阀口袋焊接机组讲解(八)
2021-07-20王仁龙整理
王仁龙 整理
(上接《塑料包装》2021年第二期)
四、初次启动和正常运行
4.1 初次启动前:
① 再次检查转换线的安装情况;
② 检查所有基本调节项;
③ 检查各台电动机的转向;
④ 检查润滑点;
⑤ 重新拧紧控制柜的端子(注意:重新拧紧端子时,必须切出转换线以防重启);
⑥ 检查气动接头和系统压力;
⑦ 检查进水接头;
⑧ 检查液压接头;
⑨ 检查传送皮带、传动链和传动皮带的张紧情况。
4.2 控制元件
4.2.1 控制柜上的控制元件:

1-目视显示屏;2-启动;3-停机;4-紧急停机;5-紧急停机复位;6-故障复位;7-预留;8-预留;9-USB接头、以太网接头插口。
4.2.2 放卷装置的控制元件:
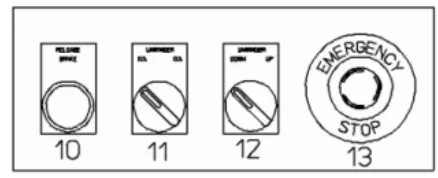
10-释放制动器;11-手动操作传动侧/操作员侧;12-放卷臂上/下移动;13-紧急停机。
4.2.3 Microstar打微孔装置(可选项)的控制元件:

14-紧急停机。
4.2.4 裁切站的控制元件-操作员侧:

15-预留;16-打孔装置通/断;17-打印标记操作通/断,确认;18-停机;19-紧急停机;20-手动操作横切刀;21-单独微动;22-微动;23-针传输装置初始位置。
4.2.5 裁切站的控制元件-传动侧:

25-预留;26-微动;27-单独微动;28-手动操作横切刀;29-紧急停机;30-停机;31-打印标记操作通/断,确认;32-打孔装置通/断;33-取布辊前/后移动。
4.2.6 横向进料机的控制元件:

35-紧急停机;36-微动;37-针传输装置初始位置;38-喷射注油器-手动喷油(可选项)。
4.2.7 开底站的控制元件-传动侧:

40-微动;41-紧急停机;42-停机;43-印刷站的冲压片/折叠条,I=降低,II=提升。
4.2.8 阀口条装置的控制元件:

45-印刷站的冲压片/折叠条,I=降低,II=提升;46-阀口条调节;47-微动;48-停机;49-紧急停机。
4.2.9 盖贴片装置的控制元件-操作员侧:

50-提升压力辊;51-微动;52-紧急停机。
4.2.10 盖贴片装置站的控制元件-传动侧:

55-紧急停机;56-微动;57-提升压力辊。
4.2.11 出口的控制元件-传动侧和操作员侧:

60-紧急停机;61-停机;62-微动;63-出空机器;64-调节盖贴片;65-打印标记操作通/断,确认;66-预留。
4.2.12 堆垛站的控制元件:

70-清除堆垛装置;71-预留;72-堆垛条通/断;73-停机;74-紧急停机。
4.3 启动
① 接通裁切机维护装置的压缩空气。风压必须至少为6 bar;
② 填充回火回路;
③ 打开阀口条和盖贴片装置的冷却水源;
④ 打开电源开关(在控制柜上);
⑤ 关上所有的安全门,只有关上安全门,才能进行转换线操作和进入微动模式,操作期间如果打开安全门,会使转换线立即紧急停机;
⑥ 将物料辊放在放卷机架的放卷轴上。
4.3.1 填充回火回路:
必须在回火回路的水中添加广谱杀菌剂以防藻类和淤泥生长,还要添加防腐剂阻止金属腐蚀和氧气消耗。
总填充量约为30升,添加量分别如下:
Varicid T(广谱杀菌剂):约0.25 kg
Varicid T 1+1(防腐剂):约0.25 kg
4.3.2 启动回火装置:
显示屏1显示了裁切缸信息。
显示屏 2显示了金属预热板和吸气/冷却缸信息。

