过滤用粉煤灰多孔陶瓷的制备及其渗透性能
2021-06-18伍子豪海万秀徐照芸姜木俊韩凤兰
陈 浩 伍子豪 海万秀 徐照芸 姜木俊 韩凤兰
1)北方民族大学材料科学与工程学院 宁夏银川750021 2)工业废弃物循环利用及先进材料国际科技合作基地 宁夏银川750021
粉煤灰是煤燃烧后的主要废弃物[1]。粉煤灰的主要成分是氧化硅、氧化铝、氧化钙等。许多研究者以粉煤灰为主要原料制备了多孔陶瓷材料[2-6]、多孔陶瓷膜[7-8]、陶粒[9]、保温材料[10-11]等。但是,目前利用粉煤灰制备多孔陶瓷材料时工业固废掺量较小。本工作中,以粉煤灰为主要原料,分别以碳粉、电石渣、木质纤维为造孔剂,添加少量的烧结助剂,制备了固废掺比最高达90%(w)的可用作高温烟气、污水等过滤的多孔陶瓷材料。
1 试验
1.1 试样制备
粉煤灰来自宁夏某甲醇厂,其化学组成(w)为:SiO241%,Al2O327%,Fe2O310%,CaO 7%,MgO 2%,K2O 1.7%,Na2O 1.1%,TiO20.7%。造孔剂有:碳粉,w(C)>99%;木质纤维;电石渣,其化学组成(w)为:Ca(OH)275% ~80%,Al2O310% ~12%,Fe2O36%~8%,SiO26%~8%。以高岭土为增塑剂,其化学组成(w)为:SiO244.7%,Al2O338.2%,TiO23.3%,CaO 10.1%,MgO 2.2%,Na2O 1.6%。以钾长石为助熔剂,其化学组成(w)为:SiO264.7%,Al2O318.4%,K2O 16.9%。
前期试验表明,以碳粉和木质纤维作为造孔剂时,成型剂中高岭土与钾长石的质量比以1∶5较为适宜,造孔剂与成型剂的质量比以1∶1较为适宜。配方CP40和CP50的设计目的是为了考察在成型剂总量固定为20%(w)的条件下,造孔剂添加量对多孔陶瓷性能的影响,即对比试样CP20、CP40和CP50的性能。为此设计了表1的试验配方。
前期试验还表明,以电石渣为造孔剂时,高岭土和钾长石的添加量均以5%(w)较为适宜。为此设计了表2的试验配方。
按表1和表2配料,在震荡球磨机中研磨混合60 s后,在100 MPa成型压力下保压60 s干压成型为φ20 mm×(20±1)mm的素坯,以10℃·min-1的升温速率升温至1 150℃,保温1 h后随炉冷却至室温[2-3]。

表1 分别以碳粉和木质纤维为造孔剂的试验配方Table 1 Formulations using carbon and wood fiber as pore-forming agents
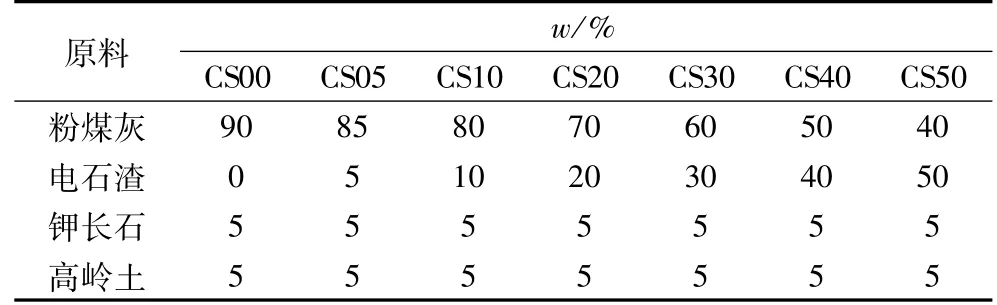
表2 以电石渣为造孔剂的试验配方Table 2 Formulations carbide slag as pore-forming agents
1.2 性能测试与表征
按照GB/T 1966—1996煮沸法检测试样的容重和显气孔率;采用泡压法测量试样的孔径及气体渗透性能。采用X射线衍射仪分析试样的物相,采用扫描电子显微镜观察试样的显微结构。
2 结果与讨论
2.1 显气孔率和容重
试样的显气孔率和容重随造孔剂种类和添加量的变化见图1。

