挤出复合及其新技术在彩印软包装领域中的应用
2021-07-20梁艳艳许锦才黄伟伦
梁艳艳 许锦才 黄伟伦
(江门市辉隆塑料机械有限公司,广东江门)
1.引言
国家标准中关于包装的定义为“为在流通过程中保护产品、方便贮运、促进销售,按一定技术方法而采用的容器、材料及辅助物等的总体名称。也指为了达到上述目的而采用容器、材料和辅助物的过程中施加一定技术方法等的操作活动”[1]。长久以来,传统包装以陶瓷、玻璃、木材、金属等为主要材料。
进入20世纪后,科技的发展日新月异,纸、玻璃、铝箔、塑料、复合材料等包装材料被广泛应用。鉴于各层薄膜中微孔或空隙的重叠机会较少,阻隔性能比单质单层薄膜好,综合性能优良,层状复合膜已广泛应用于包装领域[2,3]。层状复合膜由具备不同功能的薄膜通过特定的复合工艺和复合设备复合而成。一般地,复合工艺和复合设备相对应,主要有干式复合、湿式复合、挤出复合和无溶剂复合。
2.挤出复合在彩印软包装上的优势
目前,制备多层复合膜的方法主要有:干式复合、挤出复合和无溶剂复合。干式复合采用经溶剂稀释的胶黏剂作为粘接层,将各种基材粘合起来得到多层复合膜[4];挤出复合采用挤出机挤出的聚合物熔体作为粘结层,将各种基材粘合起来得到多层复合膜[5];无溶剂复合直接采用双组分的胶黏剂作为粘接层,将基材粘合起来得到多层复合膜[6]。
(1)环保、安全性
不同的复合工艺采用的粘结料不同,因而呈现出不同的特点。表1为三种复合工艺复合过程中采用的材料及材料的安全性。

表1 三种复合工艺复合过程中采用的材料及材料的安全性
从表1中可以看出,干式复合通常采用聚氨酯类或丙烯酸酯类胶水作为粘合层材料,在复合过程中需加乙酸乙酯等有机溶剂作为稀释剂。聚氨酯类干式复合胶的主剂通常选用聚酯、扩链剂与甲苯二异氰酸酯(TDI)在醋酸乙酯溶剂中反应制备含端羟基的聚氨酯预聚物,反应式如下:

杨建军等研究了采用三羟甲基丙烷与TDI在醋酸乙酯溶剂中进行加成反应,制取端 NCO即预聚物作为固化剂[7]。在胶水制备过程中,难以保证反应完全按照反应式进行,且反应的程度很难达到 100%,也即胶水中很可能会存在小分子有机物。假如这些小分子有机物不能在烘干环节去除,必将残留于复合膜中,随后的迁移行为使复合膜内产品的质量受到影响。在薄膜复合前,需采用烘箱烘干用于稀释胶黏剂的有机溶剂,挥发的有机溶剂会污染环境,致使生产过程不环保。不仅如此,受限于烘箱的烘干能力以及溶剂与胶黏剂之间的相互作用,溶剂难以 100%挥发,也即复合膜中仍残留有部分的有机溶剂,这也将对复合膜的品质和复合膜包装产品的安全性产生影响。因此,干式复合生产过程不环保,复合膜产品存在安全风险。
挤出复合采用热塑性树脂作为粘合材料。目前挤出复合常用的低密度聚乙烯(LDPE)树脂牌号主要有燕山石化的1C7A,英力士的19N430,陶氏新加坡的722,卡塔尔石化的0710,其熔融指数一般为3~10 g/10 min。不仅如此,挤出复合用树脂的加工温度通常高于 300℃,树脂中不含有开口剂等小分子添加剂。总体而言,挤出复合过程中无有机溶剂排放,复合膜中无小分子物质残留,复合膜安全性高。
