超临界水氧化处理核电厂润滑油的实验研究
2021-07-19李世斌夏晓彬马洪军
李世斌 夏晓彬 秦 强 王 帅 马洪军
1(中国科学院上海应用物理研究所 上海 201800)
2(中国科学院大学 北京 100049)
截至2020年12月,我国共有49台核电机组投入运行。每台核电机组约产生每年1 m3的放射性有机废液,包括放射性废油和废有机溶剂[1]。其中放射性废油主要来自核主泵的润滑油、燃料装载机的液压油和涡轮机油,具有有机物浓度高(约100%)、成分复杂、含有放射性等特点。根据某核电厂抽样检测报告可知,放射性废油中的主要核素为58Co、60Co、134Cs等,放射性活度浓度为10~100 Bq·L-1。
这类放射性废油常见的处理方法包括:1)焚烧法。中国辐射防护研究院对放射性废油开展了焚烧处理研究,并提出了一种喷雾焚烧试验,可实现完全燃烧[2-3]。焚烧法在处理效果上虽能有效减容,但焚烧过程会产生二次污染(如NOX、SOX和二噁英等),易造成设备腐蚀和公众接受程度低。2)湿法氧化法[4]。美国橡树岭国家实验室[5]采用芬顿试剂(Fe2+/H2O2)试验实现对放射性废树脂的有效降解。湿式氧化法操作压力较低,但往往会产生酸性物质,易造成设备腐蚀,且有机物去除率较低。3)吸附固化法[6]。Cuccia等[7]研究表明,核电厂废油经膨润土材料吸附后固定在地聚合物基质的效果很好。吸附固化法工艺简单,成本较低,但有机吸附能力和包容率较低,且核素易浸出。4)蒸汽重整法。Takai等[8]采用蒸汽重整技术实现了低放含氟油的高温汽化(大于600℃)。蒸汽重整技术虽能有效减容,二次污染小,但添加的酸性物质会对设备造成腐蚀,且能耗较大[9]。
目前,由于缺乏成熟、安全可靠的处理技术,放射性废油只能进行暂存,长期贮存具有泄漏和着火的安全隐患[1]。为此,迫切需要开发一种快速、高效、无二次污染的先进处理技术。
超临界水氧化(Supercritical Water Oxidation,SCWO)法是一种能有效处理各种有毒有害有机污染物的绿色技术,在过去的几十年里受到了广泛的关注[10-12]。超临界水(T>374℃,P>22.1 MPa)具有高溶解度、快速传质传热、低粘度、高扩散系数和低表面张力等优点。超临界水氧化反应是一种发生在有机物和氧气之间的均相反应,反应速度快、无二次污染。SCWO法能快速将有机污染物完全降解为CO2、H2O等无害物质,不产生二次污染物。另外,由于SCWO反应时间短且能连续运行,可以通过减小设备的尺寸以节省成本[13-14]。
SCWO技术因其独特优势,目前已广泛应用于各类有机废液的处理,比如制药废水[15-16]、炸药废水[17]、纺织废水[13]、垃圾渗滤液[18]、污泥[19]和PCBs(多氯联苯)污染物[20]等。关于SCWO处理放射性废油类的文献报道极少,但这类放射性有机废物的SCWO研究有诸多报道。Leybros等[21]详细研究了SCWO处理放射性废离子树脂的降解机制。研究发现,HOO·自由基参与了聚合物分解生成芳香酸和醇的过程,反应产生的主要中间化合物是苯甲酸、苯酚、乙酸。Xu等[22]研究了核工业废阴离子交换树脂在超临界水中的氧化过程及其机理。结果表明:COD去除率达到99.91%;反应产生的主要中间化合物是体酚类和酰胺类。李腾等[23]开展SCWO技术处理TBP/煤油的模拟实验。结果表明:总有机碳(Total Organic Carbon,TOC)去除率达99.9%以上;金属离子大部分进入固体残渣中,其中U以磷酸盐和氧化物的形式存在。Akai等[24]研究了SCWO放射性废闪烁液的处理试验。结果表明:在500℃、30 MPa、反应时间为3.8 min的条件下,TOC去除率达99.96%。袁誉坤等[25]开展了超临界水氧化处理核电厂去油污溶剂的实验。在过氧系数1.2、停留时间45s、反应温度450℃、反应压力22.5 MPa时,去油污溶剂的COD去除率达99.8%以上。
