一种双活动芯的拉伸模结构
2021-06-07蔡锡斌
蔡锡斌,周 林
(柳州五菱汽车工业有限公司,广西柳州 545007)
1 制件及拉伸工艺简介
某车型前围板左右下拉伸件,材料B280VK,料厚t=1.4mm,形状特征如图1所示。工艺上,采用左右件合模冲压,工序内容:OP10拉伸→OP20切边→OP30翻边整形冲孔分离。冲压工艺和模具结构的设计直接关系到冲压件的生产成本,而拉伸模面工程及模具结构的改善是提升材料利用率的核心。制件的工艺设计和模具工作要求如图2所示。
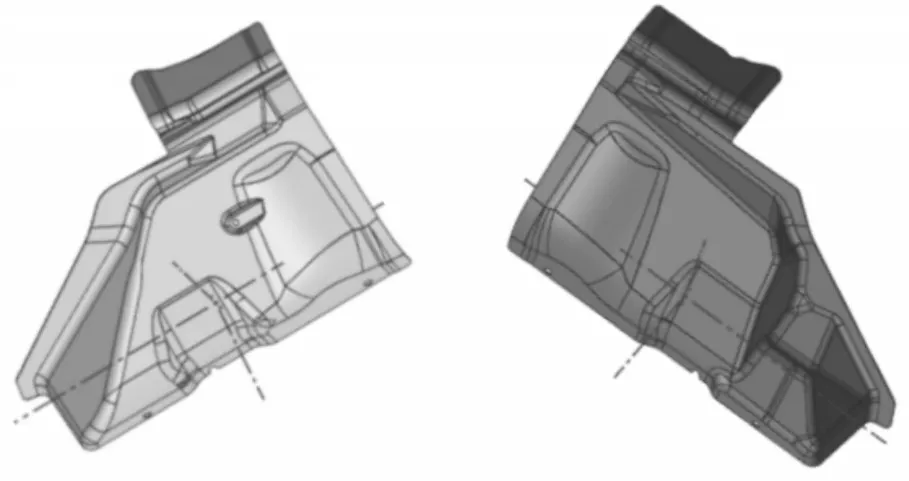
1 前围板左右下拉伸件图
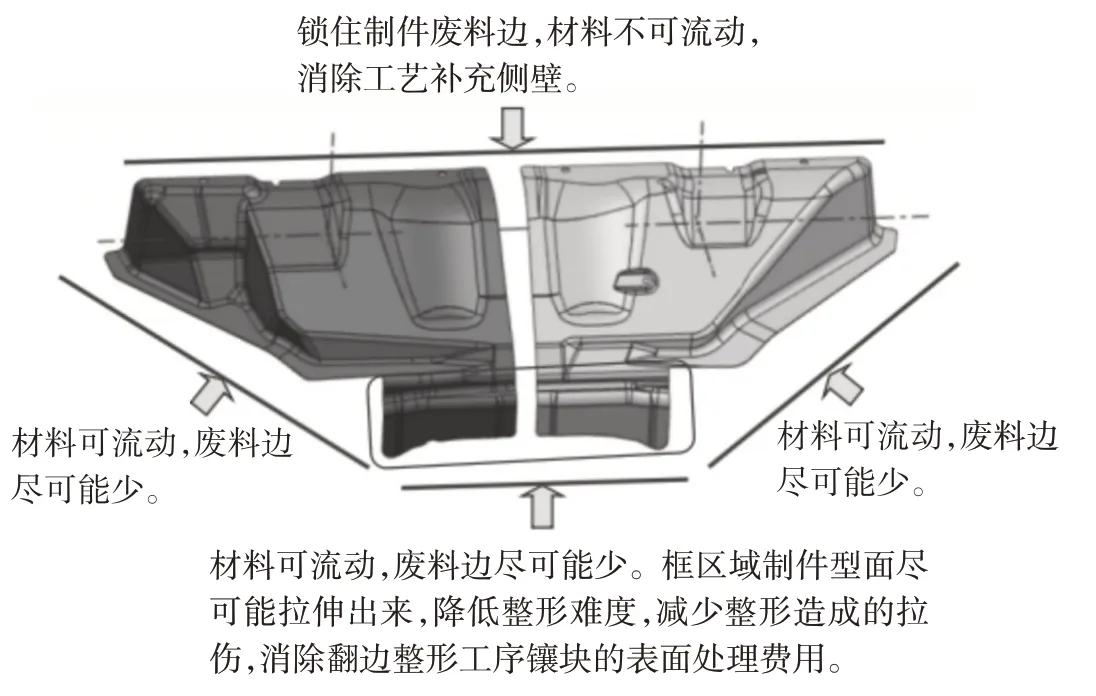
图2 拉伸模的工艺设想和要求
拉伸模面工程及料边线流动CAE分析结果如图3所示,一边锁住不动,三边进料;同时坯料采用等腰梯形,不仅大大提升了材料利用率,而且优化了拉伸进料方式,改善了拉伸件品质。