图1 试样的显气孔率和容重Fig.1 Apparent porosity and density of specimens
由图1可以看出:1)无论在造孔剂与成型剂的质量比固定为1∶1的条件下,还是在成型剂添加量固定为20%(w)的条件下,随着碳粉添加量的增加,试样的显气孔率均呈递增趋势,容重均呈递减趋势;添加50%(w)碳粉试样的显气孔率和容重分别为56.29%和1.10 g·cm-3。2)随着电石渣添加量的增加,试样的显气孔率逐渐增大,容重逐渐减小;添加50%(w)电石渣试样的显气孔率和容重分别为50.58%和1.26 g·cm-3。3)木质纤维添加量从5%(w)增加至15%(w)时,试样的显气孔率增大,容重减小;木质纤维添加量从15%(w)增加至30%(w)时,试样的显气孔率和容重基本上没有发生变化;添加15%(w)木质纤维试样的显气孔率和容重分别为48.31%和1.37 g·cm-3。
2.2 平均孔径和渗透性能
试样的平均孔径、气体渗透率和氮气通量见表3。由于添加40%(w)和50%(w)电石渣试样的强度非常小(仅1~3 MPa),在检测氮气通量和渗透率时碎裂,因此没有检测结果。

表3 试样的孔径和渗透性能Table 3 Pore size and permeability properties of specimens
从表3可以看出:1)无论在造孔剂与成型剂的质量比固定为1∶1的条件下,还是在成型剂添加量固定为20%(w)的条件下,随着碳粉添加量的增加,试样的孔径、渗透率和氮气通量均呈递增趋势,添加50%(w)碳粉试样的平均孔径、渗透率和氮气通量分别为6.86μm、825.7 cm3·cm-2·s-1·MPa-1和297.70 m3·m-2·h-1。2)随着电石渣添加量的增加,试样的平均孔径变化很小,渗透率和氮气通量均呈递增趋势,添加30%(w)电石渣试样的平均孔径、渗透率和氮气通量分别为0.18μm、169.6 cm3·cm-2·s-1·MPa-1和117.01 m3·m-2·h-1。3)随着木质纤维添加量的增加,试样的平均孔径呈先增大后减小的变化趋势,添加15%(w)木质纤维试样的平均孔径达到最大值1.50μm;气体渗透率和氮气通量的变化均无明显规律。
2.3 物相组成
试样的XRD图谱见图2。从以上数据可知,WF系列试样的性能可调性较差,因此在XRD分析和后面SEM分析中不再考虑。

图2 试样的XRD图谱Fig.2 XRD patterns of specimens
从图2(a)可以看出:试样CP05和CP10的主要物相为石英和钙长石,试样CP30和CP50中除石英和钙长石外还出现了新相CaSiO3;试样CP50中钙长石含量增加。从图2(b)可以看出:试样CS00的主要的物相为石英和钙长石;试样CS10中除石英和钙长石外还出现了CaSiO3,并且钙长石含量增加;试样CS30的主要物相转变为钙铝黄长石(Ca2Al2SiO7),石英和钙长石含量降低;试样CS50中钙长石相消失。电石渣中含有75% ~80%(w)的Ca(OH)2;随着电石渣添加量的增加,反应生成的CaSiO3和Ca2Al2SiO7增多[3]。
2.4 显微结构
显气孔率最大的添加50%(w)碳粉试样的断面SEM照片见图3。可以看出,试样烧结较好,孔隙较多,并且孔隙多呈三维贯通状态。

图3 添加50%(w)碳粉制备的多孔陶瓷的SEM照片Fig.3 SEM image of porous ceramics prepared with 50%carbon
显气孔率最大的添加50%(w)电石渣试样的断面SEM照片见图4。可以看出:试样断面粗糙,烧结较差;气孔分布较均匀,孔径≤2μm。

图4 添加50%(w)电石渣制备的多孔陶瓷的SEM照片Fig.4 SEM images of porous ceramics prepared with 50%carbide slag
3 结论
(1)随碳粉添加量增多,多孔陶瓷的显气孔率、平均孔径、气体渗透率和氮气通量增大,容重减小;添加50%(w)碳粉时其显气孔率、容重、平均孔径、气体渗透率和氮气通量分别为56.29%、1.10 g·cm-3、6.86μm、825.7 cm3·cm-2·s-1·MPa-1和297.70 m3·m-2·h-1。
(2)随电石渣添加量增多,多孔陶瓷的显气孔率、气体渗透率和氮气通量增大,容重减小,平均孔径变化很小。添加30%(w)电石渣的多孔陶瓷的显气孔率、容重、平均孔径、气体渗透率和氮气通量分别为45.91%、1.46 g·cm-3、0.18μm、169.6 cm3·cm-2·s-1·MPa-1和117.01 m3·m-2·h-1。
(3)木质纤维添加量从5%(w)增加至15%(w)时,试样的显气孔率和平均孔径增大,容重减小;继续增加至30%(w)时,试样的显气孔率和容重基本上没有发生变化,平均孔径逐渐减小,气体渗透率和氮气通量的变化无明显规律。添加15%(w)木质纤维的多孔陶瓷的显气孔率、容重、平均孔径、渗透率和氮气通量分别为48.31%和1.37 g·cm-3、1.50μm、129.5 cm3·cm-2·s-1·MPa-1和60.77 m3·m-2·h-1。
(4)以碳粉为造孔剂的多孔陶瓷的物相为石英、钙长石和硅酸钙相。以电石渣为造孔剂的多孔陶瓷的物相包含石英、钙长石、钙铝黄长石和硅酸钙。