4.3.2.1 调节显示屏1和2上的温度:
① 用按钮“OPTION”(3)选择指示“℃”(4)(LED 亮)。
② 用按钮“MODE”(5)选择指示“SET1”(6)(LED 亮)。
③ 用箭头按钮(7)将温度设成85℃。
④ 用按钮“MODE”(5)选择指示“TOL”(8)。
⑤ 用箭头按钮(7)将温度设成5℃。
用箭头按钮(7)将金属预热板的温度设成65℃;公差也为5℃。
按几次“OPTION”按钮(3),直到指示“℃”(4)发亮为止。这样,回火装置接受调节后的设置。
4.3.2.2 调节显示屏1和2上的压力:
① 用按钮“OPTION”(3)选择指示“P1”(9)(LED 亮)。
② 用按钮“MODE”(5)选择指示“ACT”(10)(LED亮),用箭头按钮(7)输入“SET1”指示“ACT”(10)显示的值。
③ 用按钮“MODE”(5)选择指示“SET1”(6)(LED亮),用箭头按钮(7)输入“SET1”指示“ACT”(10)显示的值。
④ 用按钮“MODE”(5)选择指示“TOL”(8)。
⑤ 用箭头按钮(7)选择1 bar的压力公差。
金属预热板的所有压力监测值(显示屏 2)的设定方式同裁切缸(显示屏1)。
按几次“OPTION”按钮(3),直到指示“℃”(4)发亮为止。这样,回火装置接受调节后的设置。
4.3.2.3 调节流量:
注意:只有达到设定温度(STE1)后才能调节流量(l/min)!
如果尚未达到设定温度,显示屏上出现“---”。
4.3.2.4 裁切缸的设置(显示屏1):
① 用按钮“OPTION”(3)选择指示“l/min”(11)(LED 亮)。
② 用按钮“MODE”(5)选择指示“ACT”(10)(LED亮);指示值约为7-12 l/min。
③ 用按钮“MODE”(5)选择指示“SET1”(6)(LED亮),用箭头按钮(7)输入“SET1”指示“ACT”(10)显示的值。
④ 用按钮“MODE”(5)选择指示“TOL”(8)
⑤ 用箭头按钮(7)将流量公差调至5 l/min。
4.3.2.5 裁切缸的设置(显示屏2):
① 用按钮“OPTION”(3)选择指示“l/min”(11)(LED 亮)。
② 用按钮“MODE”(5)选择指示“ACT”(10)(LED亮);指示值约为3-6 l/min。
③ 用按钮“MODE”(5)选择指示“SET1”(6)(LED亮),用箭头按钮(7)输入“SET1”指示“ACT”(10)显示的值。
④ 用按钮“MODE”(5)选择指示“TOL”(8)
⑤ 用箭头按钮(7)将流量公差调至3 l/min。
按几次“OPTION”按钮(3),直到指示“℃”(4)发亮为止。这样,回火装置接受调节后的设置。
4.3.2.6 公差差异:
指示“℃”(4)一直亮;
如果值超出设定公差,指示“TOL”(8)以及“℃”(4)、“P1”(9)或“l/min”(11)闪烁。另外,还会发出声音信号。详见零部件信息。
4.3.3 拉制网状基材:
用手拉制网状基材。
按下按钮“Perforation off/on”(16)或(32)拉制连续长度的物料,收缩针辊。然后,拉制网状基材后,再按下按钮(16)或(32)将针辊移入操作位置。按下按钮“Jog separate”(21)或(27)再按下按钮“Jog”(22)或(26)后,牵引系统将网状基材运至横切切断机的切刀。