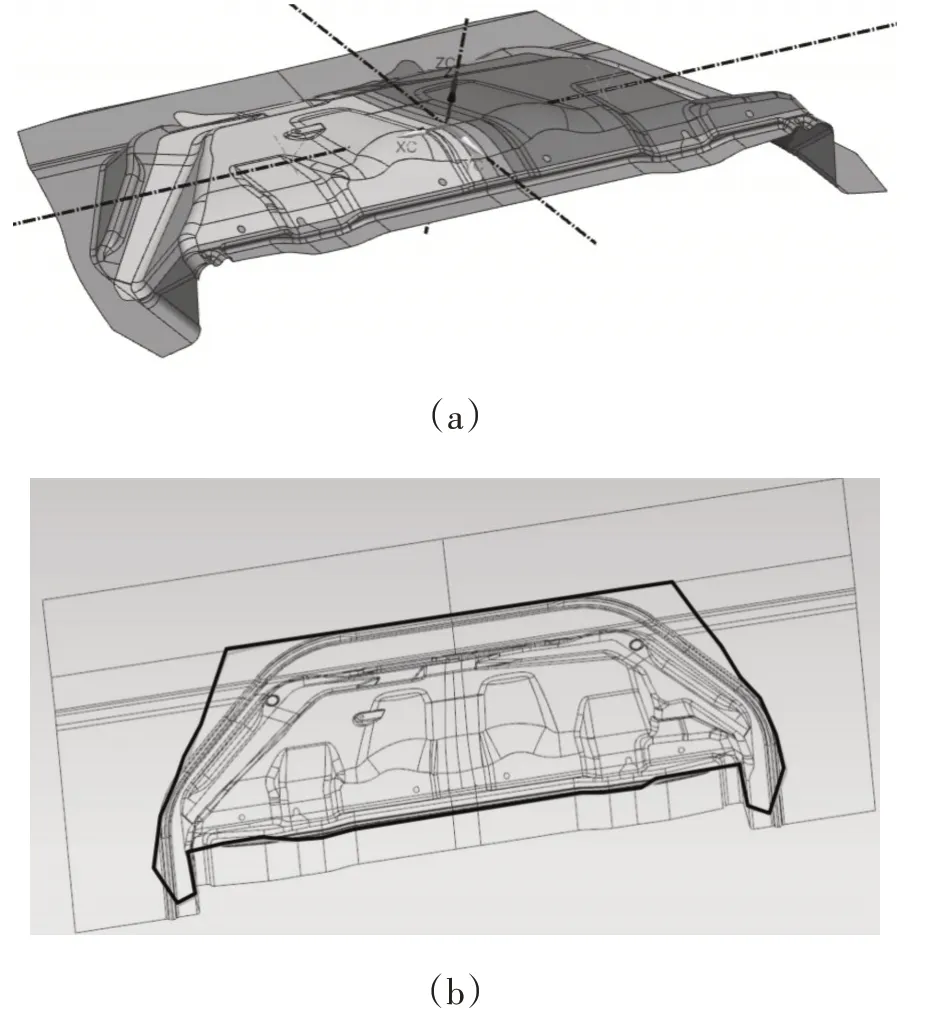
图3 拉伸模面工程及材料流入CAE分析结果
2 拉伸模结构
2.1 技术难点及解决方案
经理论验证(CAE分析),拉伸方案可行,需考虑如何去实现单边锁料,三边进料的拉伸模结构,结合图3和图4所示,可以发现,要想消除侧壁的工艺补充(废料),在一副拉伸模内将会出现两种拉伸深度,如何在一副拉伸模内实现两种拉伸深度,并且这两种拉伸深度具有相互关联性。
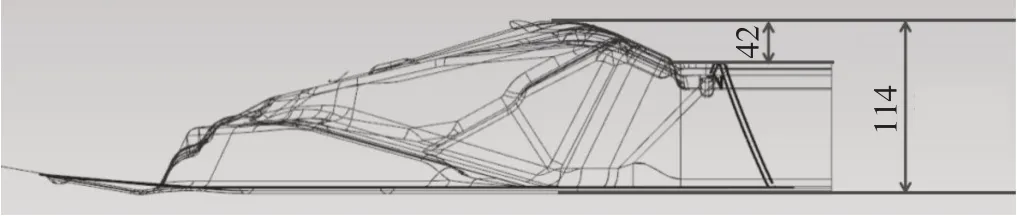
图4 拉伸模结构设计需实现两种拉伸深度
为解决上述问题,设计了上下模使用双辅助活动芯的拉伸模结构。然而,在结构设计过程中,又发现了新的难题——机床滑块抬起时辅助活动芯会把拉伸件压变形。所以,在最终模具结构设计上,又增加了支撑块气缸结构,以避免制件变形。
2.2 双活动芯结构
