一种集装袋进出料口扎口带送切固缝方法
2021-07-20王仁龙整理
王仁龙 整理
一、概述
随着生产技术的发展以及人工成本的提高,许多生产线都在节省人工成本上采取措施,尤其是在包装环节上可采取的措施比较多。对于集装袋加工,有多个工序,如集装袋进出料口上加一个扎口带,就需要放置扎口带、切扎口带、超声焊接加固扎口带于集装袋进出料口指定位置、进出料口折边、缝纫折边等多个工序。
现有的集装袋进出料口扎口带加工,一般采用普通的工艺是:裁断扎口带→整理裁断扎口带梱→集装袋进出料口折边缝制→将裁断的扎口带缝制到集装袋进出料口的指定部位。
这种加工方法,需要将扎口带先裁断整理,而后再由下道工序的人员来完成扎口带缝制到集装袋进出料口的指定部位的工作,至少需要 2-3道工序,严重影响了生产效率。
本文介绍了一种缝制集装袋进出料口的同时一并完成扎口带的送、切、固、缝一次成型工艺。本技术就是根据所用设备发明了一个集装袋进出料口扎口带送切固缝方法,来实现一次操作完成多个工序的。
二、技术方案
一种集装袋进出料口扎口带送切固缝方法,包括集装袋进出料口扎口带送带、裁切、集装袋进出料口扎口带超声焊接、集装袋进出料口的折边缝纫,有以下步骤:
1)将所要缝纫的集装袋进出料口按着工作台上标示的集装袋进出料口放置区域边界线放置;
2)按下工作按钮,控制柜就驱动传送轮马达转动,把待切的扎口带送入裁切机构;
3)待扎口带送出到指定的长度后,所述控制柜就命令传送轮马达停止转动,紧接着控制柜就打开切刀气缸上的气动开关,所述切刀气缸就驱动切刀把扎口带切断;
4)待扎口带切断后,超声机构驱动上模压向下模,超声波装置开始工作,把上、下模之间的扎口带与集装袋进出料口热融粘合在一起;
5)待扎口带被热融加固在集装袋进出料口上后,所述控制柜立即打开前压紧气缸的气动开关,所述前压紧气缸就伸长,所述前压紧轮就落到集装袋进出料口上面并使集装袋进出料口与传送带之间的摩擦力增加,所述集装袋进出料口就开始随传送带一起移动,所述集装袋进出料口的前端到达传送带重力轮后,所述集装袋进出料口就在传送带重力轮和传送带共同作用下向前移动;
6)待进出料口固定有扎口带一边移动并通过缝纫机构的折边器,完成折边行至缝纫机针前,感应开关得知进出料口的到来,控制柜驱使缝纫机构工作,至此完成送带、切带、固带、折缝完过程。
所述传送带与集装袋进出料口放置区域有部分重叠。所述工作台的高度比传送带高。
第一传送带轮、第二传送带轮均有设有用于放置传送带凹槽,传送带放置在传送带凹槽内,传送带放置在传送带凹槽内后低于传送平面。
后压紧轮上设置有用于感应集装袋进出料口的后压紧轮感应开关,后压紧轮感应开关与控制柜电路连接。
三、有益效果
本技术实现了集装袋进出料口折边缝纫与扎口带裁切、超声焊接扎口带固定在集装袋进出料口基布上等多道加工工序连续完成,并且中间步骤也无需工人操作,提高了设备工作效率,降低了用工费用。
四、附图说明
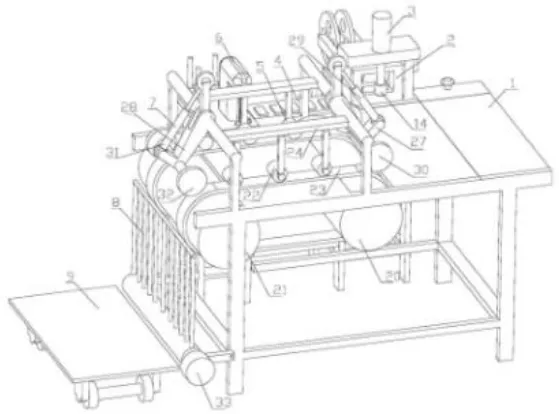
图1 本技术的立体图
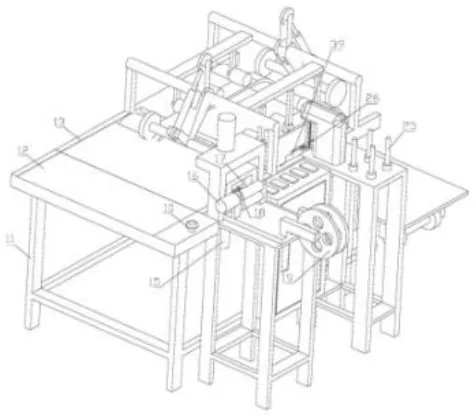
图2 本技术的另一角度立体图

图3 本技术的另一角度立体图
五、具体实施方式
一种集装袋进出料口扎口带送切固缝装置,包括工作台1、裁切机构2、超声机构3、控制柜4、输送机构5、缝纫机构6、压紧机构 7、翻转机构8、货架9,其中工作台1包括支架11、面板12、工作按钮10,裁切机构2、超声机构3、输送机构5、缝纫机构6、压紧机构7、翻转机构8均设置在支架11上,工作按钮10是使裁切机构2、超声机构3、输送机构5、缝纫机构6、压紧机构7、翻转机构8开始工作的启动按钮,裁切机构2、超声机构3对应设置在一起,使扎带在裁切机构2切断后就被带到超声位置,缝纫机构6设置工作台1侧边,可调整位置使针在所想缝纫的位置,工作台1设置有集装袋放置的集装袋进出料口放置区域,所述集装袋进出料口放置区域有设置可见的放置区域边界线13;
