金属/金刚石复合磨料在树脂磨具中的应用
2021-05-25刘恒源徐三魁韩志静邹文俊
刘恒源, 徐三魁, 韩志静, 韩 平, 邹文俊
( 河南工业大学 材料科学与工程学院, 郑州 450001)
随着我国铁路技术的不断发展与快速进步,作为铁路系统核心部件的钢轨所承受的运行负载也日益加重。在钢轨服役过程中,轨面在高速、重载车轮的长期滚压作用下,形成了波纹、接触疲劳、边部压溃等表面损伤,这将影响铁路的运行平顺性及安全性[1-4]。
钢轨磨削是减少和消除钢轨表面缺陷、提高现有钢轨寿命的一种实用、经济的维修技术[5-7]。目前使用的磨具主要是进口树脂砂轮,由酚醛树脂和锆刚玉通过热压固化制备,具有自锐性好、强度高、承受载荷大等优点。但是其具有2方面的不足:(1)磨具长时间工作后易软化发黏,对磨料的把持力降低,导致磨削效率下降、砂轮寿命缩短;(2)打磨过程中易造成钢轨表面发蓝、烧伤等现象,影响钢轨的固有性能。
为解决此问题,研究者把超硬磨料应用到了磨具中。仲怀民等[8]发明了一种金属树脂复合材料砂轮,将钎焊cBN烧结块间隔、均匀、竖直地插入到树脂结合剂锆刚玉磨料中,使磨具在工作时能够产生较少的磨削热,保持较好的锋利度,提高钢轨材料去除效率,减轻钢轨烧伤发蓝的现象。以其修磨后的钢轨表面粗糙度更低、质量更好。但长时间工作时钎焊cBN烧结块容易脱落。武志斌等[9-13]研究了以铜基合金(Cu-Sn-Ti)、银基、Ni-Cr合金等作为活性钎焊料,制备具有高温性能的单层钎焊超硬磨料砂轮及多层钎焊新型超硬磨料的磨具。与传统的电镀超硬砂轮及普磨砂轮相比,新型磨具对金刚石的把持力更高,磨削效率也更高,但在使用过程中,单层钎焊层的超硬磨料易脱落,多层钎焊料的金刚石出刃不高。且金属钎焊料自锐性差,金刚石不能完全发挥作用。
在本研究中,将金属结合剂与金刚石制备的复合磨料添加在树脂磨具中,使磨具既具备超硬材料的锋利度和耐磨性,又兼顾金属材料的韧性和树脂材料的自锐性,以期解决加工过程中遇到的工件易烧伤、磨削效率低等问题。通过添加不同超硬复合磨料后检测磨具的抗弯强度、抗冲击强度、磨耗比和钢轨对磨件的表面质量,研究不同超硬复合磨料及其添加量对磨削效果的影响。
1 试验原料与方法
1.1 试验主要原料与仪器