按下按钮“Knife”(20)或(28)裁切筒截面。
打开安全门,将筒截面从倾斜板上取下来。
设定阀口袋拟定规格,在目视显示屏上输入阀口袋主要规格(见“ad*starKON 60目视显示屏”操作手册)。
按下按钮“Start”(2)启动转换线,将几个筒截面送入机器。然后按下按钮“Stop”(3)。机器上的筒截面被折叠成阀口袋,送至堆垛站。
将一个阀口袋从堆垛装置上取下来进行检查。目视检查后,接着定位阀口条和盖贴片。
须检查下列部件,根据需要重新调节:
① 阀口条装置;
② 阀口条焊接设备;
③ 折底站;
④ 盖贴片装置;
⑤ 盖贴片焊接设备;
⑥ 阀口袋传送系统。
4.3.4 接通加热区:
在目视显示屏上完成热风焊设备暖风机打开及温度设置工作(见“ad*starKON 60目视显示屏”操作手册)。
在回火回路完成金属预热板、吸气/冷却缸和裁切缸的投用及温度设置工作。
4.4 操作
设置好转换线后,就可开始生产。
按下按钮“Start”(2)启动转换线。在目视显示屏上输入每分钟制袋量(每分钟最多循环60次)(见“ad*starKON 60目视显示屏”操作手册)。
4.4.1 安全门链条:
安全门链条共分五个区域。
如果这些分区有一扇门打开,就无法启动转换线。
一旦关上了安全门,就可启动转换线。
如果生产期间打开安全门,转换线会停止运行,焊接设备移入预热位置。
在显示屏上,安全门以过程图像发出信令(见“ad*starKON 60目视显示屏”操作手册)。
第1分区:裁切机
第2分区:开底站
第3分区:焊接设备-阀口条装置
第4分区:折底站
第5分区:焊接设备-盖贴片装置
按下按钮“Clear main machine”(63)选择相关的安全门,出空主要机器。然后可用按钮“Start”(2)启动机器。
4.5 转换线停止
若要停转换线,按下按钮“Stop”(3)、(18)、(30)、(42)、(61)或(73)。
只有在紧急情况下才能按下“Emergency stop(紧急停机)”按钮。
通过目视显示屏关掉暖风机,让它们冷却(鼓风机继续运转约10分钟)。
最后,关掉电源开关。
五、润滑和维护
注意对机械进行充分润滑与维护的重要性。
全面记录所有的润滑与维护工作和所有的机器故障,注明相关运行小时数。
注意:开始润滑和维护工作前,先要切出转换线,防止重启。
正确应用最合适的润滑剂对于实现最大效率、消除运行故障作用极大。下面的图包括经证明能对机器各零部件进行理想润滑的润滑剂。
只有在使用这些润滑剂或证明具有同等效力的润滑剂时,机器保修才有效。
注意:切勿混用不同的油或滑脂!
关于正确润滑和维护的相关说明,铭牌或所附制造商资料中的信息具有优先权,通常必须遵照执行。
5.1 润滑点
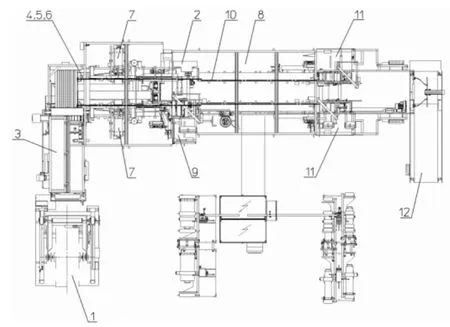
1-放卷装置;2-主驱动器;3-裁切机;4-带针传输装置的间歇进料区;5-带橡胶缓冲器的间歇进料区;6-带Microtrans针垫的间歇进料区;7-开底站;8-连续进料区;9-阀口条装置;10-折底站;11-盖贴片装置;12-堆垛装置。
5.1.1 放卷装置:

