球扁钢等离子切割起弧位置偏移研究
2021-05-27唐兴华
唐兴华
上海中船临港船舶装备有限公司 上海 200032
1 序言
现代船舶建造越来越多地使用各种型材,船用型材的使用量在船体全部钢材用量中占有相当大的比例。切割作为重要的型材加工手段,是现代船舶建造过程中基础且非常重要的工序。
船用型材主要包括等边角钢、不等边角钢、球扁钢、T形钢和H形钢。由于船舶设计时主船体多选用与相连接板材相同厚度与材质的球扁钢作骨材,因此随着我国造船业的迅猛发展,船用球扁钢需求旺盛,占船用型材总需求量的一半左右。
因为球扁钢工件轮廓复杂且切割加工精度要求高,所以对其切割设备也提出了非常高的要求。由于传统火焰切割变形大、切割精度低;激光切割设备费用高,只能切割中小厚度的型材;等离子切割具有切割速度快、切割面比较光洁、切割精度高等显著特点,因此等离子切割越来越广泛地应用于船用球扁钢的切割[1-3]。
目前,船用球扁钢等离子切割多采用智能机器人等离子切割设备进行加工,应用干式氧等离子切割[3],其具有切割速度快、切割表面质量高、变形小及热影响区小等优点,能够满足球扁钢轮廓复杂、对精度较高的切割要求。典型的船用球扁钢智能机器人等离子切割如图1所示。等离子切割球扁钢如图2所示。
影响等离子切割质量的主要工艺参数较多,其中喷嘴高度是一个非常重要的工艺参数[1]。等离子切割时,对喷嘴高度有一定的要求。在球扁钢切割时,由于球扁钢的球顶面与腹板间存在一定的圆角,起弧位置控制难度高,稍不注意极容易因为喷嘴高度过高而导致无法起弧。因此,必须严格控制等离子弧的起弧位置。

图1 智能机器人等离子切割

图2 等离子切割球扁钢
为了避免等离子无法起弧,通过创建球扁钢截面和等离子切割起弧位置偏移的数学模型,试图分析不同型号球扁钢等离子切割起弧位置的坐标和偏移量,建立了球扁钢型号和等离子切割起弧位置偏移量的曲线拟合关系式,从而提高船用球扁钢等离子切割起弧成功率。
2 切割起弧位置偏移要求
球扁钢等离子切割的割枪与球扁钢表面保持一定的距离,由于割枪外置,所以它的整体冷却效果要比接触式切割好,喷嘴使用寿命也会得到相应延长。
球扁钢等离子切割通常先切割球头部分,再切割腹板部分。精细等离子电源产生的等离子弧喷嘴至球扁钢的距离H一般在3~6mm(见图3)[1,4]。若喷嘴到球扁钢表面的距离过大,则容易造成起弧失败,无法完成正常切割工作。

图3 等离子起弧位置和偏移
在球扁钢等离子切割前,等离子割枪的喷嘴先移动至垂直于球头顶面的某个位置,该位置距离球头顶面圆弧的距离应控制在3~6mm。由于球扁钢球头顶面与腹板之间存在一段圆角,等离子割枪和喷嘴向球扁钢腹板靠近移动时,喷嘴到球扁钢球顶面的距离也是变化的。当等离子割枪和喷嘴跨过球顶面和腹板相交的圆弧面后,喷嘴到球扁钢表面的距离不再变化。
等离子喷嘴起弧位置点的坐标和球扁钢球顶面的最高点存在一定的偏移量Δ,分析研究该偏移量有助于分析等离子弧起弧位置的准确定位。
3 起弧位置偏移模型
在球扁钢等离子切割前,割枪和喷嘴先移至距球扁钢球顶面有一定高度的位置,准备起弧[5]。该高度必须在等离子切割的合理起弧高度范围内,且直接关系到起弧成功与否。
以球扁钢宽度方向和高度方向的交点为坐标原点O,以宽度方向为横坐标x轴,以高度方向为纵坐标y轴,建立球扁钢等离子切割起弧位置的模型,如图4所示。图4中,A点为球扁钢球顶面圆弧段的起始点,B点为球扁钢球顶面圆弧段的终止点,C点为球顶面圆弧段的圆心,r1为圆弧段半径,h为球扁钢高度,P为等离子割枪喷嘴点,Q为喷嘴点延长线与圆弧段的交点。
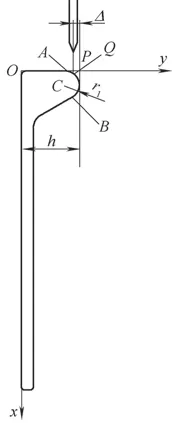
图4 球扁钢等离子切割起弧位置模型
圆弧段AB的方程为

分析表1中的数据,得出如下规律:
1)随着球扁钢型号和公称尺寸的增加,等离子切割起弧位置点的纵坐标y值也随之增加。
2)对于不同型号,球扁钢宽度相同时,虽然等离子切割起弧位置点的纵坐标y值不同,但是起弧位置偏移量Δ相同。在球扁钢宽度相同的前提下,球扁钢高度增加时,等离子切割起弧点位置的纵坐标也增加,起弧点到球扁钢高度最高点(球顶面顶点)的纵向高度保持固定值。
3)随着球扁钢型号和公称尺寸的增加,等离子切割起弧位置偏移量Δ也随之增加。

表1 球扁钢等离子切割起弧位置纵坐标和偏移量
4 起弧位置偏移量曲线拟合
得出等离子切割起弧位置点和起弧位置偏移量的公式以及数据后,为了更好地揭示球扁钢型号和等离子起弧位置偏移量的数学关系,以球扁钢的宽度尺寸为横坐标,以球扁钢宽度尺寸相对应的起弧位置偏移量为纵坐标,利用表1的数据,建立球扁钢型号与起弧位置偏移量的曲线关系,如图5所示。
在满足曲线拟合精度的前提下,用二次方程去拟合球扁钢型号与等离子切割起弧位置偏移量的曲线,得出球扁钢型号宽度尺寸x和等离子切割起弧位置偏移量Δ的表达式

根据式(4),可以实现球扁钢等离子切割起弧位置点的精确控制,保证等离子喷嘴到球扁钢球顶面的距离,提高起弧的成功率。

图5 球扁钢型号与起弧位置偏移量的曲线关系
5 结束语
由于球扁钢轮廓复杂,尤其对于大型号的球扁钢,所以等离子切割起弧成功有较大难度。分析了球扁钢等离子切割对起弧位置的要求,提出了起弧位置偏移量,创建了球扁钢截面和等离子弧起弧位置偏移模型,分析了不同型号球扁钢等离子起弧位置的坐标和偏移量,建立了球扁钢型号与等离子起弧位置偏移量的曲线拟合关系式。
等离子切割起弧位置偏移量Δ的具体数值为一定范围,其与球扁钢的型号和公称尺寸有关。在实际切割加工过程中,可参照表1结果,针对不同球扁钢选取合适的偏移量,以提高等离子切割起弧成功率,从而提高切割质量。上述分析过程和结果为球扁钢等离子切割起弧位置的精确控制提供了重要指导。
