单向爪游标卡尺示值误差测量结果不确定度 分析与评定
2021-07-09关越
【摘要】 本文介绍了单向爪游标卡尺的使用注意事项以及保养维护方法,并采用五等量块对单向爪游标卡尺的示值误差的测量结果进行了不确定度的分析与评定;该文章考虑了可能发生的情况,给出了各项不确定度分量和具体的计算公式和方法、完整的评定过程和与不确定度相关的数据,为开展单向爪游标卡尺测量工作提供参考和帮助。
【关键词】 单向爪游标卡尺;测量结果;不确定评定
【DOI编码】 10.3969/j.issn.1674-4977.2021.02.029
Uncertainty Analysis and Evaluation of Indication Error Measurement Results of One-way Claw Scale
GUAN Yue
(Liaoning Institute of Measurement,Shenyang 110004,China)
Abstract: This paper introduces the precautions and maintenance methods of one-way claw vernier caliper,and analyzes and evaluates the uncertainty of the measurement results of the indication error of one-way claw vernier caliper by using five equal measuring blocks. Considering the possible situations,this paper gives each uncertainty component and specific calculation formula and method,complete evaluation process and uncertainty. It can provide reference and help for the measurement of one-way claw vernier caliper.
Key words: one-way claw vernier caliper;measurement result;uncertainty evaluation
為避免损坏量爪,单向爪游标卡尺尽量不用来测量表面粗糙的物体;测量开始前先要松开单向爪游标卡尺的紧固螺钉,随后轻轻移动单向爪游标卡尺的游标,使测量爪的测量面与待测物接触,夹紧后的被测物不能在单向爪游标卡尺内来回挪动;读数时视线应与尺面保持垂直状态,读数时,紧固螺钉将单向爪游标卡尺的游标固定在单向爪游标卡尺的尺身上,为了避免滑动;使用后用干净的棉布擦净单向爪游标卡尺并均匀涂上防锈油,放入盒内固定位置,然后存放在干燥、无酸、无振动、无强磁的地方。
常用单向爪游标卡尺主尺规格为(0~300) mm、(0~500) mm、(0~600) mm,分度值为0.02 mm,本文仅对(0~500) mm规格的单向爪游标卡尺在300 mm测量点进行测量时,示值误差测量结果进行不确定度的分析与评定。
1 测量方法
1.1 测量设备
五等量块,标称值为300 mm;工作用校验平板。
1.2 环境条件
环境温度:(20±5) ℃,相对湿度不大于80%。
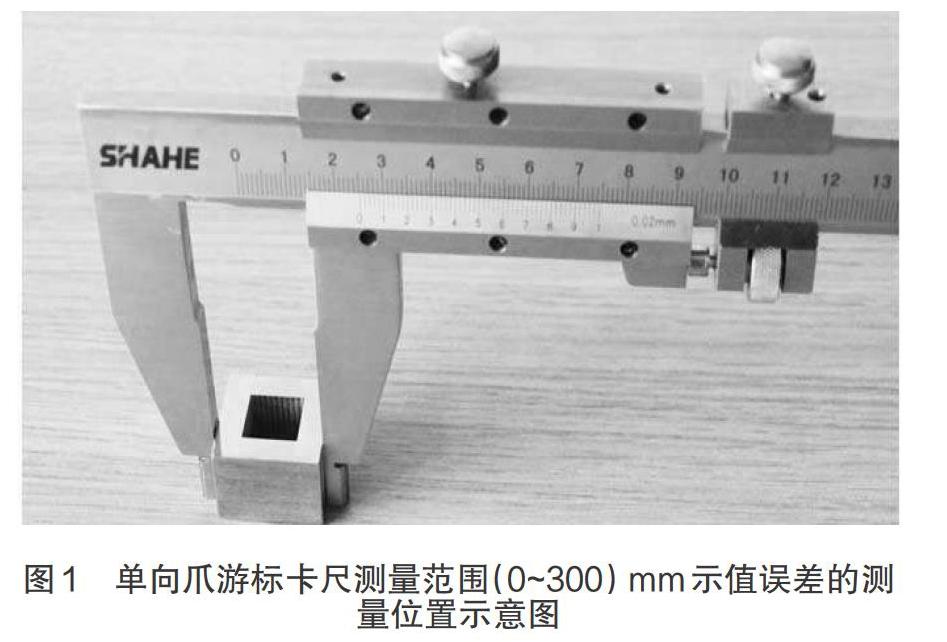
1.3 测量方法
示值误差300 mm的测量应在螺钉紧固和松开两种状态下进行,无论尺框紧固与否,单向爪游标卡尺的测量面与300 mm量块表面接触应能正常滑动。标称值300 mm的五等量块工作面的长边和单向爪游标卡尺的左、右支撑架侧面测量面长边垂直,并读出相应读数。测量位置示意图如图1所示。
2 测量结果的不确定度分析与评定
2.1 不确定度来源分析
测量范围(0~300) mm,分度值为0.02 mm的单向爪游标卡尺测量过程中会有多种不确定因素,主要有:单向爪游标卡尺开始测量时,人眼的对线误差所引入的不确定度因素;标称值300 mm的五等量块,作为主标准器,自身存在的不确定性所引入的不确定度因素;单向爪游标卡尺、标称值300 mm五等量块的线胀系数不同,带入不确定度因素;单向爪游标卡尺、300 mm的五等量块间存在温差,带入不确定度因素。
2.2 测量数学模型
规格为(0~300) mm的单向爪游标卡尺的示值误差e:
[e=Lz-Ll+Lz?αz?Δtz-Ll?αl?Δtl] (1)
式中:e——单向爪游标卡尺的示值误差;
[Lz]——在温度20 ℃时,单向爪游标卡尺的示值;
[Ll]——在温度20 ℃时,标称值300 mm五等量块的标称长度值;