本研究所用的主要原材料如表1所示,所用主要仪器如表2所示。

表1 主要原材料及规格
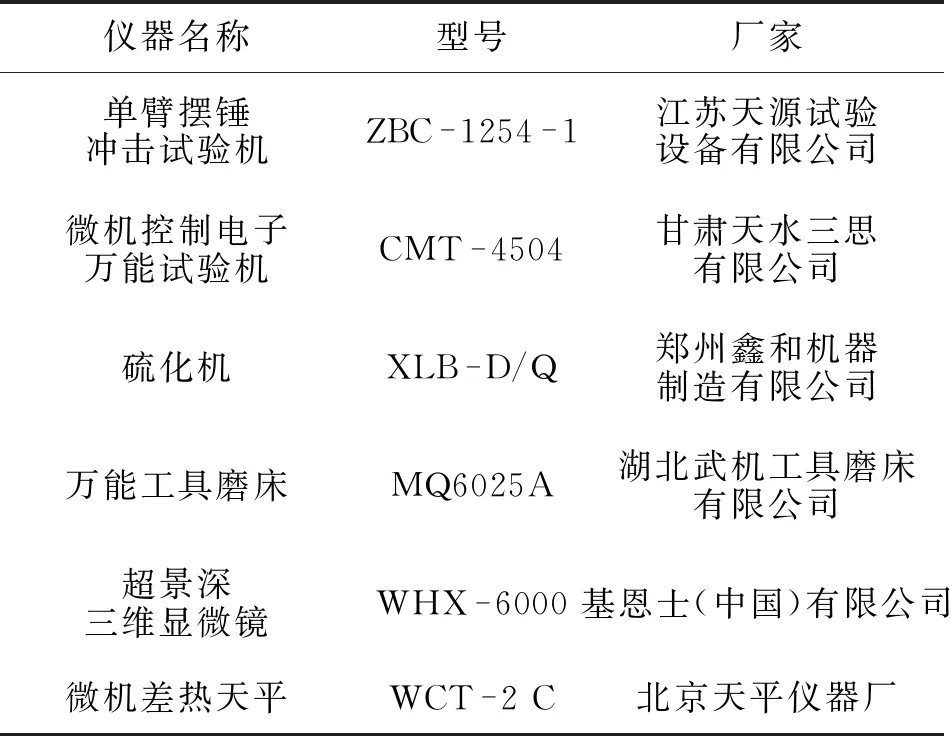
表2 试验主要仪器
1.2 复合磨料基础配方及制备工艺
树脂磨具及复合磨料的基础配方如表3所示。以磨料质量为100 g,其他组分以此为基础进行匹配。
金刚石/金属复合磨料的制备是利用粉末烧结原理,将金刚石磨料、铁基金属结合剂和润湿剂按照质量比为1∶3∶0.05的比例混合均匀后,经过高温压坯和无压烧结处理后成型,或者直接用热压压制、热挤压成型。热压烧结工艺为在720 ℃时保温6 min;无压烧结为在氮气保护、720 ℃的情况下保温320 min。烧制而成的金刚石/金属复合结块经造粒和过筛之后得到所需要的金刚石/金属复合磨料。

表3 树脂磨具及复合磨料的基础配方
1.3 制备工艺与流程
按照表3的配方制备80 mm×10 mm×20 mm的磨具样条。超硬复合磨料分别为用有机润湿剂以无压烧结制备的复合磨料(A)、用无机润湿剂以无压烧结制备的复合磨料(B)和热压烧结制备的块状复合磨料(C)等3类。制备添加磨料质量分数为5%的树脂磨具及不添加复合磨料而加入对应质量分数的金刚石和铁基金属粉(O)的4种树脂磨具。树脂磨具固化曲线如图1所示。
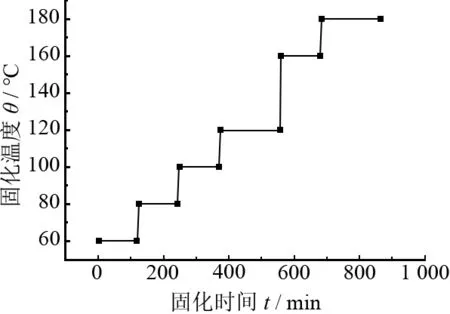
图1 树脂磨具的固化曲线
1.4 性能测试及表征
采用三点弯曲法测定磨具样条的抗弯强度,采用摆锤冲击法测定其冲击强度,采用对磨法测其磨耗比,用超景深三维显微镜检测磨具样条及对磨工件的表面质量。
2 结果与讨论
2.1 不同复合磨料对树脂磨具力学性能的影响
把不同类型、相同质量的复合磨料,与酚醛树脂、锆刚玉、棕刚玉混合后制备10 mm×10 mm×50 mm的试验样条,对机械性能进行表征,其结果如图2所示。

(a) 抗弯强度Bending resistance(b) 抗冲击强度Impact resistance图2 复合磨料对树脂磨具机械性能的影响Fig. 2 Effect of composite abrasives on mechanical performanceof resin abrasives
