
2021-07-20杜永勤祝晓辉刘敏曾秋香李明慧
杜永勤,祝晓辉,刘敏,曾秋香,李明慧
南京宝色股份公司 江苏南京 211178
1 序言
Ti-6Al-4V(TC4)合金密度小、质量轻,室温、高温性能好,强度、比强度高,具有良好的综合力学性能,已成为飞机结构件广泛使用的中等强度钛合金[1];在大多数酸、碱、盐及海水中具有优异的耐蚀性[2],使其成为大型装置、高压海洋装置、石化装置的潜在应用材料,并逐步在舰船、化工容器上得到推广应用。根据部分容器或结构件的使用要求,需要进行焊后消应力处理。但钛及其合金一般不进行焊后热处理,钛的焊后热处理方面研究较少,为了进一步完善钛合金的制备工艺,本文开展TC4合金的焊后热处理工艺研究,为选择合适的焊后热处理温度提供依据。
2 试验方案
焊后热处理是将带有焊接接头的部件或产品加热到一定温度,并保温一定时间。在保温过程中,焊接应力是使焊接接头局部区域产生塑性变形,使接头的峰值应力降低,并使接头整体应力平衡的一个高温蠕变过程[3]。加热温度越高,材料的屈服强度越低,伸长率越高,消除焊接应力效果也就越好,焊后热处理温度的选择是热处理工艺的关键。
针对T C4合金高温性能好、强度高的特点,结合焊后热处理基本原理,进行TC4合金焊后热处理工艺研究。在研究TC4材料高温力学性能的基础上,进行母材和焊接接头不同焊后热处理温度下试件的力学性能试验,通过对材料高温力学性能、焊接接头焊后热处理室温力学性能的比较分析,得出合理的TC4合金焊件的焊后热处理工艺。
3 试验材料
(1)材料1 TC4合金板材,符合GB/T 3621—2007《钛及钛合金板材》要求,厚度为20mm,供货状态、化学成分及力学性能见表1、表2。

表1 试验母材和焊丝的化学成分(质量分数) (%)
(2)材料2 TC4合金板材,符合GB/T 3621—2007《钛及钛合金板材》要求,厚度为5mm,供货状态、化学成分及力学性能见表1、表2。

表2 试验母材力学性能
(3)材料3 TC4合金焊丝,直径为2.4mm,符合GB/T 3623—2007《钛及钛合金丝》要求,供货状态、化学成分见表1。
4 试件、试样及试验
(1)高温力学性能试样及试验 采用20m m厚T C4板材制备圆形棒状拉伸试样,在500℃、550℃、600℃、650℃及700℃下分别进行高温拉伸试验,测定不同温度TC4合金的力学性能。
(2)母材热处理力学性能试样及试验 采用5mm厚TC4板材制备试件,按500℃/1h、550℃/1h、600℃/1h、650℃/1h、700℃/1h、750℃/1h参数完成热处理,并制备室温板状拉伸试样进行试验,测定不同热处理温度TC4合金室温力学性能。
(3)焊后热处理力学性能试样及试验 以5mm厚TC4板材为母材,机加工60°V形坡口,严格按钛材焊接要求做好焊前清理,采用99.99%Ar作为保护气体,填丝钨极氩弧焊焊接制备试件[2,4],焊后试件经外观检测,焊缝表面银白色无缺陷;按NB/T 47013.2—2015《承压设备无损检测 第2部分:射线检测》规定进行100%射线检测和评定,焊缝均达到I级合格;对试件按500℃/1h、550℃/1h、600℃/1h、650℃/1h、700℃/1h、750℃/1h等工艺参数完成焊后热处理后,按GB/T 228—2010《金属材料 拉伸试样 第1部分:室温试验方法》规定制备室温板状拉伸试样并进行试验,测定不同焊后热处理温度下TC4合金焊接接头室温力学性能。
5 试验结果及分析
(1)TC4合金高温力学性能 图1~图5为TC4合金在不同温度下的典型高温拉伸应力应变曲线,表3为TC4高温拉伸试验结果。

