汽车涂装工艺夹具柔性应用探讨
2021-05-28
(上汽通用五菱汽车股份有限公司,柳州 545007)
0 引言
汽车涂装工艺夹具(简称涂装夹具)是指白车身在涂装工艺中,固定车身门盖(发动机舱盖、行李舱盖、前后侧门和油箱盖等),同时还要使车身门盖保持在一定的开度,以方便人工、机器人喷涂和涂胶作业,并保障涂装质量的一种工艺工装。涂装夹具跨越多工序生产线,使用环境复杂,安全和质量要求高。而且随着汽车涂装自动化的提高,内喷机器人和自动涂胶机器人的应用,涂装夹具还需要适用机器人自动开关门的需要。
对于汽车整车生产基地,涂装车间生产线需同时生产多款产品,有的多达十几款。而不同车型因为车身、门盖结构大小不同,铰链分布位置各异,均需要设计相匹配的涂装夹具,从而造成涂装夹具的种类多、数量大,出现装取工位夹具放置困难、员工识别困难、物流周转复杂以及车间管理难度大等问题。所以减少涂装夹具种类,提升柔性应用是车间急需解决的一个问题。
本文主要从涂装夹具种类、侧门电泳夹具柔性应用、侧门面漆夹具柔性应用、发动机舱盖面漆夹具(简称发盖夹具)柔性应用以及行李舱盖工艺夹具(简称尾门夹具)柔性应用等方面进行阐述。
1 涂装夹具种类
涂装夹具按所使用的工艺段,分为电泳夹具和面漆夹具。涂装夹具按在白车身所使用位置分为侧门夹具、发盖夹具、尾门夹具和加油小门夹具等。两者组合在一起,组合成一套典型的涂装夹具,包括前门电泳夹具、前侧门和后侧门面漆夹具(人工内喷线)、前侧门和后侧门定位夹具、前门和后门二级定位夹具(机器人内喷线)、前门和后门防碰夹具、侧门绑带、发盖托架夹具、发盖撑杆、发盖面漆夹具、尾门工艺夹具、尾门密封胶、面漆撑杆以及加油小门喷涂夹具等17种。
当然,还存在部分特殊使用的涂装夹具,如人工喷涂裙边胶所使用的挡板、贴黑膜所使用的定位工装等。这些仅为少量产品需要,不列入典型涂装夹具清单和减少目标[1]。
2 侧门电泳夹具柔性应用
2.1 技术要求
(1)在输送过程中固定侧门,防止侧门自开与输送设备干涉。
(2)在前处理和电泳工艺段为车身门盖提供足够大的开度,以便槽液快速充分流入流出白车身,使白车身清洗干净;减少磁场屏蔽,保障电泳膜厚和质量。一般侧门开度控制在80.0~150.0 mm。门开度偏小,车身清洗不充分,影响清洗效果,出现电泳质量问题;门开度偏大,车身宽度加大,影响车型在生产线的通过性[2]。
2.2 车身结构调查
经比对和调查,不同公司基本上借用侧门锁体区域结构或门框边结构作为设计基础。调查本司不同车型锁体区域结构(图1),侧围A处均采用M8螺母结构,而侧门处B值只有3种尺寸(12.0 mm、17.0 mm和24.0mm),这样就有了柔性设计应用侧门电泳夹具的基础。
2.3 侧门电泳夹具设计应用
侧门电泳夹具有螺栓固定型和弹性固定型2种,因无翻转前处理工艺,为装取简单,选取了弹性固定型。侧门电泳夹具安装如图2所示,前端采用相同的结构,后端尺寸为了降低侧门自开几率,匹配不同的车门尺寸。最初按照3种设计,但是发现匹配12.0 mm和17.0 mm的夹具,实际采用1种也是非常安全的(图3)。最后,设计了2种侧门电泳夹具,可以满足目前公司所有车型前门和后侧门电泳工艺需要,达到了减少夹具种类的目的。
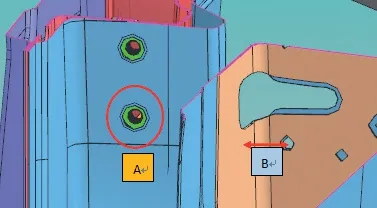
图1 车型锁体区域结构