上下模双辅助活动芯结构,以弹气缸作为压力源,如图5所示。下活动芯1装配在下模座2上,与下模凸模3一起组成拉伸凸模,只是这部分设计在废料区上,所以,某种意义上来说下活动芯1也是压边圈的作用;模具初始,下活动芯1在弹气缸的作用下处于顶起状态,模具主体压边圈4在压机气垫作用下顶起。上活动芯5装配在上模座6内,与上模镶块共同组成凹模。
模具工作时,板料置于顶起的下活动芯1及压边圈4上;上模下行,上活动芯5首先与下活动芯1双作用压紧板料一边锁住板料不动;上模继续下行,上模压料面与压边圈压紧板料往下运动,下活动芯1运动42mm后与到底块接触保证固定不动,上活动芯5也保持不动,但其内部的氮气弹簧还可以继续压缩,所以不会与上模座发生干涉;上模压料面推动压边圈4继续下行,直至完成拉伸动作。整个过程中板料被上活动芯5和下活动芯1压住的一边不流动,其余三边材料向模具中心方向流入,上下双活动芯的设计,既强力锁住板料单边不流动,也保证了板料初始压紧状态不翘曲不变形,工艺设想得到了实现。
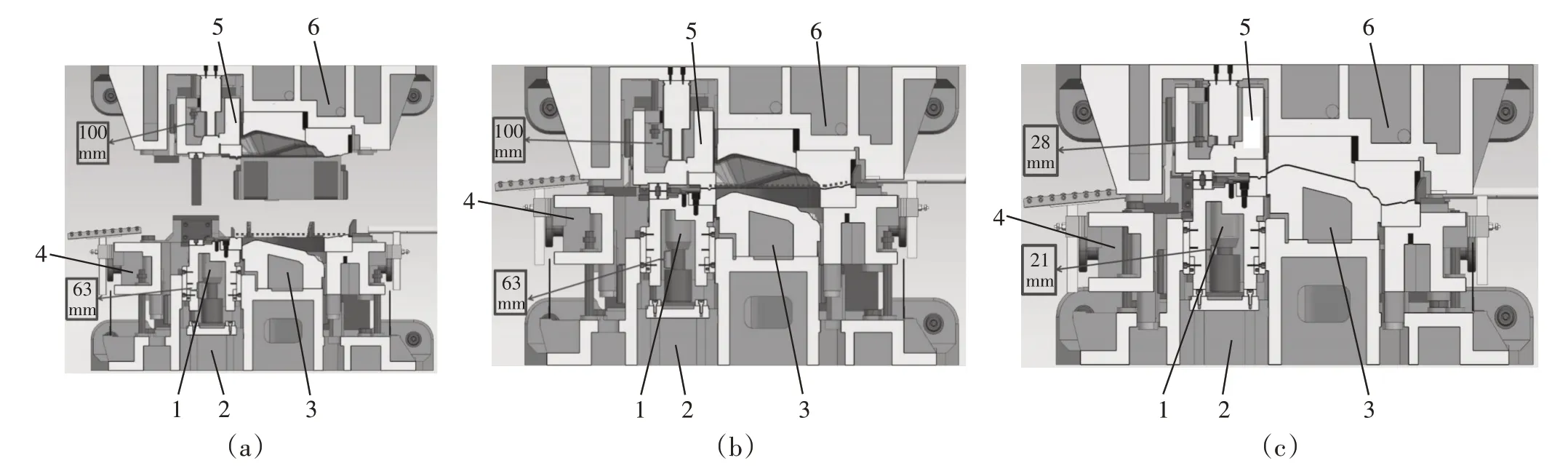
图5 拉伸模工作示意图
2.3 支撑块气缸结构
如图6所示,模具工作完成回程时,压边圈4向上顶起,上模活动芯5受弹气缸作用向下压制制件,为此在压边圈4上对应上活动芯5位置设计支撑块7,由运动气缸机构8驱动,气缸机构8与压机连接,由机床滑块的抬起时间控制其进气和出气状态。
压机滑块回程时,气缸8进气,驱动支撑块7进入,实现压边圈4和上活动芯5同步运动。
上模回程完成及模具拉伸工作时,气缸8出气支撑块7处于退出状态;为保证退出状态的可靠,上模设计强制拉回钩9,在上模下行及回程时强制作用于气缸机构8。
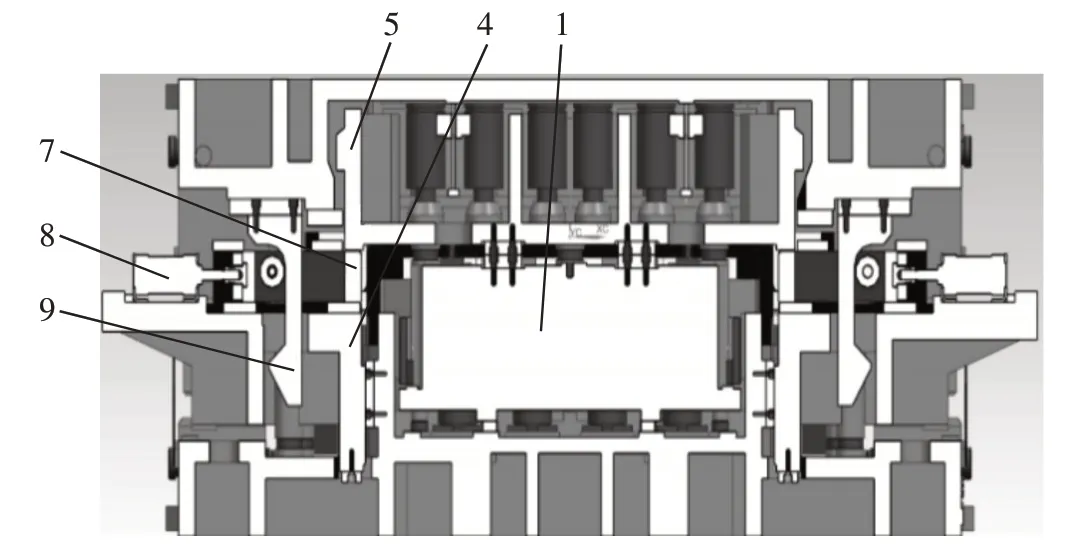
图6 支撑块气缸结构图
2.4 下模结构
下模平面布置如图7所示,由下模座、下模凸模、下活动芯及压边圈、支撑块气缸机构组成。