图1 TC4合金在500℃高温拉伸曲线

图2 TC4合金在550℃高温拉伸曲线

图3 TC4合金在600℃高温拉伸曲线

图4 TC4合金在650℃高温拉伸曲线
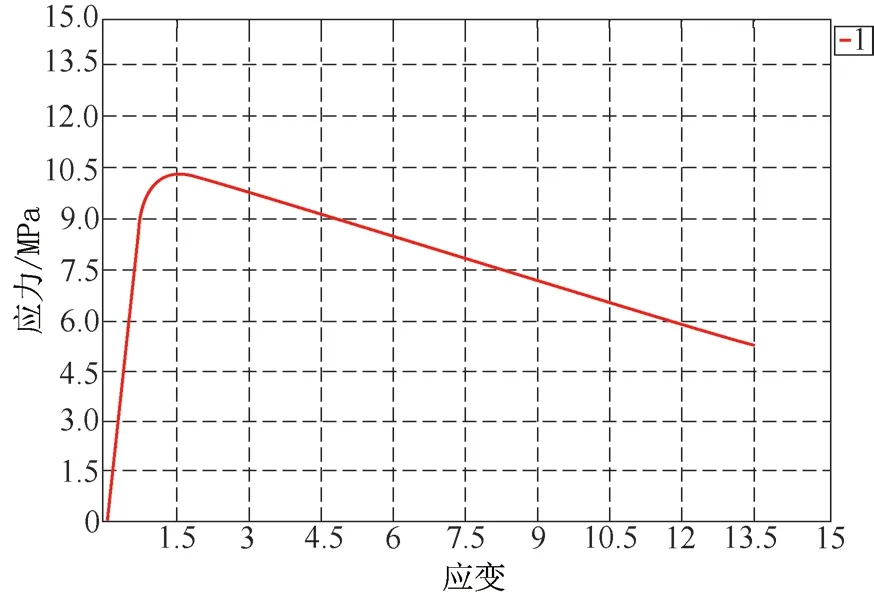
图5 TC4合金在700℃高温拉伸曲线
由图可知,TC4合金在高温拉伸过程中,没有明显的屈服点,当达到屈服点后,随着应变增加,应力略微增加,当应变量达到1.8%~2%以后,随着应变量增加,应力达到最大值;500℃、550℃试样应变增加,应力保持不变,随后随应变增加应力下降直至断裂;对于600℃以上的高温拉伸试样,应变量达到2%时,应力达到最大值,随后随着应变的增加,应力逐渐减小直至断裂。600℃拉伸试验的应变达到3%时即应力随应变增加而减小,650℃拉伸应变达到2%时,700℃拉伸应变达到1.5%时,随着应变增加,应力即呈直线趋势下降。
从表3可以看出,TC4合金屈服强度和抗拉强度随试验温度提高而降低,当达到600℃以后,强度下降到屈服强度与抗拉强度接近,屈强比达到90%以上,伸长率达到30%以上;650℃时伸长率达到40%以上,表明在600℃以上,较低的应力可促使TC4合金发生缓慢塑性变形。
(2)母材热处理板状性能 母材热处理板状试样性能试验结果见表4。