润滑点 润滑剂DIN 51502润滑量 润滑间隔安全卡盘滑脂 K 2 K-20 -每200小时加一次滑脂液压装置液压油 HLP 32 -100小时后第一次换油,以后3000小时/至少每年换一次油
5.1.2 主驱动器:

润滑点 润滑剂 DIN 51502 润滑量 润滑间隔正齿轮电动机 传动液 CLP 320 2.2升 每25000小时/至少每3年带空心轴的螺旋斜齿轮 Enersyn HTX 68 BP HLP 32 0.6升 每25000小时/至少每 3年阀口条装置万向轴 滑脂 K 2 K-20 - 每400小时操作员侧横向接头万向轴 滑脂 K 2 K-20 - 每400小时纵向接头万向轴 滑脂 K 2 K-20 - 每400小时宽度调节机构滑脂加注嘴 滑脂 K 2 K-20 - 每4000小时
5.1.3 裁切机:

润滑点 润滑剂 DIN 51502 润滑量 润滑间隔正齿轮电动机进口 传动液 CLP 320 0.35升 每25000小时/至少每3年齿轮 滑脂 GP 00 G-20 每200小时加一次滑脂
5.1.4 带针传输装置的间歇进料系统:

润滑点 润滑剂 DIN 51502 润滑量 润滑间隔驱动器斜齿轮 传动液 CLPPG 220 0.83升 每25000小时/至少每 3年传动装置滑脂加注嘴 滑脂 K 2 K-20 - 每4000小时链条 Castrol Viscogen KL 23 Castrol - - 每200小时喷一次
5.1.5 带橡胶缓冲器的间歇进料系统:

润滑点 润滑剂 DIN 51502 润滑量 润滑间隔驱动器斜齿轮 传动液 CLPPG 220 0.83升 每 25000小时/至少每 3年传动装置滑脂加注嘴 滑脂 K 2 K-20 - 每4000小时装配架 缝纫机油ISO 粘度等级+40℃时 17-24- 初次启动前,以后每6个月一次链条 Castrol Viscogen KL 23 Castrol - - 每200小时喷一次喷油器 硅油NM 1-350 - - 每周目视检查一次
5.1.6 带Microtrans针垫的间歇进料系统(可选项):

润滑点 润滑剂 DIN 51502 润滑量 润滑间隔驱动器斜齿轮 传动液 CLPPG 220 0.83升 每 25000小时/至少每 3年传动装置滑脂加注嘴 滑脂 K 2 K-20 - 每4000小时装配架 缝纫机油ISO 粘度等级+40℃时 17-24- 初次启动前,以后每6个月一次链条 Castrol Viscogen KL 23 Castrol - - 每200小时喷一次
5.1.7 开底站:

润滑点 润滑剂 DIN 51502 润滑量 润滑间隔开底站导向球 滑脂 GP 00 G-20 - 每200小时加一次滑脂导向杆衬套 滑脂 GP 00 G-20 - 每200小时加一次滑脂
5.1.8 连续进料系统:

润滑点 润滑剂 DIN 51502 润滑量 润滑间隔驱动器斜齿轮 传动液 CLP 320 0.3升 每25000小时/至少每 2-3年链条 Castrol Viscogen KL 23 Castrol - - 每200小时喷一次
5.1.9 阀口条装置:

润滑点 润滑剂 DIN 51502 润滑量 润滑间隔操作员侧旋转接头 滑脂 K 2 K-20 - 每400小时加一次滑脂中间轴承 滑脂 K 2 K-20 - 每400小时加一次滑脂裁切缸法兰滑脂加注嘴 滑脂 K 2 K-20 - 每200小时加一次滑脂吸气/冷却缸法兰滑脂加注嘴 滑脂 K 2 K-20 - 每200小时加一次滑脂暖风机托架滑脂加注嘴 滑脂 K 2 K-20 - 每200小时加一次滑脂链条 Castrol Viscogen KL 23 Castrol - - 每200小时喷一次齿轮滑脂 GP 00 G-20 - 每200小时加一次滑脂
5.1.10 开底站:

润滑点 润滑剂 DIN 51502 润滑量 润滑间隔导向杆衬套 滑脂 GP 00 G-20 - 每200小时加一次滑脂
5.1.11 盖贴片装置:
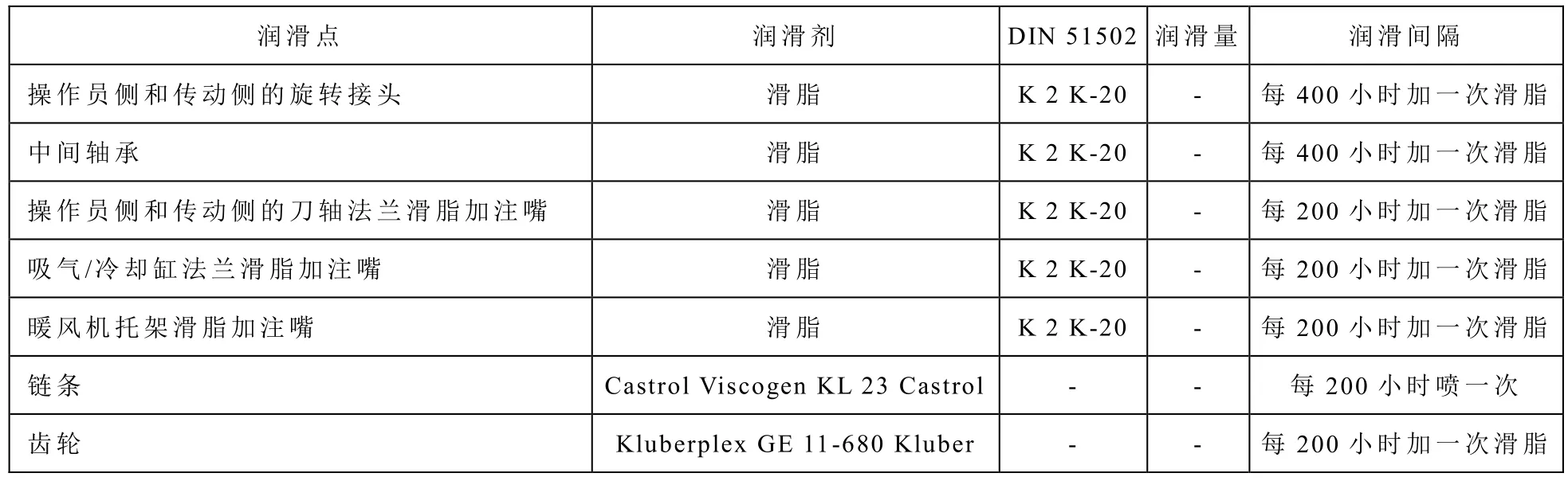
润滑点 润滑剂 DIN 51502 润滑量 润滑间隔操作员侧和传动侧的旋转接头 滑脂 K 2 K-20 - 每400小时加一次滑脂中间轴承滑脂 K 2 K-20 - 每400小时加一次滑脂操作员侧和传动侧的刀轴法兰滑脂加注嘴 滑脂 K 2 K-20 - 每200小时加一次滑脂吸气/冷却缸法兰滑脂加注嘴 滑脂 K 2 K-20 - 每200小时加一次滑脂暖风机托架滑脂加注嘴 滑脂 K 2 K-20 - 每200小时加一次滑脂链条Castrol Viscogen KL 23 Castrol - - 每200小时喷一次齿轮Kluberplex GE 11-680 Kluber - - 每200小时加一次滑脂
5.1.12 堆垛装置:

润滑点 润滑剂 DIN 51502 润滑量 润滑间隔电动机正齿轮 传动液 CLP 320 0.7升 每25000小时/至少线 3年一次
5.2 润滑表
5.2.1 油:

?
5.2.2 滑脂:

?
5.3 维护工作
注意:必须在机器停机时才能进行维护!
5.3.1 打孔装置:
每次转换线停止时,须用压缩空气吹净打孔装置针辊上的编织布条和层压残留物。

5.3.2 冲孔装置:
如果冲孔装置切盘(1)磨损,须更换。
约将刀模衬套(2)打磨掉0.1 mm。
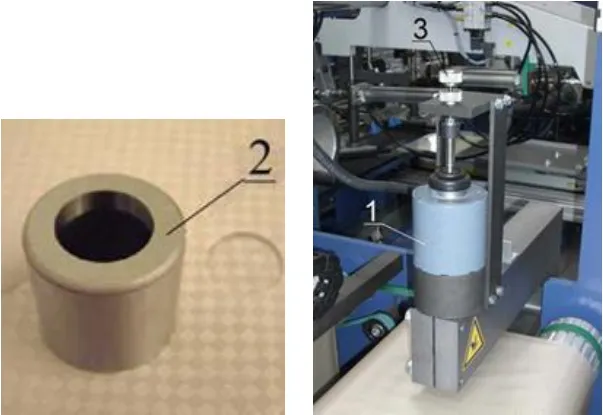
注意:更换磁铁时,必须使用正宗的指旋螺钉(3)M6X55!否则会损坏磁铁!
5.3.3 横切切断机:
注意:在切刀区开展修理工作时,须切断供电、供气!
放空压缩空气储罐!
如果没有正确裁切编织布,须将切刀(4)转动一个位置或进行更换。
拧下螺钉(1)
拆下盖子(2)