本课题组前期开展了SCWO处理废萃取溶剂模拟物的研究[26]。实验结果表明:在最佳条件下,模拟物的TOC去除率达99.7%,尾气中未检测到CH4、H2和CO,说明SCWO能将废萃取溶剂模拟物完全氧化为无机物。另外,反应压力对有机物去除率的影响较小,所以本实验采用的压力为24 MPa。此外,开展了SCWO处理放射性废萃取剂的实验研究[27]。结果表明:有机物的TOC去除率达99.5%,并掌握了放射性核素在气液固三相中的分布规律。目前,关于SCWO处理核电厂废润滑油的研究未见公开报道。放射性废油经SCWO处理后生成放射性废水。放射性废水经沉淀、蒸发或离子交换等成熟技术[28]处理后可达标排放。据实地调研可知,VG 32润滑油是我国某核电基地主泵和汽轮机的主要用油,该核电基地目前已积攒了大量的放射性有机废液,亟待处理。因此,本实验选取模型物VG 32润滑油作为SCWO处理的实验对象,研究了反应温度、反应时间和过氧系数等对COD去除率的影响。并通过反应动力学分析得出了动力学方程、反应活化能及指前因子;该方程模型能用于预测实验结果,得到的速率化学动力学参数是探讨反应机理的有效数据。
1 材料与方法
1.1 材料
VG 32润滑油(美孚DTE轻级涡轮机油,ISO VG 32)采购于埃克森美孚(太仓)石油有限公司。过氧化氢(H2O2,质量分数为30%)采购于国药集团化学试剂有限公司(中国)。VG 32润滑油的主要组成是基础油(80%以上)和添加剂(抗氧化剂、抗磨剂等)。基础油的成分主要为直链烷烃、单环和多环烷烃等[29]。表1为VG 32润滑油的主要物理和化学性质。VG 32润滑油的密度、倾点、闪点和粘度由产品详情得到。
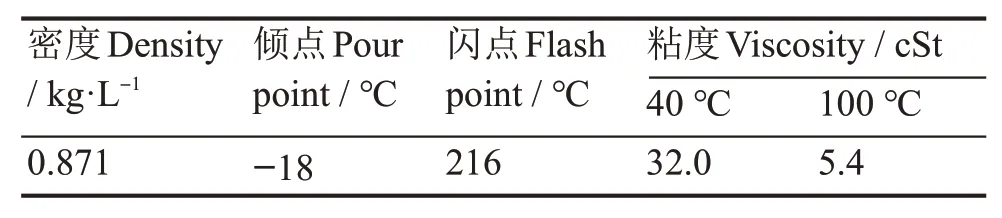
表1 VG 32润滑油的性质Table 1 The characteristics of VG 32 lubricant
1.2 仪器与步骤
实验所用连续式SCWO反应系统如图1所示,它是在SCWO-250系统[26]的基础上构建的,它由两个预热器(200 mL和250 mL)和一个反应釜(1 000 mL,Inconel 625)组成,该反应釜最高工作温度和压力分别为600℃和28.4 MPa。超临界水氧化处理VG 32润滑油的实验均在24 MPa、进料浓度2%(质量分数)下开展。在实验开始时,系统通入去离子水,并将设备的压力和温度提高到目标值。首先通过高压计量泵(泵1)将由去离子水和过氧化氢组成的流体引入预热器,然后用另一个高压计量泵(泵2)将进料溶液直接引入反应釜中。反应产物从反应器顶部流出,然后由冷却器冷凝。通过背压阀控制系统压力,另外将反应产物减压至环境压力。随后反应产物流入气液分离器进行气液相的分离。通过哈希消解反应器和分光光度计测定废水中的化学需氧量。
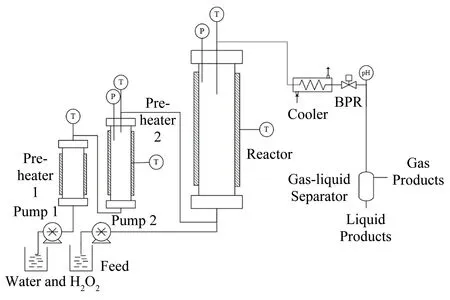
图1 SCWO系统示意图Fig.1 Schematic diagram of SCWO system
1.3 分析方法
VG 32润滑油和液体流出物的化学需氧量(Chemical Oxygen Demand,COD)是通过快速消解分光光度法(HJ/T399-2007)确定。所使用仪器是消解反应器(美国哈希公司,DRB 200)和便携式分光光度计(美国哈希公司,DR 890)。
为保证VG 32润滑油COD测量值的准确性,采取稀释测量法进行6次平行实验。针对高浓度有机物,移液枪采用反向吸液法且移液前用滤纸将枪头外壁擦拭干净,避免外壁残留有机液体的干扰。
使用式(1)来定义液体流出物的COD去除率(X,%):