表3 TC4合金圆形棒状试样短时高温拉伸力学性能
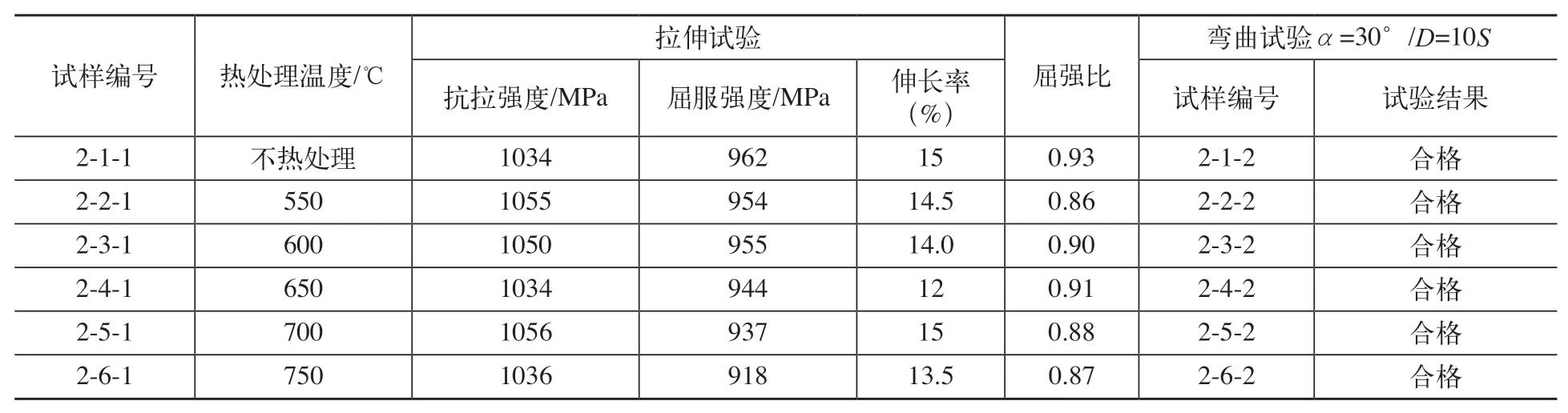
表4 TC4合金母材不同温度热处理板状试样室温力学性能
从试验结果看,不同热处理温度的TC4合金母材,室温抗拉强度、伸长率、弯曲性能与原母材没有明显变化,只有屈服强度随着温度升高呈现下降趋势,在750℃时,出现明显下降,降低达40MPa以上。屈服强度虽低于试验原始母材,但高于标准规定的TC4合金最低屈服强度值要求。
(3)焊后热处理板状试件室温性能 焊后热处理板状试件力学性能见表5,焊接接头微观组织硬度试验结果见表6。

