汽车加油口双色注射模设计
2021-06-07吕良
吕 良
(劳士领汽车配件(昆山)有限公司,江苏昆山 215347)
1 塑件结构分析
图1所示为汽车加油口塑件,该塑件是三明治结构,在硬胶PP的上下都包TPE。在加油口部位软胶有封闭式全周倒扣(见图1 I处)。A面要消光处理,不允许有浇口痕迹。该塑件结构复杂,在双色的基础上又增加了全周倒扣,对开模顺序和模具结构提出了很高的要求。

图1 加油口塑件
2 模具结构分析
(1)注射成型方案的确定。该塑件在动定模都有软胶双色塑件,一般有两种选择:一种是型芯顶出旋转,同时更换动定模来成型软胶;还有一种是包胶模,成型硬胶PP后,取出塑件放到软胶型腔成型软胶。由于我司没有现成的模内旋转设备,考虑到模具成本,决定采用包胶模的方案。
(2)进胶方式的确定。因为模具结构复杂,尤其是软胶部分模具结构,热嘴和流道需要从滑块中间穿过,在布置热嘴位置时,除了根据模流分析确保进胶平衡外,还要考虑流道不能影响模具运动。所以采用如图2所示的进胶方式。

图2 进胶方式
(3)模具的特殊结构。如图3所示,塑件多处有倒扣,在模具上要设计特殊结构,以确保塑件顺利脱模。倒扣A需解决两个问题,是封闭式倒扣,同时是整周倒扣。对封闭式倒扣采用的是强脱的方式,倒扣A处塑件材料是TPE,比较软,在脱模时可以有足够的变形来确保塑件顺利脱模;倒扣B由于在滑块运动方向空间逐步变小,所以要设计顺序动作滑块,确保有空间让滑块从塑件中脱出。
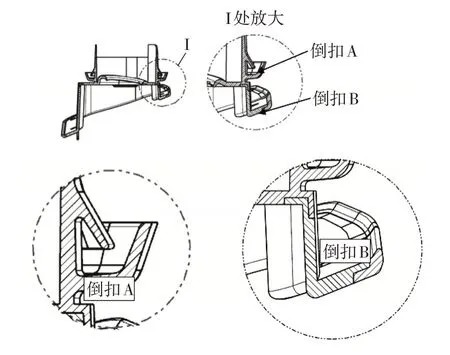
图3 倒扣结构
图4所示是该处的滑块结构。通过控制开模顺序,定模型腔镶件1、2和动模型芯8从塑件中脱出,在斜导柱6作用下滑块5先脱出,为强脱倒扣留出空间。滑块3上做了延时设计,所以当滑块4脱出一段距离后,滑块3被斜导柱6推动强脱封闭倒扣,当滑块3和滑块4脱出后,为滑块5脱出留出空间,滑块5在油缸7作用下斜方向从塑件中脱出,实现滑块顺利脱模。
3 开模顺序
由于模具有比较复杂的结构,滑块动作有顺序要求,同时考虑软胶不要粘定模,所以要通过开模顺序来实现。如图5所示,在开闭器5的作用下,分型面III先打开。图4中动模型芯8脱开,为滑块脱软胶倒扣留出空间。接着分型面I打开,图4中定模镶件1脱出塑件,防止软胶粘定摸。在I、III分型面打开后,在油缸6的推动下,推板推出,实现图4的滑块顺序动作。
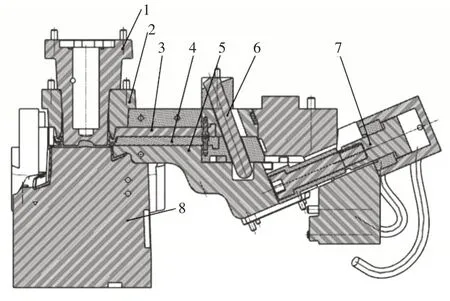
图4 滑块结构
3 模具整体结构
模具总装结构如图6所示。

图5 开模顺序

图6 模具总装结构