图2 侧门电泳夹具图示
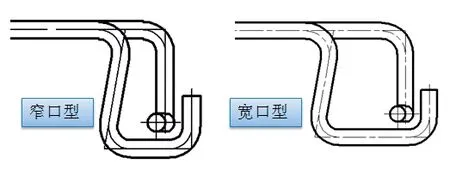
图3 电泳夹具尾部匹配对应车门结构
3 侧门面漆夹具柔性应用
3.1 侧门面漆夹具概况
侧门面漆夹具有转动型和限位型2种,两者的组成和优缺点详见表1。转动型夹具常用于人工喷涂和涂胶生产线,无法用于机器人开关门盖生产线,为此开发了限位型夹具。目前公司涂装车间既有人工喷涂和涂胶生产线,也有机器人内喷生产线,所以面漆夹具需同时考虑转动型和限位型夹具方案。为了减少夹具种类,在限位型夹具成熟后,取消转动型夹具,全部采用限位型夹具。
3.2 限位型技术要求
(1)车身在输送线运输过程中,确保四门在不受外力情况下自动打开。
(2)在涂胶面漆等操作段(含人工或机器人),为侧门提供一定开度,以防止门盖关闭时出现胶或面漆碰伤。
(3)控制四门与车身主体之间的开度,以提高车身与四门在静电喷涂过程中整体漆膜均匀性,减少四门边缘部位肥边,提升面漆感知。通常,四门与车身的开度控制在10.0~20.0 mm,门开度小于10.0 mm,容易出现碰伤问题;门开度大于20.0 mm,面漆仿形难度加大,容易肥边,影响感知。

表1 转动型和限位型夹具比较
(4)门打开至最大时,能稳定停住,方便人或机器人操作。
3.3 二级定位夹具设计应用
本夹具参照总装的侧门限位结构设计,在门打开至最大时,门能稳定停住,方便人或机器人操作;在门为关闭状态时,侧门在输送过程中不能自开。图4为二级定位夹具开关门应用截面图示,关门时使用夹具上的关门夹紧区,开门时使用夹具上的开门夹紧区,夹具的尺寸与关联的车身结构尺寸有密切关系。
为了柔性设计应用本夹具,调查测量了本司所生产的多款产品车身结构数据A、B、C、D值(图5),数据见表2。
从表2可知,A均为M8螺母,B值均为54.0 mm,这2个尺寸决定二级定位器夹具的安装可以统一。C值代表不同车型关门状态的尺寸,关联夹具关门夹紧区,所统计的20个数据在11.1~12.5 mm,有1.4 mm的波动,需要夹具关门夹紧区柔性1.4 mm以上。D值代表不同车型开门至最大角度时的尺寸,关联夹具开门夹紧区,所统计的20个数据在89.3~124.1 mm,有34.8 mm的波动,需要夹具关门夹紧区柔性35.0 mm以上。
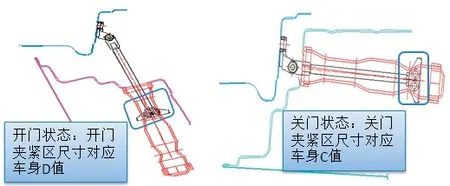
图4 二级定位夹具开关门应用截面图示