表6 TC4钛合金不同试验条件下的焊接接头断面硬度
从表5试验结果看,随着焊后热处理温度提高,焊接接头室温抗拉强度稍有降低:在焊后热处理温度≤650℃时,不同温度热处理的焊接接头室温抗拉强度与焊态接头力学性能相当,当温度在700℃或750℃时,焊接接头抗拉强度比焊态接头降低30MPa左右,接头抗拉强度下降明显;不同热处理状态的焊接接头伸长率变化不大,按25°/10S进行弯曲试验,接头弯曲性能均能满足要求;热处理温度≤700℃时,屈服强度随热处理温度提高呈下降趋势。如此热处理温度对TC4合金焊接接头伸长率及弯曲性能的影响不明显,焊接应力使金属发生塑性变形,造成屈服强度降低,热处理700℃以下,随热处理温度提高,屈服强度越低,焊接消除应力效果越好,但650℃以上热处理会造成接头抗拉强度明显下降。
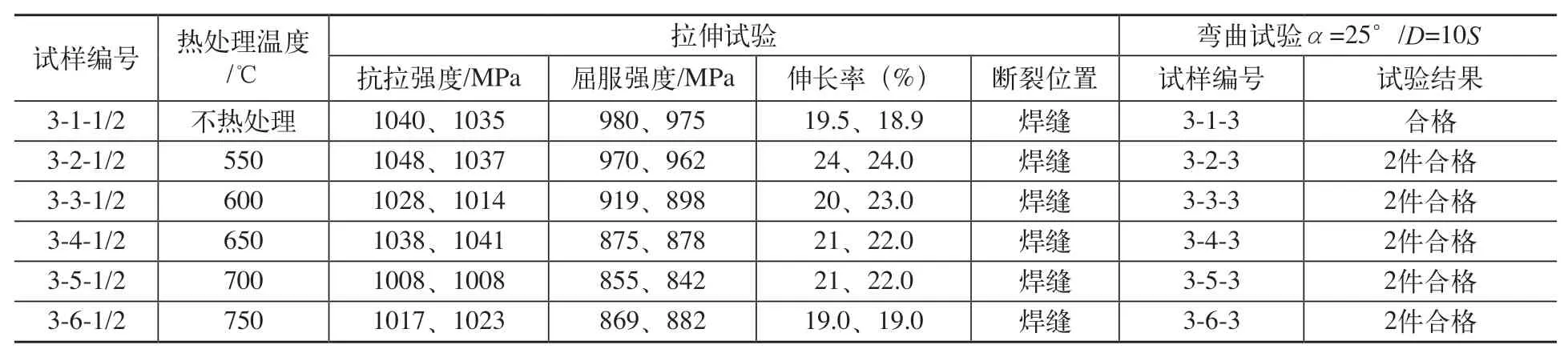
表5 TC4合金不同热处理板状焊接试样室温力学性能
(4)焊接接头硬度 不同热处理温度接头按图6所示进行焊接接头各区域HV10硬度检测,结果见表6。
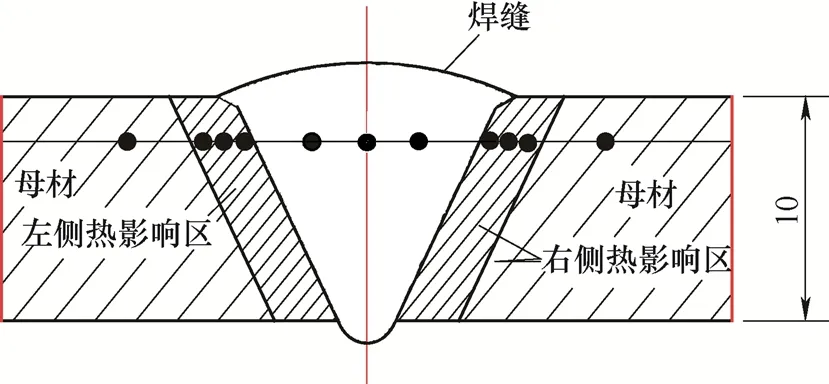
图6 TC4钛合金焊接接头硬度检测位置
从表6可见,同一焊接接头中的焊缝、热影响区硬度比较均匀,高低差异小,焊缝、热影响区的硬度平均值均高于母材;随焊后热处理温度的提高,TC4合金母材、焊缝及热影响区硬度逐渐降低,但没有明显变化,表明TC4合金焊缝和热影响区的硬度随温度的变化不明显,是否能像钢材一样采用硬度检测作为热处理质量的考核指标之一有待进一步研究。
6 结束语
1)随试验温度的提高,TC4合金抗拉强度、屈服强度降低,试验温度650℃时,抗拉强度和屈服强度接近达到400MPa,屈强比达到90%以上,伸长率显著升高到40%以上,且在应变达到2%,即达到应力最大值,随后随时间延长,低应力变形将逐步展开,有利于焊后热处理的有效进行。
2)750℃以下,不同温度焊后热处理的TC4合金,其室温力学性能变化不大。
3)焊后热处理温度在500~750℃之间,温度≤650℃时,随热处理温度提高,焊接接头室温抗拉强度变化不大;温度≤700℃时,焊接接头屈服强度逐渐降低,达到700℃时屈服强度降到最低,但抗拉强度出现明显下降;随焊后热处理温度的提高,母材硬度逐渐降低,但焊缝、热影响区硬度变化不明显,硬度变化是否可作为TC4合金焊后热处理效果的衡量指标有待进一步研究。
综上分析,TC4合金在600~650℃进行焊后热处理,屈服强度降低,伸长率高,在保证焊接接头性能的基础上达到最好的焊后消除残余应力的效果。
