商用压水堆核电站辐照生产医用同位素89Sr
2021-06-14刘晓黎
刘晓黎,唐 霄,王 帅
(中国核动力研究设计院 核反应堆系统设计技术重点实验室,成都 610041)
89Sr是用于减轻恶性肿瘤骨转移骨痛的亲骨性放射性核素[1]。89Sr是一种纯β放射性核素,发射最大能量β射线是1.46 MeV,对软组织的平均射程为2.4 mm。89Sr衰变过程中发射的β射线能量适中,对患者的骨髓造血功能无明显影响,对人体无明显的毒副作用。111~148 MBq的89Sr可使恶性肿瘤骨转移引起的骨痛明显缓解3~6个月,有效率可达60%~84%,具有重要临床应用价值。
89Sr一般由其他核素通过辐射转化的方式生产。目前89Sr的生产方式主要有以下3种。1) 在热谱的同位素生产堆辐照碳酸锶(SrCO3)靶件[2-4]。88Sr发生中子俘获反应产生89Sr,即88Sr(n,γ)89Sr。为保证89Sr产品的纯度,靶件应采用高富集度的锶,其中88Sr含量>99.9%,这种方式可以在常规研究堆中生产89Sr,而且后处理过程简单,只需利用HCl对靶件进行溶解后蒸馏提纯。美国橡树岭国家实验室的高通量同位素堆(HFIR)和波兰的研究堆MARIA都采用这种方式生产89Sr,是目前国际上生产89Sr的主要方式之一。2) 在快谱反应堆中辐照氧化钇(Y2O3)靶件[5-8]。89Y吸收中子释放质子产生89Sr,即89Y(n,p)89Sr。印度对快中子增殖试验堆(FBTR)和中国原子能科学研究院的钠冷快堆都进行了生产89Sr的探索,但目前尚在研发阶段。3) 在溶液堆运行时产生的辐解气体中提取89Sr[9-10]。235U发生裂变产生89Kr,这种气态裂变产物将随溶液堆中的辐解气泡一起脱离堆芯,进入堆芯上部气空间或气体复合回路中,经历一定时间的衰变后最终转变为89Sr。俄罗斯Kurchatov研究院和美国TCI药业公司联合对溶液堆生产89Sr进行了探索,提出了在溶液堆辐解气体中提取89Sr的具体方法。上述三种生产方式均需利用不同类型的专用反应堆,对生产条件要求较高,生产能力受到极大制约。我国尚无成熟的89Sr生产渠道,相关药品材料主要依靠进口,造价高昂,市场缺口大。因此,研发一种低成本易推行的反应堆生产同位素的方式对于改善患者生活质量,推广核医学具有重要意义。
近年来我国的核电发展十分迅速,装机容量稳步增长,目前国内已有超过二十台商用压水堆核电站在役运行,这些核电站堆芯以热谱压水堆堆芯为主,其中子通量能谱满足将88Sr转换为89Sr的能量要求。如利用商用压水堆核电站进行89Sr的辐射生产,就可以不再依赖特种反应堆,极大降低生产成本并增加生产的便利性。
为了探索利用商用压水堆核电站在正常运行期间同步进行89Sr辐射生产的生产方案可行性和发展前景,本文针对该生产方式进行模拟计算,对出堆后辐射产物的活度、主要杂质等进行分析,并将计算结果与《中国药典》中对药品的相关规定进行对比,以确定辐射后的产品是否满足药品的需求。本文研究旨在开发一种新的低成本、易实现的89Sr辐射生产方式,以降低放射性同位素的辐照生产成本,推动相关药品的生产和应用。
1 89Sr的生产原理
商用压水堆核电站的堆芯属于热谱反应堆,进行89Sr辐射生产原理与热谱的同位素堆生产89Sr方法类似,需将高纯度的SrCO3制作成靶件,放入堆芯的活性段,在反应堆运行期间进行辐照。
89Sr在热谱中的产生机理示于图1。