式中:[COD]0为润滑油被H2O和H2O2稀释后进入反应釜前的化学需氧量,mg·L-1;[COD]L为反应后液体流出物中的化学需氧量,mg·L-1。
使用式(2)来定义过氧系数(α):
式中:α为过氧系数;[O2]0为根据化学计量理论上有机物完全氧化所需的氧气浓度,mg·L-1;[O2]r为实际实验中使用的氧气浓度,mg·L-1。
使用式(3)来定义反应时间(t):

式中:t为反应停留时间,s;V0为反应器体积,mL;Q为进料流量,mL·min-1;V为标准状况下的进料比容,mL·min-1;Vr为反应条件下的物料比容,mL·min-1。
2 结果与讨论
2.1 VG 32润滑油的COD值
化学需氧量通过快速消解分光光度法测得,结果 表 明:VG 32润 滑 油 的COD值 为(1.42×106±1.5%)mg·L-1,该COD值用于计算VG 32润滑油完全降解所需氧化剂的质量。
2.2 SCWO处理VG 32润滑油的影响因素
2.2.1 反应温度对有机物去除率的影响
在反应时间90 s、过氧系数300%时,反应温度对润滑油COD去除率的影响如图2所示。当温度从420℃升高到540℃时,COD的去除率明显从83.94%升高到96.33%;但是,当温度从540℃升高到580℃时,温度的上升对COD去除率的影响并不显著,仅增加了0.79%。结果表明:温度对VG 32润滑油的COD去除率有显著影响,COD去除率随着温度的升高而逐渐增加。Al-Duri等[30]开展了SCWO降解含氮烃类DBU(1,8-二氮杂双环[5.4.0]十一碳-7-烯)的实验研究,当氧化系数200%,压力25 MPa,停留时间7 s时,温度从400℃上升到525℃,TOC去除率从17%上升到98%,这说明温度的影响非常显著。其他文献中也提出了相同的结论[31-32]。这可能是因为升高温度有助于增加活化分子的数量,从而提高反应速率。当温度升高超过一定值时,系统中的水密度和反应物浓度相对较低,对COD去除率的影响就很小[33]。因此,最佳温度应选择在550℃。
