浅谈电泳缩孔问题的分析与解决经验
2019-11-22秦学谦贾帅锋李琦
秦学谦,贾帅锋,李琦
浅谈电泳缩孔问题的分析与解决经验
秦学谦,贾帅锋,李琦
(奇瑞汽车河南有限公司,河南 开封 475000)
从涂装前处理、电泳工艺生产过程分析,调查、确认车身形成大面积电泳漆膜缩孔缺陷的要因,对导致电泳漆膜产生缩孔缺陷的污染源头进行排查、试验,并根据验证结论制定相应解决方案。
涂装;电泳漆膜;缩孔
引言
涂装工艺主要起到车身防腐、密封和装饰的作用,前处理、电泳工艺是整个涂装过程较重要的工序,电泳漆膜的优劣对车身防腐质量有很大的影响,现针对电泳车身出现的电泳缩孔缺陷排查、分析并制定解决方案。
1 电泳车身缩孔缺陷描述
观察车身在湿电泳漆膜上无法看到,当烘干后电泳漆膜表面出现火山口状的凹坑,直径在0.5-3.0 mm之间,其主要原因为电泳湿膜中或表面有硅酮、油污、与电泳涂料不相溶的物质等,成为陷穴中心,使烘干时电泳漆膜的流平能力不均衡,所产生的涂膜缺陷。
观察涂装电泳储存线体电泳车身缩孔状态,以大面积缩孔群的形式出现,车身平面与立面均有分布(图1),严重影响电泳车身的防腐性能和漆膜外观,需在电泳打磨工位将车身表面缩孔缺陷处理至平整、无触感,为降低电泳缩孔缺陷对生产效率和车身质量造成的影响,需尽快排查出电泳车身缩孔缺陷产生的原因并加以整改。

图1
2 电泳缩孔问题的原因分析
2.1 工艺参数符合性排查
涂装前处理、电泳工艺流程为:

图2
按照涂装前处理、电泳工艺流程,对主要工艺参数进行排查,主脱脂、预脱脂工序工艺参数主要保证车身除油能力,磷化工艺参数主要保证生成致密磷化膜,为形成良好的电泳漆膜做准备,电泳工艺参数保证电泳漆膜状态均匀、完整、无缺陷;具体参数见表1。
表1 前处理、电泳主要工艺参数排查

结论:通过对各项工艺参数化验、确认,各项参数实际值均在工艺范围内,查看车身表面有大量缩孔,可排除前处理、电泳实际工艺参数不符合工艺标准导致电泳缩孔。
2.2 白车身污染源排查
冲压、焊装车间生产过程中会对白车身使用各种油品,白车身油污残留、清洗不净易产生电泳缩孔,因此现场采用涂装各类祛污材料对白车身表面处理,进行以下方法进行排查(验证过程见表2):
表2 白车身状态验证

结论:通过上表排查、验证,使用各种祛污材料去除白车身表面油脂、脏污,电泳后车身仍存在大量缩孔,所以排除白车身油污影响。
2.3 电泳烘干环境排查
停产期间设备人员对烘干炉内输送设备添加各种高温油品进行保养、维护,造成烘干炉内部环境受到污染,从而引起缩孔问题,针对电泳烘干过程进行以下排查、验证:

图3
图4
在电泳车身进烘干炉之前对5台电泳湿膜车身使用铝箔进行包裹(图3),与烘干炉内环境隔绝,车身烘干后查看包裹位置缩孔状态,电泳车身仍存在大量缩孔(图4)。
结论:通过铝箔包裹车身验证,包裹位置与未包裹位置均有大量缩孔,所以排除烘干炉受到污染影响。
2.4 电泳原材料、滤材污染源排查
现场对电泳漆液、滤材取样,利用磷化试板在试验室内电泳制板验证,查看电泳板缩孔状态:
(1)取电泳原材料(乳液与色浆),按照色浆与乳液1 : 5的重量比,补加纯水配置10L槽液,熟化48小时后,做磷化试板电泳验证,烘烤后查看试板电泳缩孔状态,试板表面无缩孔缺陷。
(2)取现场电泳槽内5L电泳液(经过滤器滤袋循环过滤),做磷化试板电泳验证,烘烤后查看试板电泳缩孔状态,存在大量电泳缩孔缺陷。
(3)取现场电泳槽内5L电泳液,使用现场新电泳过滤袋对电泳液进行过滤后,磷化试板电泳验证,烘烤后存在大量电泳缩孔缺陷。
(4)取a中新配置5L电泳液,使用现场电泳过滤袋进行过滤,做磷化试板电泳验证,烘烤后存在大量电泳缩孔缺陷。
(5)取现场电泳槽内5L电泳液,使用重新采购的新批次电泳滤袋对现场电泳液进行过滤,做磷化试板电泳验证,电泳缩孔状态对比b中试板状态电泳缩孔数量明显减少。
(6)利用a中新配置电泳液,使用新批次电泳滤袋对新配置槽液进行过滤,做磷化试板电泳验证无电泳缩孔。试验过程见表3:
表3 电泳原材料、滤材排查