无溶剂复合采用无需溶剂稀释的胶黏剂对不同的基材进行粘接。目前,无溶剂复合主要采用双组分的聚氨酯胶粘剂作为粘接材料。双组分胶黏剂的室温粘度较低,约为4000 mPa·s,辊筒温度要求不高,常温下即可涂布。无溶剂复合用双组分无溶剂胶水的制备过程分为A胶和B胶。其中,A胶为过量的异氰酸酯单体与聚多元醇反应,反应方程式为:

B胶为过量的小分子醇与二元酸的反应,反应式为:
制备 A组分使用的异氰酸酯单体主要为:TDI、二苯基甲烷二异氰酸酯 MDI、异氟尔酮二异氰酸酯IPDI、六亚甲基二异氰酸酯HDI。在胶水制备过程中,难以保证反应完全按照反应式进行,且反应的程度很难达到 100%,也即胶水中存在不能反应的小分子有机物。
双组份无溶剂胶黏剂的固化依靠-NCO基团与-OH基团间的反应。为了保证双组分胶水的粘接强度,通常 A胶和 B胶的配比为 100:90~100:60,也即A胶过量。A胶通常为芳香族异氰酸酯,可与水结合形成致癌性的芳香胺(PAA),影响生命安全[8-10]。不仅如此,由于无溶剂胶水粘度低,组分中的有机物易于挥发或迁移,施胶过程中存在着挥发和胶水拉丝的现象,影响操作人员的安全。因此,无溶剂复合生产环境存在安全隐患,复合膜产品中存在致癌性PAA迁移的安全风险。
(2)粘合层材料成本
挤出复合采用粘合树脂作为粘合层材料,粘合树脂自身可以起到功能层的作用。目前,挤出复合常用的挤出材料厚度为6~30μm,也即材料成本约为0.05~0.3元/m2。挤出树脂不仅仅起到粘合作用,还可以起到功能层的作用,如隔水、热封等。
以采用双组分聚氨酯胶水的干式复合为例,按照主剂的固含量为50%,单价为35元/kg,固化剂的固含量为75%,单价为70元/kg,主剂/固化剂为10/1,稀释剂为8元/kg,胶水配比为25%,上胶量3 g/m2,粘合材料的成本约为0.288元/m2。
以采用双组分聚氨酯胶水的无溶剂复合为例,按照主剂的固含量为100%,单价为35元/kg,固化剂的固含量为100%,单价为70元/kg,主剂/固化剂为10/6,上胶量2 g/m2,粘合材料的成本约为0.096元/m2。
因此,仅从使用的材料来看,无溶剂复合成本<挤出复合成本<干式复合成本。与干式复合相比,挤出复合仍具备成本优势。
(3)耐热性
挤出复合采用树脂熔体作为粘合材料,粘合层具有很高的耐热性。也即,挤出复合的耐热性主要取决于内层热封材料的耐热性。
干式复合受残留溶剂的影响,温度高时,复合膜中的残留溶剂产生气泡导致粘合强度下降,甚至于脱层。
无溶剂复合中也会存在气体和小分子物质的迁移,温度高时,复合膜中未反应的小分子物质迁移可能导致摩擦系数升高,影响包装物质量。