图5 车身结构数据A、B、C、D值图示

表2 多款产品车身结构数据测量值
为此,本司设计了一种新二级定位夹具(图6),设计对应夹具开门夹紧区和关门夹紧区尺寸。之后在极端车型上进行模拟分析,可行,最后在不同实车试装验证,完全可行。
3.4 防碰夹具应用
防碰块夹具一般安装在B柱或C柱,主要是把门撑开10.0~20.0 mm,防止侧门碰伤侧围。为了柔性,设计了一款通用型防碰夹具(图7),可用于所有车型。
4 发盖面漆夹具柔性应用
涂装工艺过程中,需要把发盖举起和放下,此时,发盖是洁净的,或喷有油漆,或有涂胶。人员不能直接接触发盖,所以需要设计发盖面漆夹具,用于解决以上冲突。从受力分析,为了举盖省力,夹具应该设计垂直转动轴且与发盖质点共面。再考虑安装夹具需要螺母或方孔等结构,只有安装了发盖锁体区域的车身结构满足以上条件。对比不同的车型,发盖锁体区域车身结构大致有两种情况[3]。
第一种为锁体通过螺栓固定在发盖内板上(图8),内板上有2个螺母孔和定位孔,发盖面漆夹具借用此结构设计。而且对于以后所有新产品,如果设计部门定义发盖锁采用同一把,则在产品设计工艺评审阶段,要求锁体对应的车身结构与之前的产品一样。这样发盖面漆夹具也能用于此产品,从而减少夹具种类。
第二种为发盖锁体安装在前车体区域,发盖内板区域有”U”型锁扣杆(图9),发盖面漆夹具借用此结构设计。而且对于以后所有新产品,在产品设计工艺评审阶段,如采用”U”型锁扣杆结构,则要求设计部门把”U”型锁扣杆尺寸做成一致,就能沿用现有发盖面漆夹具,从而减少夹具种类。
综上,设计了2种发盖面漆夹具,能用于95%以上的产品,减少了夹具种类。

图6 新柔性二级定位夹具图示

图7 柔性防碰夹具图示
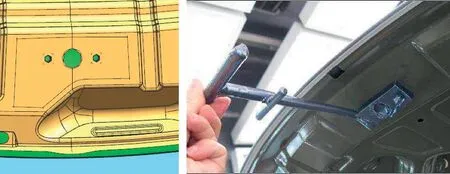
图8 螺栓型发盖面漆夹具与对应的车身结构图示
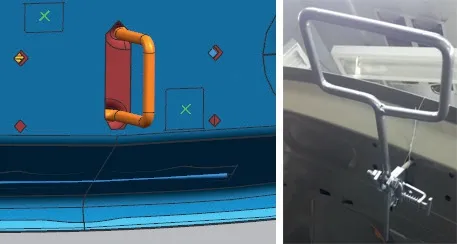
图9 ”U”型锁扣杆和发盖面漆夹具图示
5 尾门工艺夹具柔性应用
对于尾门工艺夹具,借用安装尾门锁区域车身结构来设计和安装。对比不同的车型,尾门锁体区域车身结构大致有2种情况,按照对应的产品结构,设计了2种对应的工艺夹具(图10)。同时,在新产品设计工艺评审阶段,仔细评审数模结构,模拟装配现有工艺夹具,确保工艺夹具能用于新产品。
综上,设计了2种尾盖工艺夹具,能用于95%以上的产品,减少了夹具种类。

图10 两种尾门工艺夹具图示
6 结束语
从上可知,侧门电泳夹具、侧门面漆夹具、发盖面漆夹具和尾门工艺夹具4类共8种柔性夹具可以应用于绝大多数产品。前期在机器人内喷线使用,效果很好,再推广到了所有人工内喷线。再者侧门绑带本来就适用于所有车型。所以涂装线所生产的多款产品,在17种典型涂装工艺夹具中,12种夹具可选用以上8种柔性夹具代替。
由于不需要开发匹配的涂装夹具,从而大幅减少了夹具的种类,生产线放置、员工识别、物流周转以及车间管理等也都有较大提升。而且,对于生产线新投入的产品,也可适用。新涂装夹具开发数量的大幅减少,节约了成本,提升了效率。