拧下螺钉(3)。
将切刀(4)转一个位置。
切刀(4)可用五次。
重新拧紧螺钉(3)。
重新装上盖子(2)及螺钉(1)。
如果止挡缓冲器(5)磨损,切刀(4)移出限位开关外后永久停下来。
如果止挡缓冲器(5)磨损,须进行更换。
5.3.4 钉针设备:
5.3.4.1 链条:
每运行200小时对钉针设备的链条张力进行一次检查并根据需要重新调节。
5.3.4.2 钉针缸:
如果钉针缸(3)的连接件(2)的压力件(1)失去或发生硬磨损,进行更换。
5.3.4.3 针固定座:
检查针固定座机械系统是否轻松移动。为便于接近,拆下倾斜板。
更换有缺陷或移动有困难的针固定座。

5.3.4.4 钉:
注意:为防止机械系统脏污,不要给针(4)上滑脂!
如果针断裂、变钝或弯曲,按下列方式进行更换:
按下按钮“Jog”(36)或(40)将针固定座移到可接近位置。
将针座(5)及粘合针(4)旋出冲头(6)。
加热针座(5),用冲孔器收缩针(4)。
用Loctite 638给针座(5)中的新针(4)上胶。针(4)必须伸出针固定座9.5 mm(A)。
胶合后,清理针座(5)上针(4)周围区域的残胶!
将胶合针(4)及针座(5)固定在冲头(6)内。

5.3.5 更换橡胶缓冲器(可选项):
按下按钮“Pin transport”(37),将橡胶缓冲器底座移入张紧位置。
将螺丝起子(1)推入橡胶缓冲器(2)与环形磁铁(3)之间,顶起环形磁铁(3)。
先在底座(5)中插入一个新橡胶缓冲器,然后再插入环形磁铁(3)。
如果更换底座(5),必须重新调节螺栓高度。

5.3.6 更换Microtrans针垫(可选项):
按下按钮“Pin transport”(37),将针垫底座移入张紧位置。
将螺丝起子(1)推入底座(2)的凹槽中,顶起环形磁铁(3)。
先在底座(5)中插入一个新Microtrans针垫(3),然后再插入环形磁铁(3)。
如果更换底座(5),必须重新调节螺栓(4)高度。

5.3.7 开底设备:
5.3.7.1 吸杯:
如果编织布粗糙,会使吸杯较快磨损或变形。根据需要进行更换。
5.3.7.2 冲压片:
检查冲压片距真空吸气台的距离,根据需要调节。
5.3.8 连续进料系统:
链条:
每运行200小时张紧一次连续进料系统的链条。
如果磁铁(1)损坏,必须更换,然后用扭矩扳手施以5Nm的扭矩固定。

5.3.9 热风焊接设备:
更换加热筒:
如果加热筒有缺陷,按照下列方式进行更换:
拧下暖风机(2)支架上的螺钉(1)。
取下暖风机(2)。

拧下螺钉(3),拆保护盖(4)。
拆垫圈(5)和Meccanit管子(6)。
将加热筒(7)直接从插塞接头上拉出来。
注意:不要扭曲或倾斜加热筒(7)!
插入新加热筒。凹槽必须向下(向着暖风机底座)。
重新插入垫圈(5)Meccanit管子(6)。
装配保护盖(4)及螺钉(3)。
装配暖风机(2)。
(未完待续,下转本刊2021年第四期)
