砂磨机在油墨生产中的选用与发展趋势
2021-06-19天津东洋油墨有限公司李金泉
■ 文/天津东洋油墨有限公司 李金泉
1 概述
现在的油墨生产工艺大致分为:配料(湿法生产将配料工序改为挤水)、研磨、调整和灌装。在研磨工序中,砂磨机起着至关重要的作用。
砂磨机属于研磨设备,是从球磨机发展而来,广泛应用在油墨生产过程中的颜料分散及研磨。砂磨机有不同的分类方式:根据搅拌轴的结构形状可分为盘式,棒式,棒盘式; 根据研磨筒的布置形式可以分为立式、卧式;根据筒体容积大小可分为实验室型、小型、中型、大型,超大型;根据介质分离方式可分为静态砂磨机,和动态分离砂磨机。
生产不同品种的油墨,使用砂磨机的结构形式也不同。大概遵守以下规律:凹版油墨生产一般使用销棒(5 L~50 L)或者盘式砂磨机(10 L~100 L);轮转胶印油墨一般使用立棒式(5 L~130 L)或卧盘式砂磨机(60 L~500 L),而高黏度单张纸油墨生产经常使用高能量密度的锥形砂磨机。
砂磨机是在球磨机的基础上发展而来的,现在很多人至今还将砂磨机称做球磨机,而在国外被称作搅拌式球磨机(搅拌轴+球磨机组合)。球磨机、搅拌磨和砂磨机三者到底有什么关联呢?从破碎原理来理解,三者共同点是利用研磨介质之间的碰撞、挤压、摩擦等原理破碎物料。因此,可以将三者归类到介质磨家族。
总之,砂磨机发展大概经历了以下几个阶段,如图1所示。

图1 砂磨机主要发展阶段
第一阶段:从球磨机到立式搅拌磨(底部筛网分离器+棒式研磨原件)。第二阶段:从立式搅拌磨到立式圆盘砂磨机(盘式+顶部筛网分离器)。第三阶段:从立式圆盘砂磨机到立式销棒砂磨机(棒式+顶部缝隙分离器)。第四阶段:从立式销棒砂磨机到卧式圆盘砂磨机(盘式+动态转子离心分离器)。第五阶段:从卧式圆盘砂磨机到卧式销棒循环砂磨机(棒式+超大过滤面积分离器)。
球磨机无论是研磨原理还是研磨细度及应用领域都与砂磨机不大相同。立式搅拌磨不借助地球重力,具有独立能量输入的特点,可以认为是研磨设备的一场技术革命。
搅拌磨由于转速低,介质尺寸较大,沿销棒径向线速度梯度变化大,因而研磨效率较低,产品粒径分布宽。所以,搅拌磨逐步被砂磨机挤出市场,现仅用于硬质合金、铁氧体研磨或预研磨。
2 砂磨机的结构参数及运行参数
砂磨机的功能首先是将物料磨碎,其次是将物料与研磨介质分离。结构参数是砂磨机本身所具有的(由制造厂家确定),而其运行参数是实际生产中由操作人员(用户)掌握。砂磨机的材质选择对于所加工产品的质量至关重要。
2.1 砂磨机的结构参数
(1)研磨原件结构型式:盘式/ 销棒式/ 凸块式。
(2)研磨筒布置方式:卧式/立式。
(3)介质分离器类型:静态/动态。
(4)搅拌轴密封形式:唇封/机械密封。
(5)筒体和磨盘材质:不锈钢/离心浇铸钢/陶瓷/高分子材料(PU)。
卧盘式砂磨机研磨腔内介质分布均匀,研磨效率较高,带载启动容易,操作方便,可以设计成大型或超大型。但由于能量密度(单位容积装机功率)较低,研磨细度受到一定限制。
立盘式砂磨机介质分布不均,研磨效率较低,带载启动困难。优点是无机械密封,结构简单。
卧棒式砂磨机能量密度大,研磨筒短,介质分离器过滤面积大,物料停留时间短,散热效果好,研磨效率高,产品粒径分布窄。一般用于难研磨物料的大流量循环研磨工艺。
立棒式砂磨机不仅搅拌轴上布有销棒,而且在筒体内壁也往往布有销棒。能量密度大,研磨强度高。主要用于高黏度物料,如胶印油墨、UV 油墨的生产。
研磨介质既不是设计参数,也不是运行参数,但它是一个最重要传输能量的中介体。研磨效率是否高,产品质量是否合格,设备运行是否可靠,部件寿命是否长?都与介质的种类、尺寸、比重有关。
介质分离系统是砂磨机的一个重要组成部分,它的功能是将已磨过的物料与研磨介质分开。
常用的介质分离原理如图2 所示,其中左上图、左下图、右上图所示的分离原理为静态分离,不能使用很小的研磨介质。
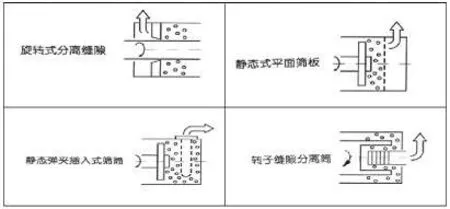
