运输包装件正弦定频振动试验详解
2021-06-19陈振强张卫红郑安李志恒陈志强
■ 文/陈振强,张卫红,郑安,李志恒,陈志强
运输包装件振动试验分为正弦定频振动试验、正弦变频振动试验(俗称:扫频试验)和随机振动试验,不涉及复合振动试验。复合振动试验适用于电子元器件、军工装备、航空航天等特殊应用领域,因而复合振动试验不在运输包装件试验方法的谈论范围之内。
正弦定频振动试验用于评定运输包装件和单元货物在正弦定频振动情况下的强度和包装对内装物的保护能力,既可以作为单项试验,也可以作为一系列试验的组成部分。这项试验的特点是运输包装不固定在振动台台面上,为了安全起见,包装件四周可以安装高低护栏,护栏与包装件之间留有一定的间隙,不能限制或影响包装件垂直方向的运动。由于不同标准对正弦定频振动试验的规定存在不同的规定,为方便选择标准和理解标准之间的差异,下面将根据不同标准的规定对正弦定频振动试验展开详细阐述。一般标准对试验设备、试验程序和试验报告分别进行了规定,涉及内容较多,本文仅对试验程序进行详细说明,具体内容如下:除了各标准的试验方法存在差异以外,试验程序中的其他要求基本一致,各标准的试验程序。
1 各标准的相同之处
除了试验方法以外,试验程序的规定基本大同小异,没有本质性的差异。下面对相同之处进行统一说明,不按照标准分开阐述,各标准相同之处的具体内容如下。
1.1 试验样品的装备
一般用正常运输包装件作为试验样品,考虑到包装件内装物的特性和价值,可以采用模拟内装物,模拟内装物尺寸及物理性质,均应接近内装物尺寸及物理性质,并按发运前的正常程序对包装件进行封装。
试验时,内装物使用真是产品是首选条件。但是,如果无法获得真是产品,而使用模拟内装物,就要对模拟物进行评估,并确保使用的模拟物不会对试验结果产生影响。当使用有缺陷的实际内装物时,应详细记录内装试验前的缺陷,试验后,若试验前的缺陷没有发生明显变化,则认为这些缺陷没有影响试验结果;如果试验前的缺陷发生了明显变化,则建议使用无缺陷的内装物重新进行试验评价。
当仅测试包装的保护性能时,也就是考察试验对包装产生的损坏时,可以不要求内装的状态,此时的内装仅作为试验配重使用,无需对内装物性能进行评价。
1.2 试验样品各部位的编号
以最常见的平行六面体为例,这种类型的包装件包含6个面、8个角和12条棱,按照各标准的要求对6个面进行标示后,26个面角棱都有了唯一性编号。对各部位进行编号的目的是为了清晰记录不用试验时样品哪些部位经历了何种类型的试验以及试验顺序。当样品没有通过试验后,可根据这些记录分析试验失败的原因,在包装或产品改进后,再次按照相同的试验项目和顺序进行试验。如果没有对包装件的各部位进行编号,会影响试验结果的分析以及准确的再现试验。
如果仅做单项正弦定频试验,可以不对样品的各部位进行编号,因为定频振动试验都是要求按照预定的状态放置到振动台面上进行试验。预定状态也就是包装件正常的运输状态,底面向下放置。定频振动试验不存在包装件将包装件侧面放置到振动台的情况,除非客户有特殊要求。
1.3 试验样品的预处理
根据包装件的目的地,从标准中选择或者根据实际情况确定一种或多种温湿度条件进行预处理,可以是温度试验、湿度试验,也可以是温湿度循环试验,在特定情况下需要进行温度冲击试验。
包装件是否需要温湿度预处理试验,需要根据包装件的特性进行判定,并不是所有的包装件都需要进行温湿度预处理试验。当温湿度对包装件的性能不存在影响或者影响可以忽略时,就没必要进行温湿度预处理。如果温湿度在包装件运输过程中存在潜在的风险,就必需要对包装件进行温湿度预处理。
1.4 试验时的温湿度条件