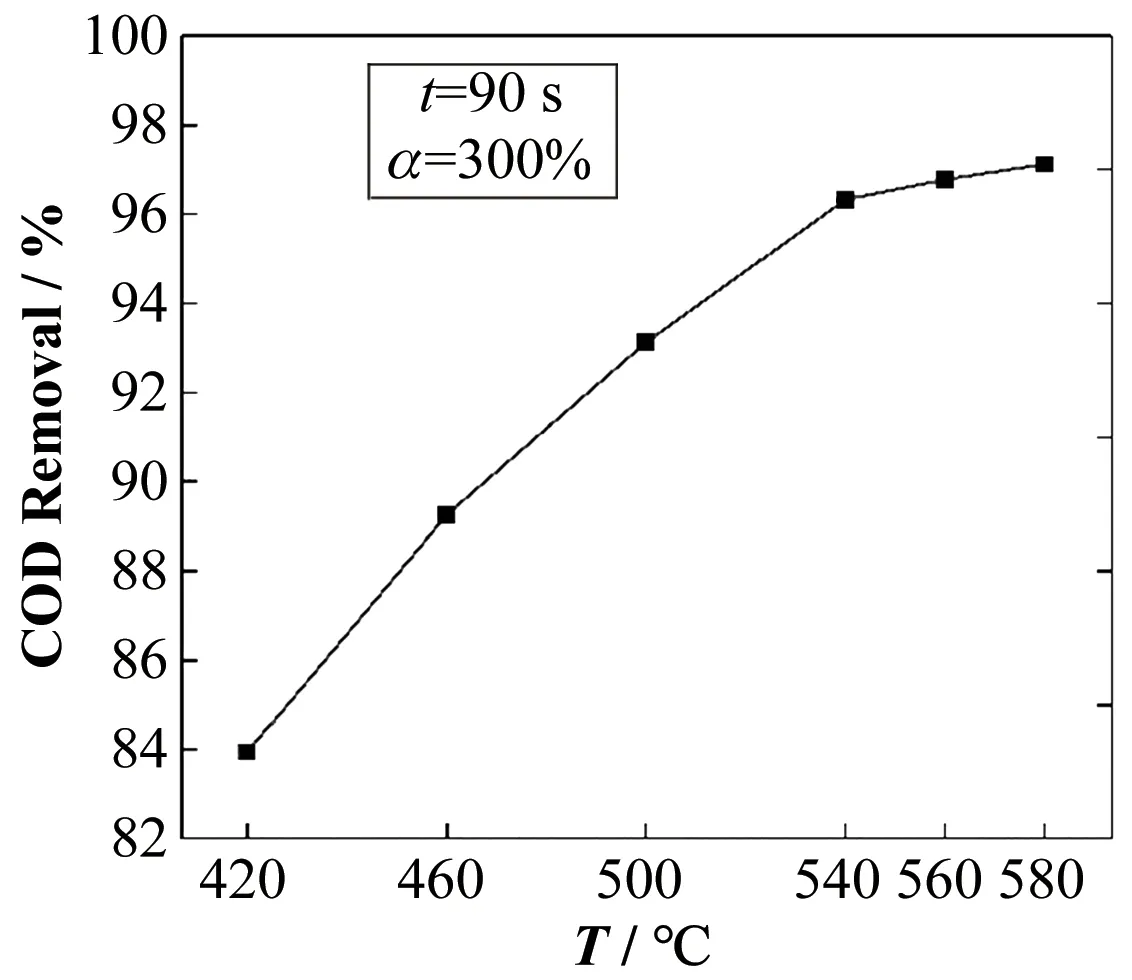
图2 温度对COD去除率的影响Fig.2 Effect of temperature on COD removal
2.2.2 反应时间对有机物去除率的影响
在反应温度为550℃、过氧系数为300%时,反应时间对COD去除率的影响如图3所示。
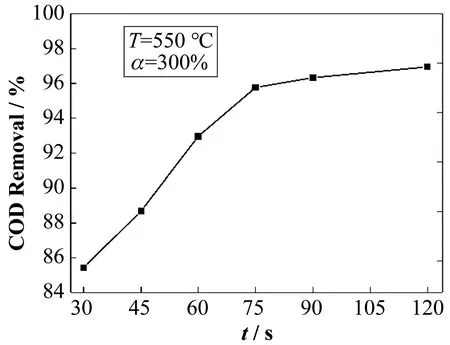
图3 反应时间对COD去除率的影响Fig.3 Effect of reaction time on COD removal
由图3可知,随着反应时间的增加,COD去除率从85.43%显著增长到96.95%。在30~75 s范围内,COD去除率大幅度增长,即反应物中有机成分基本完成降解处理;在75~120 s范围内,由于反应物的消耗,其上升趋势逐渐变缓。Chen等[34]在反应温度500℃、氧化系数250%时,研究了油基钻屑的SCWO降解反应,当在反应时间从30 s增加至120 s时,TOC去除率增加了25%,可见反应时间的影响较显著,这与我们得出的结论是一致的。反应这种现象可以通过自由基反应机理的三个过程来解释,这些过程包括起始、增殖和终止。在SCW条件下,H2O2和H2O迅速分解为自由基,然后在增殖过程中攻击这些自由基。随着反应时间的延长,终止反应占主导地位,不易分解产物的形成阻碍了COD的进一步去除[35]。因此,为了有机物的充分氧化降解,反应时间选为80 s较为合适。
2.2.3 过氧系数对有机物去除率的影响
在反应温度为550℃、反应时间为80 s时,过氧系数对COD去除率的影响如图4所示。