3.挤出复合在彩印上的常规应用
(1)食品轻包装
BOPP/挤 PE、BOPP/挤 PP、BOPP/挤PE/VMCPP等简单结构的方便面包装、冷饮外包装、糖果包装、饼干内袋等。
(2)高阻隔食品药品包装
BOPET/挤 PE/VMPET/挤 PE/IPE、BOPP/挤PE/VMPP/挤 PE/IPE、BOPET/挤 PE/Al/挤 PE/IPE、BOPP/挤PE/Al/挤PE/IPE等高阻隔结构的奶粉包装、茶叶包装、咖啡袋、药品包装等。
(3)纸塑铝高阻隔包装
纸/挤PE/AL/挤PE/LDPE结构的瓜子包装、PET/纸/挤 PE/AL/挤(LLDPE+EVA)和纸/挤PE/AL/挤(LLDPE+EVA)结构的方便面碗盖。
(4)非食品包装
BOPP/挤 PE/LDPE结构的洗衣粉袋、PET/挤 PE/MLLDPE、PET/挤 PE/VMPET/MLLDPE 结构的洗发水袋等、NY/干复/AL/挤MPP/CPP结构的软包电池膜。
(5)牙膏片材
LDPE/挤 PE/LLDPE/挤 PE/MDPE、LDPE/挤PE/EAA/AL/挤 EAA/PE/LDPE。
4.彩印软包装挤出复合设备及技术
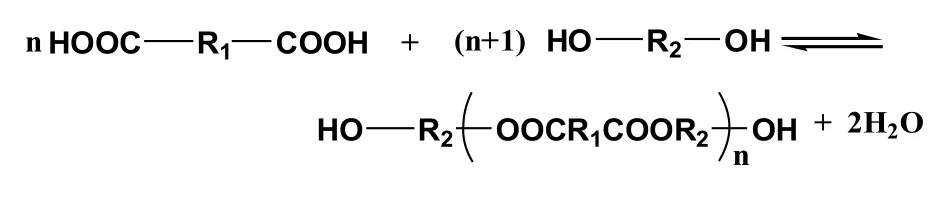
如图1所示,彩印挤出复合生产线主要由放卷装置、电晕装置、涂胶及烘干装置、挤出机、复合装置、收卷装置以及中央处理器组成[11]。放卷装置将基材放卷,具备以下条件:①给予基材适当的张力,实现平整、稳定的放卷;②新基材切换时,接卷容易、损耗少;③确保基材在一定的位置上;④上卷容易。电晕装置对基材膜进行极化处理,使其具备一定的表面张力,利于挤出树脂或底涂剂的铺展[12]。涂胶及烘干装置主要应用于要求高剥离强度的场合,可采用干式复合的胶黏剂或水性胶黏剂作为底涂剂,但上胶量一般较少[13,14]。挤出机作为挤出复合的核心部件,塑料在挤出机内的塑化情况、T型模头流出熔体的均匀性等将直接决定着复合产品的优劣[15]。复合装置的主要作用是把熔融的片材树脂均匀平整地压合在基材薄膜上,主要由冷却辊、橡胶压力辊、支撑辊、修边装置、防粘喷粉装置等组成。挤出机T型模头挤出的片状树脂熔体引入到橡胶辊和冷却辊之间,经展平辊展平的基材薄膜也进入橡胶压力辊和冷却辊之间,片状树脂熔体与基材薄膜在压力作用下实现复合。特别地,冷却辊的冷却效果与表面状态能够影响复合膜的透明性及表面粗糙度等。收卷装置是将一种或几种基材经复合后的复合膜收紧卷取的装置,通常要求松紧度适中、无褶皱、纸管安装和下卷方便。中央处理器是整个挤出复合机的中控系统,控制着挤出机各段的温度、背压力、螺杆转速以及整机的机械速度、收放卷张力等。

图1 彩印挤出复合生产线
通过挤出复合设备各部位的配合,彩印软包装挤出复合膜仍然存在收卷平整度差、剥离强度相对低、酸性粘接料(如EAA、EMA)价格高等问题。基于此,挤出复合设备厂家进行了不懈的努力,推出了以下技术来应对这些普遍存在问题。