试验应在与预处理相同的温湿度条件下进行,如果达不到预处理条件,必须在试验样品离开预处理条件5 min之内开始试验。但实际情况是,几乎没有实验室能够满足试验能在相同的预处理条件下进行试验,按照GB/T 4857.2—2005的规定,最低温度-55℃,最高温度+55℃,一是没有试验设备能够在这两种条件下进行正常工作,二是必须将试验设备放置到特定尺寸的气候箱中才能满足温湿度条件的要求。事实上,包装件在温湿度预处理完成后5 min之内进行后续试验。包装件没有在与预处理温湿度条件相同的条件下进行后续试验,试验结果可能会存在一定的影响,为了降低或减少这种影响;若有些标准规定后续试验的试验时间不超过3 h,则忽略这种情况的影响;若后续试验无法在3 h内完成,则需要在3 h后将包装件重新进行8 h的温湿度预处理,然后再进行下一步的试验。
1.5 试验强度的选择
按照相应标准的规定,一般标准的试验强度都在试验方法中进行了规定,具体内容见试验方法。
2 各标准的不同之处——试验方法
试验方法中规定了试验参数,为了方便阅读,在每个方法后面用括号标注了试验方法在标准中的条款号。具体各标准的试验方法如下:
2.1 GB/T 4857.7—2005 《包装 运输包装件基本试验 第7部分 正弦定频振动试验方法》
GB/T 4857.7—2005修改采用ISO2247:2000,这两个标准的文本结构存在差异,技术内容方面的规定是一致的,所以可将这两个标准看成一个标准。GB/T 4857.7规定了两种试验方法,具体内容如下。
2.1.1 方法A:包装件试验时不跳离台面(标准中的第5.6.3条)
振动台产生0.5 g~1.0 g之间的加速度,并且使样品不跳离台面。然后选择10 mm、15 mm、20 m或25 mm的峰峰值位移,使得振动台产生0.5 g~1.0 g的加速度进行定频振动试验。
这就要求试验前需要明确试验频率—加速度或者试验频率—波峰值位移。在一般情况下,试验需求方很难获得这样的精确数据,这种试验方法在实际中极少被使用。
2.1.2 方法B:包装件试验时跳离台面(标准中的第5.6.4条)
使振动台产生可选范围的加速度,使得包装件从台面跳离而引起相对冲击。按照选定的振幅,包装件在2 Hz频率下开始振动,并逐渐提高频率,直至包装件能够跳离振动台面。包装件与振动台面分离的要求是:试验期间,沿包装件底部移动1.5 mm~3 mm,使用最小宽度为50 mm的标准量具,在至少三分之一包装件底面积的部分,可以插入该标准量具。振动频率、振幅与加速度的关系,如图1所示。
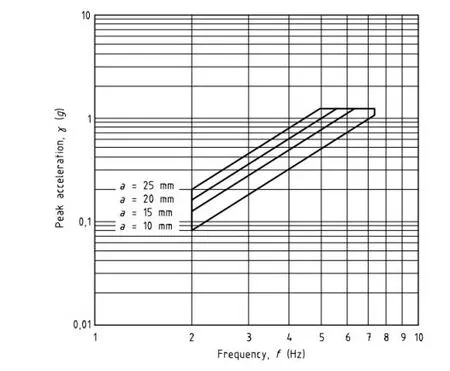
图1 振动频率、振幅与加速度的关系
这项试验方法没有规定具体的波峰峰值位移,从实际情况来看,一般默认选择被峰峰值位移为25 mm,这样就与其他标准的规定保持一致。
方法A和方法B都只规定了试验开始的条件,没有规定具体的试验时间,同时该标准的引用文件GB/T 4857.17—2017也没有固定试验时间。这也是该标准在使用过程中存在的一个漏洞。该标准在使用过程中如无特殊规定或需求,一般推荐试验时间为60 min。
2.2 ASTM D 999—2008 Standard Test Methods for Vibration Testing of Shipping Containers
包装件放置在振动台面,四周安装护栏,护栏不能限制包装件垂直方向的文艺,但也不能给包装间水平方向产生严重的冲击。也就是说,护栏既不能在水平方向挤压包装件,也不能与包装件间的距离过大。
2.2.1 方法A1:重复冲击试验(标准中的第9.1条)
要求试验设备在垂直方向能产生25 mm波峰峰值位移,设备频率范围2 Hz~5 Hz之间。包装件在振动台面剧中放置。如无特殊规定,试验时间为1 h。
2.2.2 方法A2:重复冲击试验(标准中的第9.1条)
要求试验设备在垂直和水平两个方向能同时产生25 mm波峰峰值位移,即设备可以做圆周运动,设备频率范围2 Hz~5 Hz之间。包装件靠近振动台后挡板放置。如无特殊规定,试验时间为1 h。