图4 过氧系数对COD去除率的影响Fig.4 Effect of excess oxygen coefficient on COD removal
由图4可知,当过氧系数从50%增加到150%时,COD去除率从89.26%快速增长到93.21%。当过氧系数超过150%时,COD去除率增长缓慢,且超过250%时,去除率维持在96%左右。Gong等[36]从喹唑啉的超临界水氧化降解实验中发现,当氧化系数从0%增加到200%时,TOC去除率快速上升;当超过200%后,TOC去除率趋于一个常数值,这也证实了我们的一个研究结果。造成这种现象可能是由于过量的氧化剂,过氧化氢在反应体系中分解的HO·慢慢接近饱和,因此COD的去除率增加缓慢。此外,我们发现当过氧系数较低时,液体流出物中会产生大量不溶的黑色焦油,这很容易导致反应器管道堵塞。因此,为达到有效去除复杂有机物的目标,选择的最佳过氧系数为250%。
2.3 反应动力学分析
2.3.1 反应动力学方程的建立
超临界水中有机物的氧化反应过程极其复杂,因此常借助幂函数方法描述宏观动力学方程[37]。在不考虑中间产物前提下,本实验采用COD去除率来表达有机物SCWO反应的降解过程,其速率方程为:

式中:v为反应速率,mol·(L·s)-1;[COD]为反应物浓度,mol·L-1;[O2]为氧化剂浓度,mol·L-1;t为反应时间,s;k为反应速率常数;a、b、c为反应物、氧化剂和水的反应级数。
液体流出物的COD去除率(X)可由式(1)表示。在超临界水氧化过程中,水和氧化剂是过量的,因此,可近似认为水和O2的浓度是恒定不变的,即反应级数b和c均为0级,将式(1)代入式(4)化简得:

当初始条件t=0、X=0时,对式(5)积分可得:

根据Arrhenius方程:

即,

式中:A为指前因子;Ea为反应活化能,kJ·min-1;T为反应温度,K;R为理想气体常数,8.314 J·(mol·K)-1。
2.3.2 润滑油SCWO反应动力学参数的确定
在润滑油初始质量分数2%、压力24 MPa和过氧系数300%的反应条件下,实验在反应温度420~580℃及反应时间30~90 s进行,COD去除率的结果如表2所示。

表2 不同实验条件下COD去除率Table 2 The COD removal rate under different experimental conditions
根据式(7)可化简为:

假设a=1,润滑油在420~580℃内不同温度下ln(1-X)随反应时间变化进行线性回归,结果见图5。由数据拟合结果可知,ln(1-X)与反应时间t有良好的线性关系,说明润滑油SCWO反应中COD的去除遵循一级反应动力学。

图5 ln(1-X)与反应时间的线性关系Fig.5 Linear relationship between ln(1-X)and reaction time
表3为不同温度下COD去除的反应速率常数k值,对lnk与1/(RT)的关系进行回归分析,可得在温度420~580℃范围内SCWO处理润滑油的COD去除反应活化能Ea约为43.10 kJ·mol-1,指前因子A为8.861 s-1。Al-Duri等[38]在SCWO处理含氮杂环废烃的研究中,DBU的TOC去除遵循了一级反应动力学。结果表明:在25 MPa、温度400~550℃时,活化能Ea为46.70 kJ·mol-1,指前因子A为179 s-1。袁誉坤等[25]开展了核电厂去油污溶剂的SCWO动力学研究。结果表明:在22.5 MPa、380~500℃条件下,反应活化能为(24.64±1.25)kJ·mol-1,相比本实验得到的活化能值略较低,可能是由于VG32润滑油成分比该溶剂较复杂。因此,得到润滑油SCWO的反应动力学方程为:

表3 不同温度下COD去除的反应速率常数Table 3 Reaction rate constants k of COD removal at different reaction temperatures