高纯度89Sr在堆芯中通过88Sr(n,γ)89Sr反应生成89Sr。89Sr是β放射性核素,半衰期为50.5 d,衰变产物为稳定核素89Y。89Sr的半衰期较短,在人体内残留率较低,对周围环境及人员的辐射危害极小,但存在不耐储存的问题,要求成品89Sr的比活度尽量高,从产生到制成药品的流程尽量简单高效、耗时短,避免药品比活度不足造成药品效果不满足标准要求。同时,89Sr在辐照生产的过程中还将通过89Sr(n,γ)90Sr反应生成90Sr。90Sr也是一种β放射性核素,半衰期为28.5 a,如果进入人体,将对人体组织造成长期的辐照损伤,是一种极毒放射性核素,需要对辐照产物中90Sr的含量进行评估。
目前,国内现役的商用压水堆核电站最常用的燃料组件为方形的AFA 3G型燃料组件,其构成示于图2。该类型的燃料组件包含17×17方形排列的289个栅元,其中包括264根燃料棒,1个测量管和24个导向管。
燃料组件中的导向管除了少部分根据需要放置控制棒、可燃毒物棒或中子源组件外,还留有大量空余的导向管位置。这些空导向管中一般装入阻流塞组件以避免冷却剂旁流。本研究中,将装有SrCO3粉末的靶件替代阻流塞放入空导向管中进行辐照生产。
导向管位于燃料组件内部,具有相对较高的通量密度。且空导向管仅作为结构材料,对堆芯的运行、控制等方面不产生影响,是理想的辐照位置。
2 89Sr的生产要求和对堆芯的影响
利用商用压水堆辐照89Sr的生产要求其生产流程尽量简化,以及生产过程不影响反应堆的正常运行。
装有碳酸锶粉末的辐照靶件设计为双层密封容器,一方面确保靶件具有足够的强度以承受堆内的高压高温环境,另一方面也确保原料不受外界污染,可以在辐照完成后经过简单处理直接生产成药品,简化生产流程、缩短生产时间。
靶件封装完成后,在核电站换料期间的燃料组配插阶段代替阻流塞装入目标燃料组件的目标导向管中,随目标燃料组件一起装入反应堆进行辐照。在循环寿期末的停堆换料时,靶件随燃料组件一起进入乏燃料池,在乏燃料池中移除外壳,装入铅质防护容器,移出乏燃料池,送至实验室热室进行后续处理并制成药品。靶件的生产和后处理均在反应堆外进行,装入燃料组件和从燃料组件中拆解的过程与对组流塞的操作基本一致,不会对核电厂正常的换料大修进程造成影响。装有高纯度碳酸锶靶材的靶件包壳设计为与阻流塞具有相同的尺寸和外部结构,使之仍可起到避免冷却剂旁流的作用,利用靶件取代组流塞而不会对反应堆运行的流体力学和传热特性等性能产生影响。
Sr同位素是重要的反应堆裂变产物之一,在堆芯内有较大含量。Sr同位素的中子吸收截面远小于不锈钢。将与不锈钢制成的组流塞相同尺寸的靶件放置入堆芯后,靶件对中子的吸收作用小于组流塞对中子的吸收作用。合理设计组流塞长度尺寸和布置位置,可以进一步减小二者对堆芯反应性的影响差异,不会对堆芯的循环长度和运行经济性造成较大影响。
综合上述因素,辐照生产过程不会对反应堆安全性和运行产生影响,可以在核电厂正常运行的同时进行。
3 辐照生产可行性
3.1 分析假设和计算程序
为了研究使用商用压水堆核电站辐照生产89Sr的可行性,基于秦山第二核电厂实际的堆芯参数,建立单组件计算模型,对靶件的辐照过程进行模拟计算。秦山第二核电厂堆芯装载了121个燃料组件,额定热功率为1 930 MW,每个换料周期运行约480 d。
模拟计算使用蒙卡燃耗软件RMC[11]。蒙卡燃耗RMC由核动力研究设计院与清华大学共同开发。蒙卡方法进行计算的一般思路为:首先建立单个粒子在给定几何系统中的真实运动历史,即粒子从特定初始源位置出发,在介质中经过随机游动过程,发生各种碰撞反应,直至粒子被吸收或穿出系统而结束的过程;然后通过跟踪大量粒子,获得充足的随机实验样本;再利用统计方法给出随机变量某个数值特征的估计量,用该估计量作为问题的解。RMC是多物理多尺寸耦合核能系统数值分析平台的物理计算核心,能够处理复杂几何结构、采用连续能量点截面对复杂能谱和材料进行描述,并能够根据实际问题的需要对精细核素链燃耗模拟。通常粒子历史模拟包括源参数抽样、输运过程模拟、碰撞模拟,以及结果统计等步骤。