结论:对电泳原材料与滤材试验排查、验证,最终确定缩孔缺陷为电泳滤材在生产或运输过程被污染,现场电泳槽液又使用被污染的电泳滤材导致车身缩孔,电泳滤材是形成电泳缩孔的主要污染源,图5为使用现用污染滤袋过滤电泳漆后的试板状态。
图5
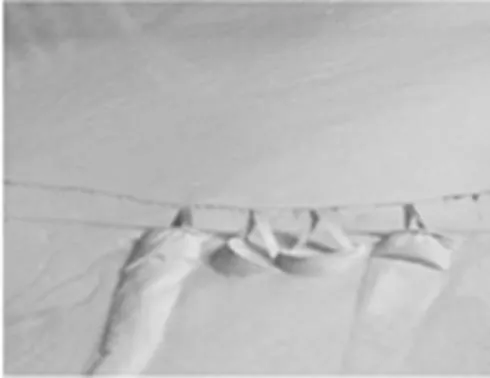
图6
3 解决方案制定与实施
(1)现场立即停止使用引起槽液污染的电泳过滤袋,电泳过滤罐内更换为采购的新批次电泳过滤袋,并把现场所有的问题滤袋进行封存,严禁使用。
(2)将新批次电泳过滤袋固定在电泳主槽与副槽中间,利用电泳液循环流动,增加过滤、吸附电泳槽内污染物的能力,逐步减少电泳槽污染物含量,改善车身表面电泳缩孔缺陷(图6)。
(3)污染电泳漆液置换试验:通过用新电泳漆对污染电泳漆置换,现场取2L电泳槽液,分别取出200ml、400ml、600ml电泳漆,然后补入相应容积的新电泳漆进行置换,电泳制板查看缩孔数量逐步减少。试验结果见表4。
表4 电泳槽液置换试验

通过试验证明电泳槽内污染物可通过逐步更新槽液减少,制定停产电泳倒槽实施方案,更新、置换污染槽液,降低缩孔数量。
(4)针对缩孔状态对接电泳漆供应商从电泳原材料方面制定解决方案,使用电泳漆供应商提供的抗缩孔药剂(图7),改善电泳漆膜流平不均问题,减少电泳缩孔缺陷形成。通过试验室电泳制板试验,效果同比现有缩孔状态有明显改善(图8)。
图7
图8
按照抗缩孔药剂产品说明,向电泳槽内按照0.05%的比例向电泳槽液中添加抗缩孔药剂并循环4个小时后,查看电泳车身缩孔明显好转,问题已得到控制。
4 结语
经过对涂装前处理、电泳整个工艺流程排查和试验验证,最终确定电泳滤材受到污染是导致电泳车身缩孔的要因,通过更换新批次电泳过滤袋并增加槽液过滤,倒槽置换新电泳槽液,使用抗缩孔药剂改善电泳漆膜状态,有效控制电泳缩孔问题,降低电泳车身打磨返修的同时提高了生产效率和车身防腐性能。
[1] 王锡春.漆膜缩孔缺陷及其防治[J]汽车工艺与材料,2001,(6)2-5.
[2] 符苏俊.牛力超.高广亮.章军.解决电泳漆膜缩孔问题的方法-汽车工艺与材料,2015(3).
A brief talk on the Analysis and solution of the problem of Electrophorestic shrinkage
Qin Xueqian, Jia Shuaifeng, Li Qi
( Qirui Automobile Henan Co., Ltd., Henan Kaifeng 475000 )
Based on the analysis of pretreatment and electrophoretic production process, the causes of shrinkage defect of electrophoretic paint film on automobile body were investigated and confirmed. The pollution sources causing shrinkage defect of electrophoretic paint film were investigated and tested, and the corresponding solutions were worked out according to the verification conclusions.
Painting; Electrophoretic paint film; Shrinkage cavity
B
1671-7988(2019)21-193-03
U445
B
1671-7988(2019)21-193-03
秦学谦,就职于奇瑞汽车河南有限公司。
10.16638/j.cnki.1671-7988.2019.21.069
CLC NO.:U445
