采煤机行走箱的修复焊接工艺
2021-07-07□李超
□ 李 超
常熟天地煤机装备有限公司 江苏常熟 215500
1 采煤机行走箱情况
采煤机行走箱的修理再利用一直是个难题,不同工况下的变形、磨损程度和部位都不完全相同。笔者通过对几十件不同型号采煤机行走箱的修理,掌握了一些修理规律和方法。本文重点对采煤机行走箱的修复焊接工艺进行介绍,某型号待修采煤机行走箱正面和侧面结构如图1所示。

▲图1 采煤机行走箱结构
2 材料参数
采煤机行走箱采用铸造毛坯,材料为ZG35CrMo,化学成分见表1。
由表1数据可见,ZG35CrMo材料的碳当量约为0.70%,焊接性不良,焊接时硬化倾向较大,热影响区热裂和冷裂倾向也较大,属于难焊接材料。通过对采煤机行走箱的硬度进行测试,其布氏硬度(HBS)为242~266。由于采煤机行走箱修理后仍要投入生产,无法进行破坏性试验,因此只能通过硬度测试间接得到抗拉强度约为797 MPa。
母材碳当量和抗拉强度值都较高,所以在后续焊接工艺设定时要考虑选取合适的焊接材料,进行焊前预热和焊后缓冷处理。

表1 采煤机行走箱材料化学成分
3 焊材
焊丝选用TWE-711型,直径为1.2 mm,其化学成分见表2。

表2 焊丝化学成分
焊丝力学性能见表3。

表3 焊丝力学性能
4 焊前准备
对采煤机行走箱进行整体表面清理喷丸,清除煤灰、氧化皮等污染物,用氧乙炔焰炙烤去除油污、水分,清理前后对比如图2所示。由专业检验人员详细测量采煤机行走箱各个部位,通过测量确定尺寸不符合要求的部位。对因断裂、破损等缺失的部位进行测绘,为后续制订修复方案和精确加工做好充分准备。
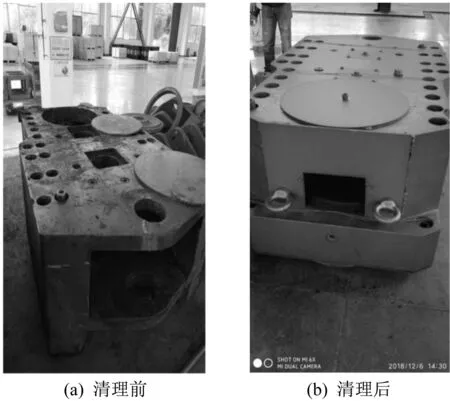
▲图2 采煤机行走箱清理前后
采煤机行走箱长期在开放环境下工作,为了在后续补焊过程中减少和避免因焊接未熔合而产生气孔等缺陷,用铣镗机床去除变形超差的平面、圆孔等,如图3所示。同时去除0.50 mm左右金属疲劳层,并用角磨机打磨材料,使材料露出金属光泽。
为防止热处理淬硬组织和冷裂纹产生,焊前进行整体预热,预热温度为200~300 ℃。焊接时,除施焊区外全部用石棉包覆保温,由红外线测温仪监测温度。考虑到采煤机行走箱尺寸较大,焊接时间长,焊接后期可以采用氧乙炔焰在焊接部位周围60 mm范围内补充预热。

▲图3 铣镗机床
5 焊接参数
使用NB-630型晶闸管二氧化碳气体保护焊机,保护气体选用80%氩气+20%二氧化碳混合气体。施焊过程中,为防止焊接变形,要严格控制焊接热输入,选取较低焊接电流、电弧电压,控制合适的保护气流。焊接参数见表4。焊接过程中,应尽可能保持平焊位置。焊后仍采用石棉覆盖保温缓冷。对于焊接参数的确定,优先保证焊接质量,同时最大限度减小焊接过程中采煤机行走箱所产生的应力,并减小变形。
6 焊后处理
焊接后去应力。根据焊接量大小,去应力一般分为热处理去应力和振动时效去应力两种方法。
热处理去应力利用材料在高温下屈服点降低和蠕变现象来达到松驰焊接残余应力的目的,同时可以改善焊接性能,适用于焊接量较大的工况。热处理时,加热速度不大于120 ℃/h,加热温度在550~600 ℃范围内,保温时间为2~2.5 h,随炉缓冷至200 ℃,空冷至室温。
振动时效去应力时,时间为1.5~2 h,使采煤机行走箱产生塑性变形,减小或均匀化残余应力,同时保持尺寸精度。振动时效可以保证非修复面不被氧化,且不产生变形,适用于焊接量较小的工况。

表4 焊接参数
7 工艺控制要点
(1) 焊接时要求采煤机行走箱各个焊接部位均在水平位置进行平焊,尽量避免立焊、横焊等,最大程度保证焊接质量。
(2) 对于采煤机行走箱较大孔的焊接,采用沿圆周顺序施焊,小孔按母线方向焊接。
(3) 满足各堆焊层间性能的均匀性,各堆焊层的焊道位置相互错开1/2焊道宽度。
(4) 采煤机行走箱各孔止口处要堆焊一周,防止因咬边造成后续机加工出现质量问题。
(5) 焊接后使用超声探伤、磁粉探伤两种方法对焊接部位探伤检查,发现内部缺陷,用角磨机磨开或铣开,重新补焊至探伤无缺陷。
(6) 采煤机行走箱机加工过程中,半精加工后进行一次振动时效,以更好地释放焊接应力和切削加工应力。
8 结束语
采用所介绍的工艺修复的采煤机行走箱,已在煤矿投入使用,能够满足生产和质量要求,解决了长期困扰煤矿企业的采煤机大型壳体配件价格昂贵、生产周期长的问题。修复采煤机行走箱与采购新零部件相比,价格低、周期短,可以大幅度降低煤矿企业生产成本,同时为采煤机制造企业拓宽了市场。