在本研究中,RMC软件可以直接模拟靶件中各种核素在堆芯平均通量的中子场中与中子发生反应和衰变的完整过程,直接得到靶件内各种核素的核子数目。对各时间点89Sr的核子数目进行统计,直接得到当前时间点89Sr的实时产量。
3.2 辐照出堆产品比活度评估
为满足医疗要求,《中国药典》规定每1 mL药品溶液中含89Sr量应为6.0~12.5 mg,放射性活度≥37 MBq。即产品的比活度≥2.96×109Bq/g Sr。
商用压水堆核电站堆芯的中子通量密度与同位素生产堆相比较低。以国外的生产情况为例,美国橡树岭国家实验室的高通量同位素生产堆(HFIR)采用辐照88Sr靶件的方式生产89Sr,该反应堆在辐照孔道靶件处的热中子通量高达2.5×1015n·cm-2·s-1;波兰的研究堆MARIA也采用这种方式生产89Sr,其热中子通量约为4×1014n·cm-2·s-1。而国内现役商用核电站,以秦山第二核电厂为例,其平均热中子通量约为3.5×1013n·cm-2·s-1,通量水平远低于国外生产堆。89Sr的产额与中子通量相关,较低的中子通量导致其生产效率偏低,同时出堆产品的比活度也偏低。
为了研究商用压水堆辐照生产89Sr的可行性,进行89Sr的产额计算。计算分别针对普通纯度(99.95%)和高纯度(99.995%)的碳酸锶原料进行。计算考虑碳酸锶原料密度为3.7 g/cm3,88Sr的同位素丰度为99.9%。
表1给出将两种不同纯度的原材料放入堆芯辐照一个换料周期(约480 d的满功率运行)后,反应堆停堆时和停堆15 d后的89Sr比活度和89Sr/90Sr放射性活度比。其中15 d的时间考虑了靶件在堆芯内辐照完成后卸出堆芯之后,再经过冲洗、拆装、运输、溶解、提纯等一系列流程后制成药品的时间。
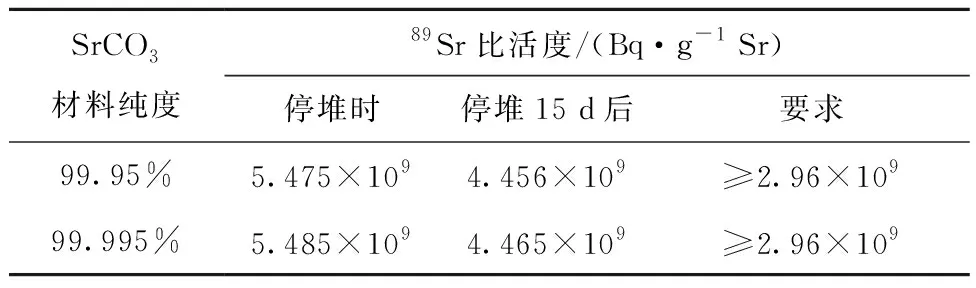
表1 辐照产品活度估算Table 1 Activity estimation of irradiated products
用于辐射生产的SrCO3原材料纯度越高,89Sr产品的比活度越高,杂质的比含量越小,产品品质越高。同时,由于89Sr的衰变周期较短,后处理的时间将对其比活度产生较大的影响。根据计算结果,普通纯度的原材料,考虑足够的后处理时间,通过商用核电站辐照的89Sr比活度满足《中国药典》中关于医疗药品的活度要求。
为了计算结果的保守性,本研究采用堆芯平均中子通量进行同位素产量计算。事实上,堆芯不同径向位置的燃料组件功率具有较大差异,同一组件不同高度的通量密度也有较大差异。精细合理地设计辐照靶件在堆芯的径向和轴向位置,可以进一步提高同位素产品中89Sr的比活度。
3.3 辐照时间对伴生杂质的影响
辐照生产期间,89Sr在不断产生的同时,也通过89Sr(n,γ)90Sr的反应转化成90Sr杂质。90Sr为极毒放射性核素,如果进入人体,会对人体组织造成长期的辐照损伤。虽然《中国药典》中并未对90Sr杂质进行要求,但为确保产品安全,行业内一般要求89Sr产品中90Sr与89Sr的放射性活度比小于10-5。
为研究商用压水堆核电站堆芯中辐照生产89Sr过程中杂质90Sr的含量情况,对主要的辐射产物89Sr在一个辐照周期内的含量变化进行计算和研究。
89Sr和90Sr在辐照过程中产额随时间的变化示于图3。由图3可见,89Sr的产额在辐照前期迅速累积,但由于其半衰期较短,在辐照的200 d后由于不断衰变而使其产额累计速率减缓,进入平衡期。而90Sr的半衰期较长,在整个辐照时间内呈线性增长。因此在89Sr的产额进入平衡期后,随着时间的推移,90Sr杂质的含量将不断增大。