(1)游动模头[16]
生产线上的薄膜在收卷过程中常常会出现收卷表面平整度差的问题,影响产品质量。以双向拉伸基材膜BOPP、BOPET和单向流延CPP、CPE为例,设备配置自动模头,自动模头厚度精度偏差<3%,如生产速度为350 m/min以上,而每卷6000 m的基材自动模头调整还没一个周期。经过拉伸后,在横向固定位置多层偏差叠加,导致收卷卷材表面凹凸不平。市场见到的BOPP、BOPET卷材通过在收卷前增加基材膜横向摆动,摆动偏移 100~150 mm(需切除),使基材膜收卷表面没有凹凸不平。
挤出复合机采用自动模头,复合材料横向不可能移动,几分钟内的卷材偏差叠加,收卷表面一定会产生凹凸不平,挤出层越厚凹凸越大。为了提高挤出复合生产线生产产品的质量,江门市辉隆塑料机械有限公司开发了收卷平整度控制装置(简称为“游动模头”),如图2所示。收卷平整度控制装置为在挤出机模头上设置模头游动机构、密封组件、调幅补偿机构、伺服驱动器和PLC控制器。密封组件位于挤出机模头下方,两端分别设置调幅补偿机构。模头游动机构设于挤出机的机座上,模头游动机构和调幅补偿机构分别与伺服驱动器连接,模头游动机构、调幅补偿机构和伺服驱动器分别与PLC控制器连接。此平整度调节装置可有效控制挤出复合膜叠加后的表面平整度,防止产品表面出现凹凸不平的现象,同时可防止挤出复合膜左右两侧形成多余的边料,节约材料成本,也可减少后续的边料处理工序。图3为采用游动模头和传统模头的收卷效果对比图。从图3中可以看出,采用游动模头后,当BOPET 12μm/LDPE 30μm 复合膜卷收卷直径达到500 mm时,收卷表面无凹凸不平现象。

图2 游动模头图片

图3 传统模头和游动模头的收卷效果对比图
(2)基材无拉伸技术[17]
挤出复合生产线的复合区域内,主动冷却辊和被动硅胶辊之间存在传动阻力,主动冷却辊的动力必须通过多层复合膜传递给被动硅胶辊,从而带动被动硅胶辊转动(图4a)。贴在主动冷却辊表面的材料和贴在被动硅胶辊表面的材料在熔融塑料的粘合作用下,可因薄膜基材的抗拉能力不同而受到不同程度的拉伸,也就是说贴在主动冷却辊表面或被动硅胶辊表面的任何一面或这两面的材料不同程度地变长。这不单单存在于挤出复合过程,也是整个复合膜行业中常见的不良产品,具体表现为复合膜或基材膜上的印刷图案拉伸变形和翘边。
如图4b所示,为了降低甚至消除挤出复合过程中复合膜的拉伸倍率,进而避免挤出复合膜或挤出复合膜上的印刷图案拉伸变形或翘边,此处在保留主动冷却辊带有主动传动动力装置的基础上,为被动硅胶辊配套提供传递动力装置,给主动冷却辊和被动硅胶辊同时施以主动传动动力,通过同步控制,使主动冷却辊与被动硅胶辊的表面线速度一致,从而确保挤出复合膜受力均衡,避免因拉伸导致的报废。本结构的改进有效地改善了复合过程中基材的印刷图案拉长变形和翘边等缺陷,确保挤出复合膜品质的一致性,提高产品质量。