[αz]——规格(0~300) mm的单向爪游标卡尺的线胀系数;
[αl]——300 mm五等量块的线胀系数;
[Δtz]——单向爪游标卡尺偏离20 ℃的温度值;
[Δtl]——标称值300 mm五等量块偏离20 ℃的温度值。
2.3 灵敏系数与方差
[Δtz]、[Δtl]是采用一支温度计测温,有相关性,为了简化处理的过程,现将相关性转化为不相关性。转换过程如下:
令[δa=αz-αl],[δt=Δtz-Δtl],取[L≈Lz≈Ll],[α=αz=αl],[Δt=Δtz=Δtl],并代入公式(1)中,可得出:
[e=Lz-Ll+L?Δt?δa+L?α?δt] (2)
因为公式(2)中各个变量彼此之间不相关,由不确定度传播率公式:
[u2c=(fxi)2u2(xi)] (3)
[u2c=u2(e)=c21u21+c22u22+c23u23+c24u24] (4)
可得出灵敏系数:
[c1=eLz=1]
[c2=eLl=-1]
[c3=eδa=L?Δt]
[c4=eδt=L?α]
将灵敏系数代入公式(4)中,可得出合成标准方差为:
[u2c=u21+u22+(L?Δt)2u23+(L?α)2u24] (5)
2.4 测量结果的各不确定度分量的评定
2.4.1 单向爪游标卡尺的人眼对线因素所引入的不确定度
分度值为0.02 mm的单向爪游标卡尺,人眼对线误差分布的区间范围为±0.01 mm,按均匀分布计算,由此可推导出单向爪游标卡尺人眼对线引入的不确定度分量[u1]为:
[u1=0.012×3≈0.00289 mm=2.89 μm] (6)
2.4.2 标称值300 mm的五等量块自身存在的不确定度所引入的不确定度分量
长度尺寸300 mm的五等量块,本身存在不确定性,其不确定度为(0.50 ?m+5×10-6L),按均匀分布计算,取[k=3],可推导出标称值300 mm五等量块自身所存在不确定度引入的不确定度分量[u2]为:
[u2=0.50+5×10-6×30×1043≈1.15 μm] (7)
2.4.3 单向爪游标卡尺、五等量块的线胀系数不同所引入的不确定度分量
单向爪游标卡尺材质、五等量块的材质不相同,当测量温度在(11.5±1)×10-6/℃的范围内时,单向爪游标卡尺材质、五等量块线胀系数的界限满足等概率分布,由此可判断出[δa]的区间半宽为1×10-6/℃,服从三角分布;单向爪游标卡尺在进行测量标称尺寸为300 mm的五等量块,且测量温度偏离标准温度±5 ℃时,可推导出单向爪游标卡尺、标称值300 mm五等量块的线胀系数不同所引入的不确定度分量[u3]为:
[u3=30×104×5×1×10-66≈0.61 μm] (8)
2.4.4 单向爪游标卡尺和标称值为300 mm五等量块之间存在的温度差所引入的不确定度分量
单向爪游标卡尺和标称值为300 mm五等量块之间存在温度差,温度差在温度区间±0.5℃内服从均匀分布,该区间半宽为0.5℃,当单向爪游标卡尺测量标称值为300 mm五等量块,其线膨系数为11.5×10-6/℃时,可得出温度差所引入的不确定度分量[u4]为:
[u4=30×104×11.5×10-6×0.53≈0.10 μm] (9)
2.5 合成标准不确定度
通过以上各分量的标准不确定度分量,可以计算出合成标准不确定度为:
[uc=u21+u22+(L?Δt)?u23+(L?α)?u24 =2.892+1.152+0.612+0.102≈3.17 μm] (10)
2.6 扩展不确定度
取k=2时,扩展不确定度如下:
[U=k?uc=2×3.17=6.34 μm=0.006 mm] (11)
3 结语
在分析与评定单向爪游标卡尺不确定度的过程中,测量时单向爪游标卡尺的人眼对线误差所引入的不确定度因素、标称值300mm的五等量块自身不确定性引入的不確定度因素、单向爪游标卡尺、标称值300mm的五等量块的线胀系数不同引入的不确定度因素、单向爪游标卡尺和300mm五等量块之间存在的温度差所引入的不确定因素中,人眼对线误差引入的不确定度因素占主要地位,其它分量与其相比,可以忽略不计。本文作为学术性探讨类文章,为开展单向爪游标卡尺计量工作提供参考。
【参考文献】
[1] 王梦斐,余厚云.游标卡尺示值误差自动检定方法研究[J].机械制造与自动化,2020(6):203-205.
[2] 姚振魁.游标卡尺的示值误差的测量不确定度分析与线性拟合[J].民营科技,2017(10):67.
[3] 杨洁,付宏.游标卡尺的使用方法及测量误差控制建议[J].科技风,2017(9):33.
[4] 邱碧霞.游标卡尺示值误差测量结果的不确定度评定和计算[J].工业计量,2017(S1):74-76.
【作者简介】
关越(1980-),男,工程师,学士,研究方向为为计量技术。