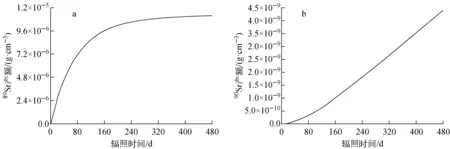
图3 89Sr(a)与 90Sr(b)产额随辐照时间的变化Fig.3 The yield of 89Sr(a) and 90Sr(b) varies with irradiation time
因此,专门进行89Sr辐照生产的医用同位素反应堆一般以4~6个月为一个生产周期,即避免89Sr进入平衡期后降低转化效率,又可以避免过多90Sr的累积。而商用压水堆核电站的运行时间受电网需求和发电计划制约,难以实现灵活的辐照时间,正是利用商用压水堆核电站进行同位素生产的主要缺点。目前国内核电站普遍使用18个月换料的燃料管理策略。考虑到辐照生产应在不影响电厂正常运行的前提下进行,对经历一个典型的换料周期(480 d)后的靶件内关键同位素放射性活度比进行计算研究。
根据计算结果,辐照一个换料周期(480 d)后的产品中,89Sr与90Sr的放射性活度比约为1.861×10-6,满足行业内对杂质含量的限值要求。
因此,从辐照产品中89Sr的比活度、杂质含量这两个主要参数来看,使用商用压水堆辐照生产符合医用标准的89Sr的方案可行。
3.4 产能初步估算
以秦山第二核电厂的堆芯为例,对产能进行初步评估。
根据燃料组件内组流塞的尺寸,假设原料靶件长度与阻流塞长度一致,为222 mm,考虑包壳厚度后,靶件内部直径为7 mm,原料以理论密度计算,每个靶件预计可装入约31.6 mg原料,预计辐照后产出18.8 mg满足药品放射性活度要求的Sr原料,可供生产约1.5支药品。秦山第二核电厂每个机组的堆芯均装载的121个燃料组件中,除去控制棒、中子源等组件的位置,全堆仍有超过2 000个空导向管位置可以装载靶件进行辐照生产。
此处假设靶件尺寸与组流塞一致是基于保守的考虑。反应堆的燃料组件导向管的长度为3 658 mm,靶件的长度与之相比非常短,只占全长的16.5%。由于Sr同位素的中子吸收截面较小,即使使用更长的靶件也不会对堆芯反应性产生大的影响。但结构部件的改变将导致堆内传热、流体等其他方面的影响,需要进行更详细全面的论证,因此本文分析计算使用的靶件尺寸仍与阻流塞尺寸保持一致。在进行更详细的反应性、流体和热工的分析和论证后,单个靶件的长度和同位素装量具有很大的增加空间。
本文的研究结论适用于其他使用AFA 3G型燃料组件的商用核电站,包括装载157个燃料组件的M310型核电厂和装载177个燃料组件的华龙一号型核电厂。目前全国在役和在建的使用AFA 3G型燃料组件的压水堆核电机组已超过20台,产能前景十分可观。
4 结论
89Sr是重要的用于临床缓痛药品的核素,主要通过特种反应堆辐照进行生产,生产条件要求苛刻,价格高昂。本文基于89Sr同位素的产生机理,提出使用商用压水堆核电站进行生产的方法。在核电站使用AFA 3G型燃料组件的导向管位置装入碳酸锶粉末靶件,可在不影响电厂正常运行的情况下进行医用同位素89Sr的生产。为了进一步研究利用商用压水堆核电站生产89Sr同位素的可行性,利用蒙卡程序RMC建立秦山第二核电厂堆芯中子场和燃料组件结构,并对辐照生产过程进行了模拟计算和分析,结果表明,在经历核电厂一个换料周期(480 d)的辐照后,可以得到比活度和杂质含量均满足药品要求的产品。
本文研究的生产方法适用于国内使用同类燃料组件的大部分现役压水堆核电站。考虑到国内压水堆核电站目前的装机容量和未来的发展趋势,该生产方式在降低同位素生产的辐照成本和增加产能方面有较大潜力,具有较好的推广应用前景。研究结论可为医用放射性同位素的生产方式提供新的途径,为推广放射性同位素的生产应用和改善患者的生活质量做出贡献。