图4 a)普通挤出复合机复合区域示意图
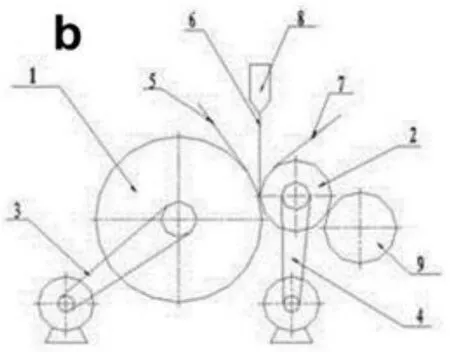
图4 b)基材无拉伸挤出复合机复合区域示意图
(3)微波导能技术[18]
气隙对多层复合膜的剥离强度影响较大,主要表现为:气隙大,挤出熔体表面氧化充分,挤出膜至复合辊时温度低;气隙小,挤出熔体表面氧化不充分,挤出膜至复合辊时温度高。一方面,挤出熔体膜表面的充分氧化有利于提高其对基材的作用力;另一方面,挤出膜至复合辊时温度低将导致其粘度较大,不利于浸润基材表面。此外,挤出膜至复合辊复合时,若温度太高,会导致复合膜粘辊、基材拉伸严重、断膜等问题。基于此,为了提高挤出熔体膜的表面氧化程度,在气隙处设置导能装置,如图5所示,从而一方面提高熔体膜的表面氧化程度,另一方面,不降低熔体膜至复合辊时的温度。导能装置的结构如图6所示。

图5 模头和载波导能装置、复合装置的结构示意图
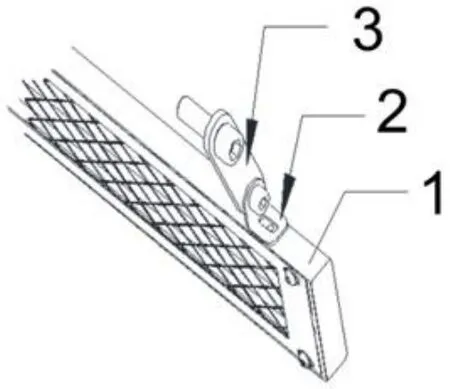
图6 气隙处导能装置的结构
设置 T模头温度为 320℃,LDPE树脂温度为300℃。一般地,当LDPE的温度高于250℃时,LDPE熔体在空气中可以发生氧化反应及热分解反应,低于此温度就很难再发生反应了。从表2中可以看到,PE熔融膜出模唇口时的温度为300℃,距离模唇口20 mm处的温度250℃,200 mm处为205℃,也即只有20 mm的有效氧化距离。打开导能装置后,PE熔体膜在距离模唇口40 mm处仍可达到266℃。
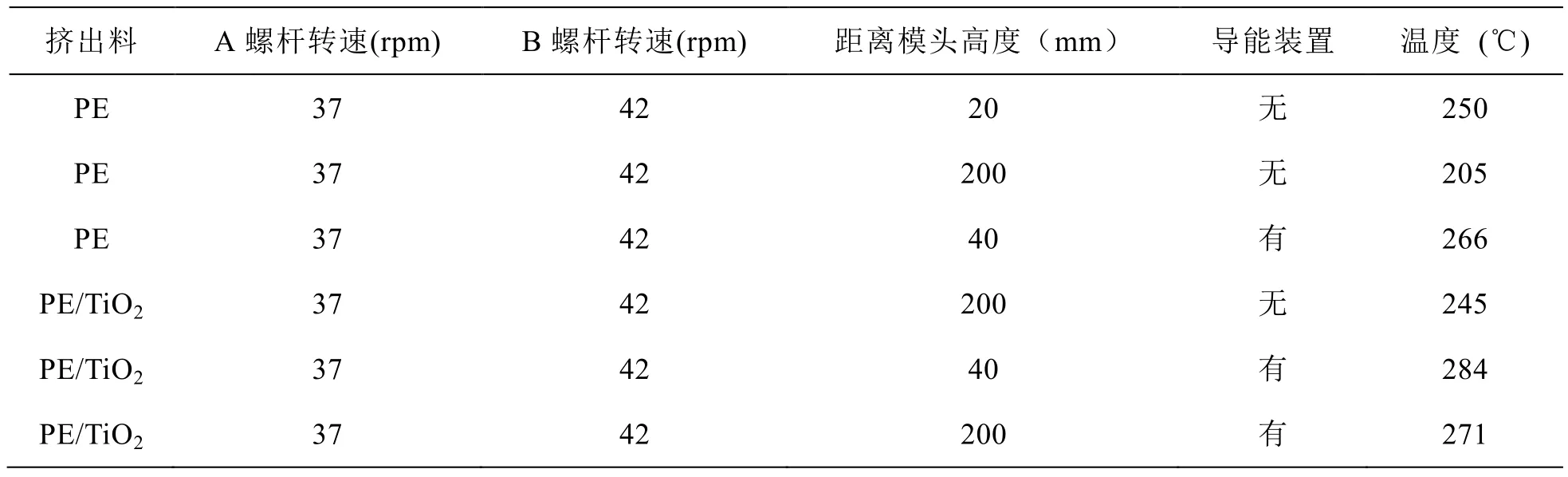
表2 挤出熔体膜在气隙中的温度
与未打开导能装置相比,开启导能装置后可以将熔体膜表面氧化时间延长一倍以上。对于PE/TiO2复合材料,其降温速度较纯PE熔体膜的降温速率低,可在距离模唇较长的距离内保持较高的温度。出现这种现象的原因可能是,TiO2吸收模头散发的热量超过了因其热导率升高散发的热量。
同样地,PE/TiO2复合材料熔体在导能装置作用下在距离模头40 mm处的温度也较PE熔体的温度高。由此可见,导能装置对熔体膜温度的保持具有较好的效果,TiO2能够促使挤出熔体膜表面保持较高的温度。不仅如此,TiO2在紫外光或热作用下还能够促使聚合物分子链断裂,产生自由基。
(4)共挤出复合技术[19]
共挤挤出复合技术一般是采用两台或三台挤出机,通过一个分配器使塑料熔体从模头内挤出,涂覆到基材表面得到多层复合膜,如图7所示。共挤技术可以通过改变各层的材料配方和比例获得一定的功能,例如提高粘合强度,降低成本等。以 BOPET/P25u-P35u-P25u/AL/EAA15u/IPE30u和BOPET/P25u-P35u-P25u/AL/EAA5u-LDPE5u-EAA5u/IPE30u结构为例。当模头温度为 320℃时,BOPET/P25u-P35u-P25u/AL/EAA15u/IPE30u复合膜中 EAA/IPE的层间剥离强度为 2.7N/15 mm;而 BOPET/P25u-P35u-P25u/AL/EAA5u-LDPE5u-EAA5u/IPE30u复合膜中 EAA/IPE的层间剥离强度为4.6N/15 mm。表明共挤模头能够显著提高复合膜的层间剥离强度。