包装件与振动台面分离的要求:金属片厚度1.6 mm、最小宽度为50 mm、长度为254 mm。沿包装件底部长度方向在振动台上可间歇移动。
方法A1和方法A2的主要区别是试验设备。适用于在运输过程中不固定的包装件和单或货物。这两种试验方法对包装件施加的作用力不一样,可能会对包装件产生不同的试验结果。这两种试验之间没有关联性,试验结果也没有可比较性。
2.3 STA1A与ISTA 1B
ISTA11A和ISTA 1B对定频振动试验也做了详细的规定,试验方法是一样的,唯一的区别是ISTA 1A包装件不超过68 kg,振动次数是14 200次,ISTA 1B包装件质量超过68 kg,振动次数是11 800次。
2.3.1 垂直线性振动试验
振动台在控制振幅峰峰值位移25 mm后,最低频率开始振动,缓慢增加频率直至包装件跳离台面。振动时间min=振动次数/(频率×60),振动期间不改变包装件的方向,一次完成振动试验。
2.3.2 旋转振动试验
振动参数与垂直线性振动试验一致,试验时间计算方法也一致。包装件分两次振动,振动总时间均分。要求包装件在振动到一半时间时,停止振动试验,将包装件在振动台面上水平旋转90°或者旋转180°(主要是旋转90°时,包装件的长度超过了振动台台面的尺寸)。包装件与振动台面分离的要求是:试验期间,将1.5 mm厚、宽度50 mm、长度适宜的金属片,沿包装件底部长度方向在振动台上可间歇移动。
这两种试验方法未说明试验方法的差异,按照已有的试验设备选择试验方法即可。
2.4 GJB 2711—1996 《军用运输包装件试验方法》
将包装件按照实际运输状态放置在振动台面,不固定。如包装件有几种摆放方式,按时改变放置状态,且每种状态的振动时间相等。一种摆放状态的振动时间为120 min,多种摆放状态的总振动时间为180 min,振动台面加装限位装置时,包装件的中心能在个水平方向12 mm范围内做无约束运动。
2.4.1 方法a(标准中的5.3a条)
从3~5 Hz中选定一个频率值,此频率在1.0 g峰值加速度下进行振动试验。
2.4.2 方法b(标准中的5.3b条)
调整振动台峰峰值位移为25 mm,3 Hz频率开始振动、然后缓慢增加频率,直至包装件跳离台面。包装件与振动台面分离的要求是:用1.5 mm厚的塞尺能瞬时自由插入包装件与振动台面之间的任何一个位置。
2.5 GJB 150.16A—2009 《军用装备实验室环境试验方法 第16部分:振动试验》(标准中的第A.2.2.3条)
这个标准适用于军用装备,不适用于包装件,只是这个标准中的程序II——散装货物运输的定频振动试验与上述标准类似,所将该标准在此文中一并阐述。
该试验是模拟散装货物的运输车辆通过无规律路面时会出现弹跳、挪动,在水平方向与其他货物和车辆挡板相互碰撞等情况,这项试验复现在这些条件下运输散装货物时出现的重复随机冲击环境。
振动台台面的垂直面内可以产生频率5 Hz、双振幅值25.4 mm的圆周运动,样品在台面不固定,允许试件与试验装置的限制物发生碰撞。因为试验频率和振幅已确定,所以此试验没有规定货物跳离台面的要求。
图2给出了试验装置的图纸及相关附件尺寸。此试验项目也是唯一一个规定了试验时间与运输距离的对应关系。20 min的试验持续时间可以代表从部队贮存地区到使用地点在不同路面上行驶240 km的运输。
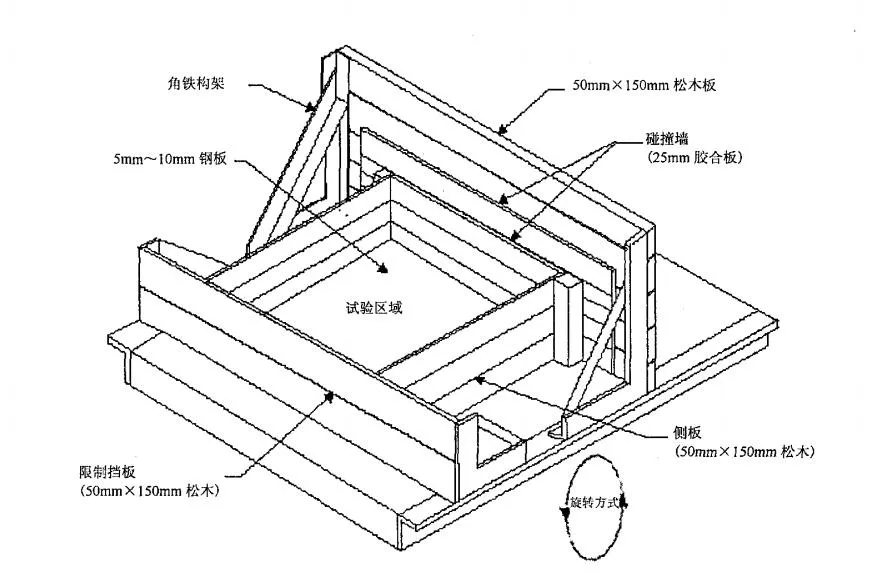
图2 试验装置的图纸及相关附件测尺寸
综上所述:正弦定频振动试验作为最基础的振动试验方法,除了GJB 150.16A—2009以外,其余标准的相同之处可简单总结为振动台可产生2 Hz~5 Hz、25 mm波峰峰值位移振动,使用厚度为1.5 mm、宽度为50 mm和适当长度的金属片确定包装件的跳离台面。一般情况下,使用垂直方向定频振动试验即可。若包装件可能存在水平方向的碰撞冲击,则使用旋转振动试验方法。