图2 砂磨机常用介质分离器结构形式
如图3所示,结构右下图属于动态离心分离原理,可以使用小的介质,可达到较高研磨效率。左上图为静态弹夹介质分离,出口容易堵塞,但是清洗方便(被动防守)。右上图为旋转分离筛筒,不易堵塞,物料从空心轴输出,但分离筒磨损严重。左下图为转子动态分离筛筒结构,离心分离原理,设备出口不易堵塞。右下图为转子动态分离结构,并设置出口物料返回管道,当砂磨机出口堵塞时,压力急剧上升。
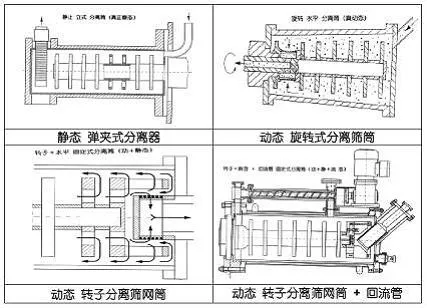
图3 砂磨机常用介质分离器结构形式
2.2 砂磨机的运行参数
(1)砂磨机的流量:影响产品细度,产量以及粒度分布。
(2)搅拌轴线速度:影响研磨效率,物料细度及磨损。
(3)介质尺寸:影响研磨效率,产品细度。
(4)介质填充率:影响研磨效率,产品细度。
(5)介质比重:影响研磨效率,产品细度。
(6)砂磨机流量:流量和产量是两个不同的概念,在连续研磨工艺时两者绝对值相等,在循环研磨时,产量是流量的1/n(n为循环次数)。
(7)砂磨机线速度:线速度大小影响研磨介质施加给物料颗粒的动能强度,一般为8 m/s~15 m/s。
(8)研磨介质尺寸:砂磨机使用的研磨介质多为圆球,直径越小,单位体积中装填的介质数目越多,磨球之间接触点就越多,在研磨时间相同情况下产品细度提高,过小的研磨介质往往引起砂磨机出口分离器的堵塞。因而,砂磨机分离器的结构及缝隙宽度决定研磨介质尺寸大小,在一般情况下,研磨介质直径为砂磨机分离器缝隙宽度的2~4倍。
(9)研磨介质的装填率:研磨效果的所需量,卧式砂磨机的装填率一般为80%~85%。立盘式砂磨机的装填率一般为75%~80%。立棒式砂磨机的装填率一般为85%~95%。总之,研磨介质装填率过高,容易引起砂磨机温升过高或者出口堵塞。若研磨介质装填率过低,则研磨效率低,磨损加剧,研磨时间延长。
(10)研磨介质的比重:介质比重越大,动能越大,研磨效率越高。生产胶印油墨时一般使用直径为1.6 mm~2.5 mm 的钢球,而研磨喷绘油墨使用直径0.3 mm~0.8 mm的氧化锆珠。
3 砂磨机的研磨工艺选择
砂磨机研磨工艺一般有下面四种:单机连续、串联连续、组合循环和单筒循环。
(1)单机连续研磨工艺一般用于细度要求不高的产品,如金属矿、非金属矿、汽车底漆等。
(2)串联研磨属于连续研磨,且细度要求较高产品,如胶印油墨、化纤消光剂、碳酸钙等。
(3)组合循环研磨工艺是连续研磨与循环研磨的结合,第一次小流量研磨的目的是打碎粗颗粒,从第二遍开始循环研磨,产品粒径分布窄。一般用于汽车面漆的生产研磨。
(4)单桶循环研磨工艺前提是循环次数必须大于5,循环桶上配置有搅拌器,以保证物料充分混合,避免循环桶中出现死角。该研磨工艺的优点:操作简单、设备投资小。一般用于喷绘油墨、陶瓷原料(如碳化硅、氮化硅、碳化硼)等的研磨。
4 砂磨机的发展趋势
研磨介质分离系统的进步随着对产品细度要求的不断提高,使用研磨介质的尺寸越来越小。小尺寸研磨介质的分离是砂磨机研发中最难解决的难题之一。
传统砂磨机使用的缝隙环(很小的过流面积)及静态筛网很难分离小尺寸介质分离。因而越来越多地使用动态离心分离系统。分离转子带动介质旋转而产生的离心力使介质被甩向转子外周围,而转子中心主要是料浆,而将分离筛网布置在转子中心,可使浆料顺利地通过筛网缝隙而流出,不会发生堵塞和磨损。所以将干法气流分级原理用于砂磨机介质分离是砂磨机发展史上的技术飞跃。
涡轮离心纳米砂磨机是新一代纳米超细研磨设备。该设备极为结构简单,转子外周边设计成凸块结构,具有销棒和盘式的综合优点,定子及转子磨损小。筛网缝隙最小可达0.05 mm,可以使用0.2 mm 的研磨介质,产品研磨细度可达到纳米级。筛网过流面积大、不堵塞。所有与物料接触的部件可以选择特耐磨钢、陶瓷及高分子材料。该设备主要用于片式多层陶瓷电容器(MLCC)、化学机械抛光材料(CMP)、氧化铟锡(ITO)、喷绘油墨及纳米超细材料的生产。