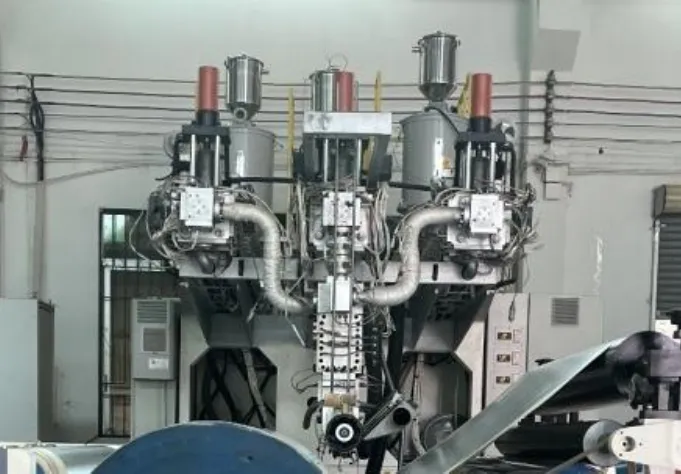
图7 挤出复合生产线上共挤挤出机图片
5.彩印挤出复合的新工艺
(1)无粘合剂食品药品挤出复合工艺[20]
如图8所示,无粘合剂食品药品挤出复合工艺主要包含极化处理、氧化区导能装置和改性树脂三个部分。极化处理采用高频率高电压在基材表面电晕放电,产生低温等离子体,使基材表面产生自由基、增加基材表面粗糙度和增加基材表面的极性,也即扩大表面张力。本复合工艺的出发点为:一方面,基材在极化处理过程中产生的自由基、极性基团等可在后续工序中与挤出膜表面产生的自由基及极性基团发生化学反应,从而使挤出膜与基材之间产生更多的化学键合,提高二者的粘接强度,即提高二者间的剥离强度;另一方面,极化处理促使基材表面的粗糙度增加,可与挤出树脂产生锚接,增加机械互锁力,从而提高二者间的剥离强度。此处采用的极化处理装置为市面已有的大气低温等离子体处理机,极化处理效果较传统电晕装置的电晕效果好。以PET膜为例,传统的电晕装置处理后薄膜的表面张力约为48dyn/cm,本设备及工艺中采用的极化处理装置处理后薄膜的表面张力可达到60dyn/cm。氧化区导能装置可以传递能量至挤出膜,提高挤出膜表面的活化程度以及保持挤出膜在氧化区域内的温度。导能装置主要由两根平行排列的红外线发射管以及外壳组成,通过涂层控制发射管发射的方向和降低损耗。改性树脂是基于导能装置和挤出复合工艺对现有的挤出树脂进行物理或化学改性,进而提高挤出膜表面的氧化程度或者增加自由基数目,提高挤出复合膜的剥离强度。

图8 无粘合剂食品药品挤出复合工艺示意图
对于结构为 PET/印刷(全版面)/挤(P1-LDPE-P1)/VMPET/挤(P1-LDPE-P1)/吹膜 PE的复合膜,机械速度为 120 m/min时,VMPET/吹膜PE的下机剥离强度为1.8 N/15 mm。下机放置一年后,测试的剥离强度为 2.6 N/15 mm,满足药品类多层复合膜的强度要求。对于结构为 PET/印刷(全版面)/挤(P1-LDPE-P1)/AL/挤(P1-LDPE-P1)/吹膜PE的复合膜,机械速度为120 m/min时,AL/吹膜PE的下机剥离强度为3.2 N/15 mm。下机放置一年后,测试的纵向剥离强度为3.2 N/15 mm,满足药品类多层复合膜的强度要求。不仅如此,试验结构未采用EAA类酸性粘合树脂。此结果表明,此项技术具备高剥离强度、低成本的特点。