下模凸模及下活动芯共同组成拉伸凸模,下活动芯设计在废料区,起局部压料作用;下模凸模材料为MoCr铸铁,下活动芯镶块材料选用风冷钢7CrSiMnMoV。压边圈压料面三边布置,镶块材料设计Cr12MoV,淬火,并做表面TD处理。
2.5 上模结构
上模平面布置如图8所示,由模座、镶块、上活动芯及强制拉回钩组成。
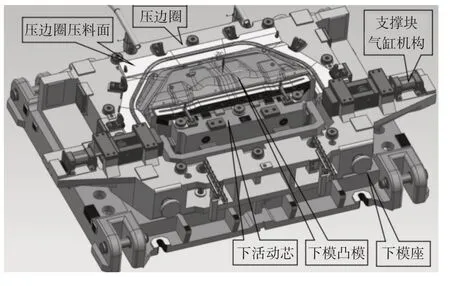
图7 下模平面结构图
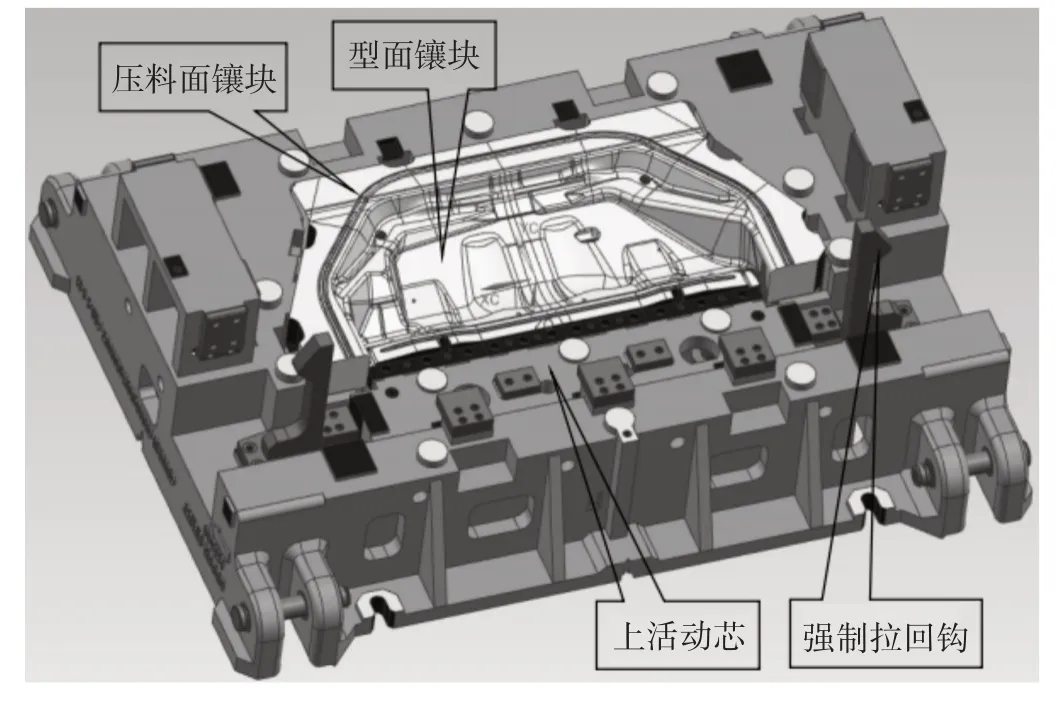
图8 上模平面结构图
上模镶块及上活动芯共同形成拉伸凹模;上模压料面镶块材料为Cr12MoV,淬火并做TD处理;型面镶块材料选用风冷钢7CrSiMnMoV;上活动芯设计在废料区,起局部压料作用,镶块材料选用风冷钢7CrSiMnMoV。
3 结束语
本拉伸模采用双活动芯压料三边进料方式,设计回程同步机构,结构新颖,稳定可靠,可为同行业类似工艺及结构提供借鉴。