裁切机构2包括传送轮17、传送轮马达16、线槽19、切刀18、切刀气缸15,切刀18、切刀气缸15连接,传送轮马达16与传送轮17同轴连接,切刀气缸15上的气动开关、传送轮马达16与控制柜4电路连接;
超声机构3包括超声波发生器、用于对扎口带和布料加热的超声波模头下模和施加压力的上模14、超声波换能器、超声波配电箱、超声波气动缸,超声波发生器与控制柜4电路连接;超声波气动缸的输出轴上安装有用于对扎口带和布料施加压力的上模,当下模与上模咬时,上模、下模完成扎口带与集装袋进出料口布料热压动作,扎口带与集装袋进出料口布料被热融在一起。
输送机构5包括第一传送带轮20、第二传送带轮 21、传送带重力轮 22、传送带23,传送带23安装在第一传送带轮20、第二传送带轮21上,传送带重力轮22设置在传送带23上,传送带重力轮22悬挂于小支架24上;集装袋进出料口从传送带23和传送带重力轮22之间穿过,在传送带重力轮22的重力之下,集装袋进出料口与传送带 23摩擦力增大,从而带动集装袋进出料口移动;缝纫机构6设置工作台1旁边,缝纫机迎接待缝纫布料一侧设置有折边器39与超声机构3、裁切机构2、控制柜4在同一侧,缝纫机构6设置有多个圆形棒25,竖直放置,用来插入一捆线中间的孔内,缝纫机上设置有集装袋进出料口感应开关26,可感知集装袋进出料口有无来到,没有来到时,缝纫机构6不工作,只有感知到集装袋进出料口,缝纫机构6就立即工作,并根据感应开关26感应到集装袋进出料口已缝纫完毕,缝纫机构6就停止工作;压紧机构7包括前压紧机构27、后压紧机构28,前压紧机构设置在第一传送带轮20前面,前压紧机构27包括前压紧气缸29、前压紧轮30,前压紧轮30设置在前压紧气缸 29上,前压紧气缸 29设置为使前压紧轮 30在竖直方向上上升下降,使前压紧轮30接触或脱离传送带23,前压紧气缸29的气动开关与控制柜 4电路连接,后压紧机构 28包括后压紧气缸31、后压紧轮32,后压紧轮32设置在后压紧气缸 31上;后压紧气缸 31设置为使后压紧轮 32在竖直方向上上升下降,使后压紧轮32接触或脱离传送带23,压紧机构7安装在小支架24上;翻转机构8包括翻转马达或翻转气缸33、翻转轴34、翻转网板35,翻转马达或翻转气缸33、翻转轴 34同轴连接,翻转网板 35安装在翻转轴 34上,翻转轴34安装在支架11上;货架9包括货台36、货架支架37、货架轮38,货架轮38安装在货架支架37下面,货台36安装在货架支架37上面;当货架9上装满集装袋后,比较重,可以推着货架轮38移动,货架9与翻转机构8的位置对应设置。
所述传送带 23与集装袋进出料口放置区域有部分重叠。所述工作台 1的高度比传送带 23高。第一传送带轮20、第二传送带轮21均有设有用于放置传送带凹槽,传送带23放置在传送带凹槽内,传送带23放置在传送带凹槽内后低于传送平面。后压紧机构28在后压紧轮32上设置有用于感应集装袋进出料口的后压紧轮感应开关,用来感应集装袋进出料口刚过后压紧轮 32就启动翻转机构8,后压紧轮感应开关与控制柜4电路连接。