(2)水性AC剂挤出复合工艺[21]

图9 含水性锚固剂的挤出复合工艺示意图
聚乙烯亚胺为水溶性大分子,可采用少量低分子醇(甲醇或乙醇)与水混合作为溶剂稀释,且复合过程中几乎不发生化学变化,性质稳定。因此,基于聚乙烯亚胺类底涂剂的挤出复合生产线生产过程绿色环保,复合膜卫生性好。江门市辉隆塑料机械有限公司最新推出的水性AC剂挤出复合工艺具有上胶量少、剥离强度高的显著特点。
以PET12u/AC挤PE15u/VMPET12u/AC挤PE15u/LLDPE25u复合膜为例,加工速度 200 m/min,上胶量0.015 g/m2时,PET/挤PE的剥离强度为7N/15 mm,挤PE/VMPET的剥离强度为2 N/15 mm,VMPET/挤PE的剥离强度为10 N/15 mm,挤PE/LLDPE的剥离强度为8.5 N/15 mm。此强度远远高于普通食品药品彩印软包装的需求,且材料成本增加约 0.01元/m2,具有很大的应用价值。
(3)单一材料挤出复合工艺
塑料污染导致的环境问题越来越突出,迫切需要便于回收或易于降解的塑料制品。江门市辉隆塑料机械有限公司推出的单一材料挤出复合设备及关键技术为单一成分材料复合膜的制备提供设备和技术方案,助力全球的环保事业。对于单一材料来说,基材膜和挤出膜的材质相同,如果两者在接触时挤出膜的温度过高,容易使基材膜起皱。
基于此,需要加大挤出机模头与复合座之间的距离,也即升高气隙。但气隙升高,挤出膜的温度降低不利于提高复合膜的粘合强度,故而设置导能装置,提高挤出膜表面的氧化程度,保障复合膜的剥离强度,工艺流程图如图10所示。不仅如此,基材膜、挤出膜、热封层的材质相同。对于单一成分材料复合膜来说,当内层材料加热至熔点时,外层材料也达到或接近熔点,难免会引起外层材料起皱。为了保障单一材料复合膜的热封性能,需要降低内层材料的熔点或者采用其它方法使内层材料易于粘接。基于此,此工艺采用复合后电晕的方法,提高热封时内层的粘合强度。如图11所示,单一材质复合膜的袋子热封良好,平整度好。
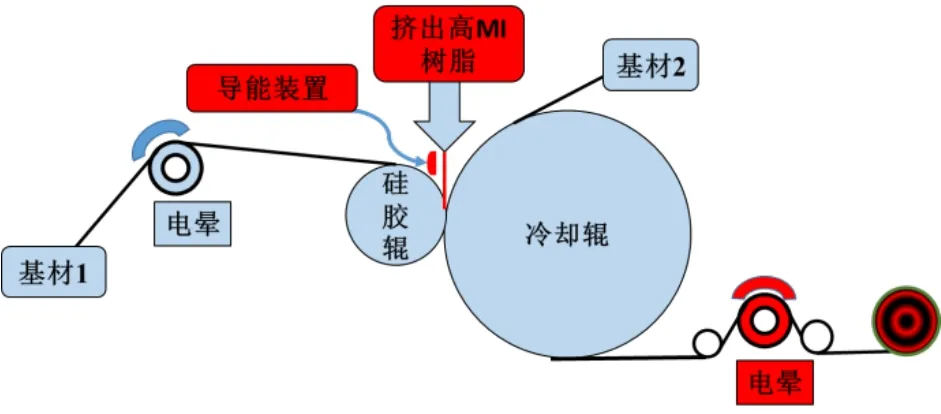
图10 单一材料挤出复合工艺示意图
图11 单一材料复合膜袋子
6.发展趋势
伴随着严峻的国际环保局势,塑料软包装行业及上下游企业面临着极大的压力,也面临着挑战和机遇。
随着可持续发展观念被逐步推进到现实生活中,消费者、生产企业都开始关注环境保护,愈发注重环保行动。尤其是在近期,各食品生产企业巨头推行降塑和单一材质可回收材料,计划到2025全面实现可回收方案。同时,食品安全是国民根本,食品包装作为食品的“贴身衣物”也必定不能存在安全隐患。彩印软包装用多层复合膜的加工工艺中,唯有挤出复合兼具环保、安全、可回收的功能,必将引起人们的重视。挤出复合技术也趋向于高效、高品质、定制化发展,必将为软包装行业在环保安全及可循环越来越严的明天撑起一片天空。