实验值与计算值的对比结果见图6。由图6可知,根据动力学方程计算得到的COD去除率与实验得到的值偏差在±3%以内,说明该模型计算结果与实验数据比较吻合,该动力学方程具有可信性。
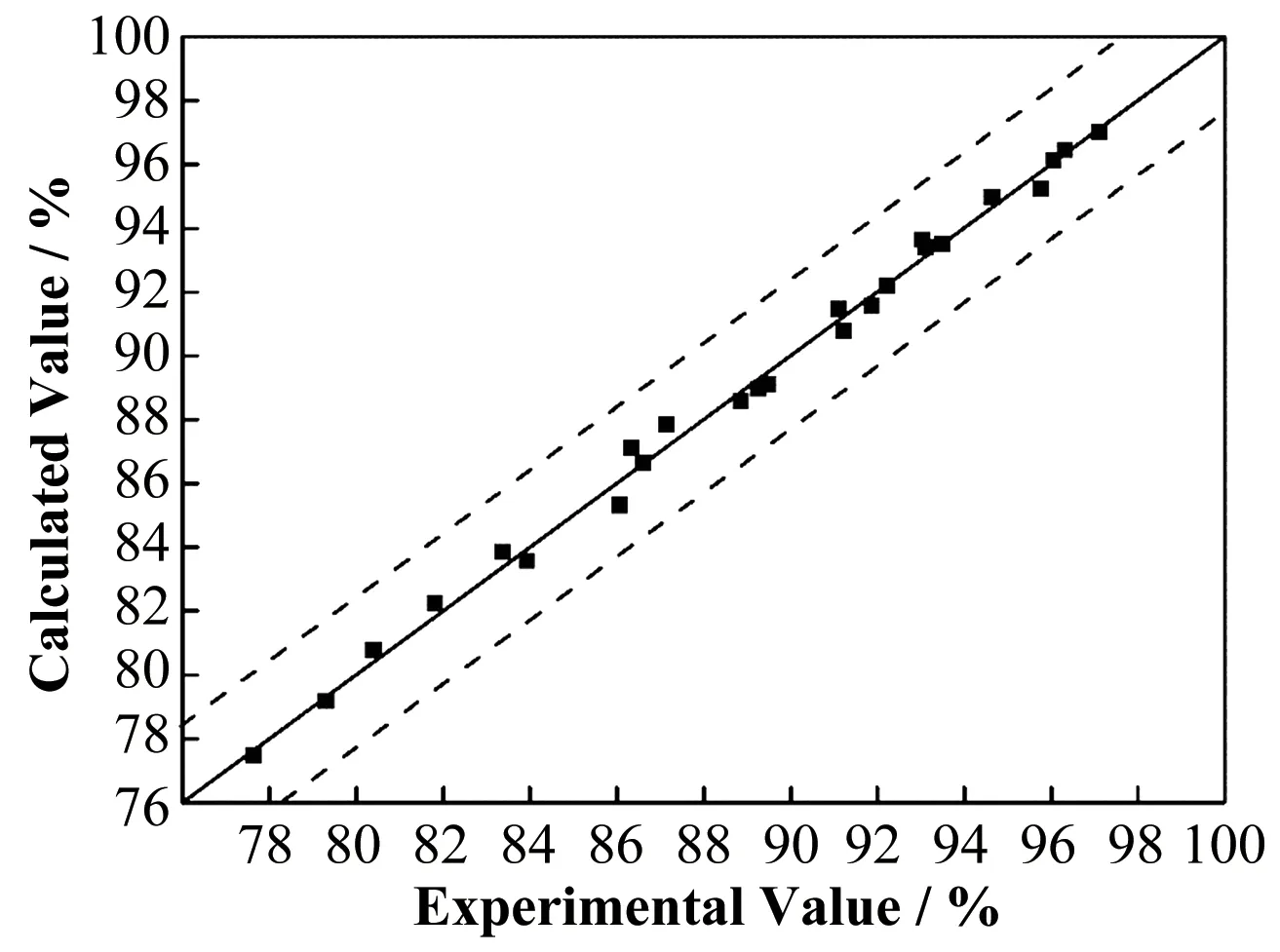
图6 COD去除率实验值与计算值的比较Fig.6 Comparison between the experimental and calculated value of COD removal rate
3 结语
采用SCWO技术有效降解处理核电厂废润滑油模型物VG32润滑油,考察了温度、反应时间和过氧系数各因素对氧化降解效果的影响,并开展了润滑油的SCWO反应动力学分析,结果表明:
1)反应温度和反应时间是影响SCWO工艺的主要因素,提高反应温度和反应时间有利于有机物的降解;与反应温度、反应时间相比,过氧系数的提高对有机物去除率的影响较小;
2)在有机物进料质量分数为2%、压力24 MPa时,最佳操作条件是:反应温度550℃、反应时间80 s和过氧系数250%;在该条件下,COD去除率达96%以上;
3)在进料质量分数2%、压力24 MPa、过氧系数250%、温度范围420~580℃时,润滑油SCWO反应的动力学参数为:反应活化能为Ea约为43.10 kJ·mol-1,指前因子A为8.861 s-1。本实验为SCWO技术进一步处理核电厂放射性废油奠定了实验基础。