工作时,首先由操作人员设置好相关指令参数,将集装袋进出料口筒状布或经过对折的未缝制料欲缝制扎口带一侧放入切、固、缝一次成型装置送入封制工作台上指定集装袋进出料口放置区域位置,工人先把待缝纫的集装袋进出料口放到指定的有设置放置区域边界线 13的集装袋进出料口放置区域位置,放好后就按压一下启动工作按钮 10,这时控制柜 4就驱动传送轮马达 16转动,把待切得扎口带送入裁切机构 2,待扎口带送出到指定的长度后,控制柜4就打开切刀气缸15上的气动开关,切刀气缸15就驱动切刀18把扎口带切断;紧接着控制柜4就驱动超声机构3的上模14落下,把扎口带与集装袋进出料口热融在一起;同时控制柜 4就打开前压紧气缸 29的气动开关,前压紧气缸 29就伸长,前压紧轮30就落到集装袋进出料口上面并使集装袋进出料口与传送带23之间的摩擦力增加,集装袋进出料口就随传送带23一起移动;紧接着传送带重力轮22就压在集装袋进出料口上,集装袋进出料口就在传送带重力轮22和传送带23共同作用下向前移动;当集装袋进出料口移动到缝纫机构6前时,控制柜4就驱使缝纫机构6工作,把集装袋进出料口的一边封起来;待集装袋进出料口缝纫完毕出来时,集装袋堆成一团,由此特意设置翻转机构 8,集装袋进出料口缝纫完毕后,继续在传送带重力轮22和传送带23共同作用下向前移动,当集装袋进出料口到达后压紧轮32,由于后压紧轮 32作用,集装袋进出料口就垂直向下移动,翻转机构8在集装袋进出料口未落地之前就执行翻转动作,把集装袋进出料口平整地一层一层地垒起来。集装袋进出料口进出料口扎口带送、切、固、缝一次成型工艺可适用于筒状与基布对折成进出料口缝制加工扎口带两种型式。
由此设备得出的一种集装袋进出料口扎口带送切固缝方法,包括集装袋扎口带送带、裁切、集装袋扎口带超声焊接、集装袋进出料口的折边缝纫工序,有以下步骤:
1)将所要缝纫的集装袋进出料口按着工作台1上标示的放置区域边界线13线放置;
2)按下工作按钮 10,控制柜 4就驱动传送轮马达16转动,把待切得扎口带送入裁切机构2;
3)待扎口带送出到指定的长度后,控制柜4就传送轮马达16停止转动,控制柜4就打开切刀气缸15上的气动开关,切刀气缸15就驱动切刀把扎口带切断;
4)紧接着超声机构3驱动上模14落下,把扎口带与集装袋进出料口热融在一起;
5)待扎口带与集装袋进出料口热融完成后,控制柜4立即打开前压紧气缸29的气动开关,前压紧气缸29就伸长,前压紧轮30就落到集装袋上面并使集装袋与传送带23之间的摩擦力增加,集装袋进出料口就开始随传送带23一起移动,集装袋进出料口的前端到达传送带重力轮22后,集装袋进出料口就在传送带重力轮22和传送带23共同作用下向前移动;
6)待集装袋进出料口固定有扎口带一边移动到缝纫机构6的折边器39入口处,进出料口基布的边缘在传送带的作用下进入折边器39(固定在基布上的扎口带同时被带入折边中),完成折边的进出料口基布行至缝纫机针前时,缝纫机构上感应开关就得知集装袋进出料口的到来,控制柜 4立即驱使缝纫机构工作,把已完成折边的进出料口基布一边缝起来,根据感应开关26感应到集装袋进出料口已缝纫完毕,缝纫机构6就停止工作;
7)集装袋进出料口缝纫完毕后,继续在传送带重力轮22和传送带23共同作用下向前移动,当集装袋进出料口到达后压紧轮32,由于后压紧轮32作用,集装袋进出料口就垂直向下移动;
8)当集装袋进出料口通过后压紧轮32时,控制柜4就驱使翻转机构8的翻转马达或翻转气缸33带动翻转网板35执行翻转动作,翻转网板35在集装袋进出料口未落地之前就把集装袋进出料口放置到货架9上。
所述工作台1的高度比传送带23高。后压紧机构28在后压紧轮32上设置有用于感应集装袋进出料口的后压紧轮感应开关,用来感应集装袋进出料口刚过后压紧轮32就启动翻转机构8,后压紧轮感应开关与控制柜 4电路连接。货台 36的高度低于翻转轴34的高度。
本技术专利信息:
申请号:CN201911153836.4
申请日:2019.11.22
公开(公告)号:CN112829383A
公开(公告)日:2021.05.25
IPC分类号:B31B70/81;B31B70/68;B31B70/74