由图2可知:超硬磨料与金属结合剂造粒后,磨具样条的机械性能相比于样条O的机械性能显著提高。以无机润湿剂制备的复合磨料(B)的提升最为显著,分别为抗弯强度提高50%、抗冲击强度提高近2倍;以热压烧结制备工艺制备的块状复合磨料(C)对磨具的性能提升相对较小。这主要是因为热压烧结的复合磨料为块状结构,磨料细条表面光滑,以无压烧结工艺制备的复合磨料表面粗糙,烧结后的金属层表面凹凸不平,投放在磨具中可以与周围磨料及树脂结合剂镶嵌在一起,结合强度更大,因此对应样品的机械性能更好。
2.2 摩擦磨损试验分析
磨损量是衡量材料耐磨性、控制产品质量和研究摩擦磨损机理的重要指标。根据对磨件钢轨与试样对磨前后质量变化的比值来计算磨耗比,并以此来衡量添加复合磨料与不添加复合磨料的树脂磨具的耐用性及锋利度。试验分别制备了4种规格为80 mm×10 mm×20 mm的树脂磨具并在磨削前开刃,以达到相同的磨削效果。对每次磨削后的磨具及对磨件钢轨进行清洁并称量。磨削试验数据分析如表4所示。
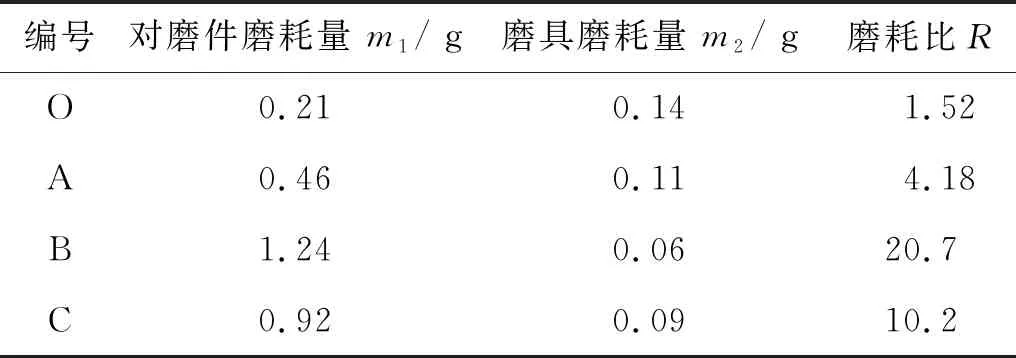
表4 磨削试验数据分析
由表4可知:不做处理的金刚石和铁基金属粉(O)直接添加在树脂磨具中时,磨具的消耗相对较大、磨耗比较小,即磨具表现为不耐磨。金刚石/金属复合后添加在树脂磨具中可显著提高其磨耗比,其中添加无机润湿剂、无压烧结制备的复合磨料(B)对应的磨耗比最高,为20.7,比O磨料对应的磨耗比提高约12.6倍;热压烧结制备的复合磨料(C)对应的磨耗比高于添加有机润湿剂、无压烧结制备的复合磨料(A)对应的,低于B磨料对应的磨耗比。
综上分析,几种超硬复合磨料的加入均可有效提高树脂磨具的耐磨性,复合磨料的添加有效提高了树脂磨具的寿命,其中以无机润湿剂润湿制备的复合磨料(B)的效果最佳。
2.3 磨具表面分析
磨削后,将磨具放在显微镜下分析其表面的情况,结果分别如图3所示。
由图3a可看出:把相同比例的金刚石和金属结合剂不造粒直接添加在磨具中,会出现金刚石脱落(图中红圈所示为金刚石脱落后的凹坑)。
从图3b中可发现:部分金刚石出刃,周围被金属结合剂包裹,但与金属层有缝隙。这与有机润湿剂润湿的复合磨料A中的金属层与金刚石磨料的结合强度有关。参与磨削部分的金刚石磨料基本出刃,使金刚石能够起到磨削作用。
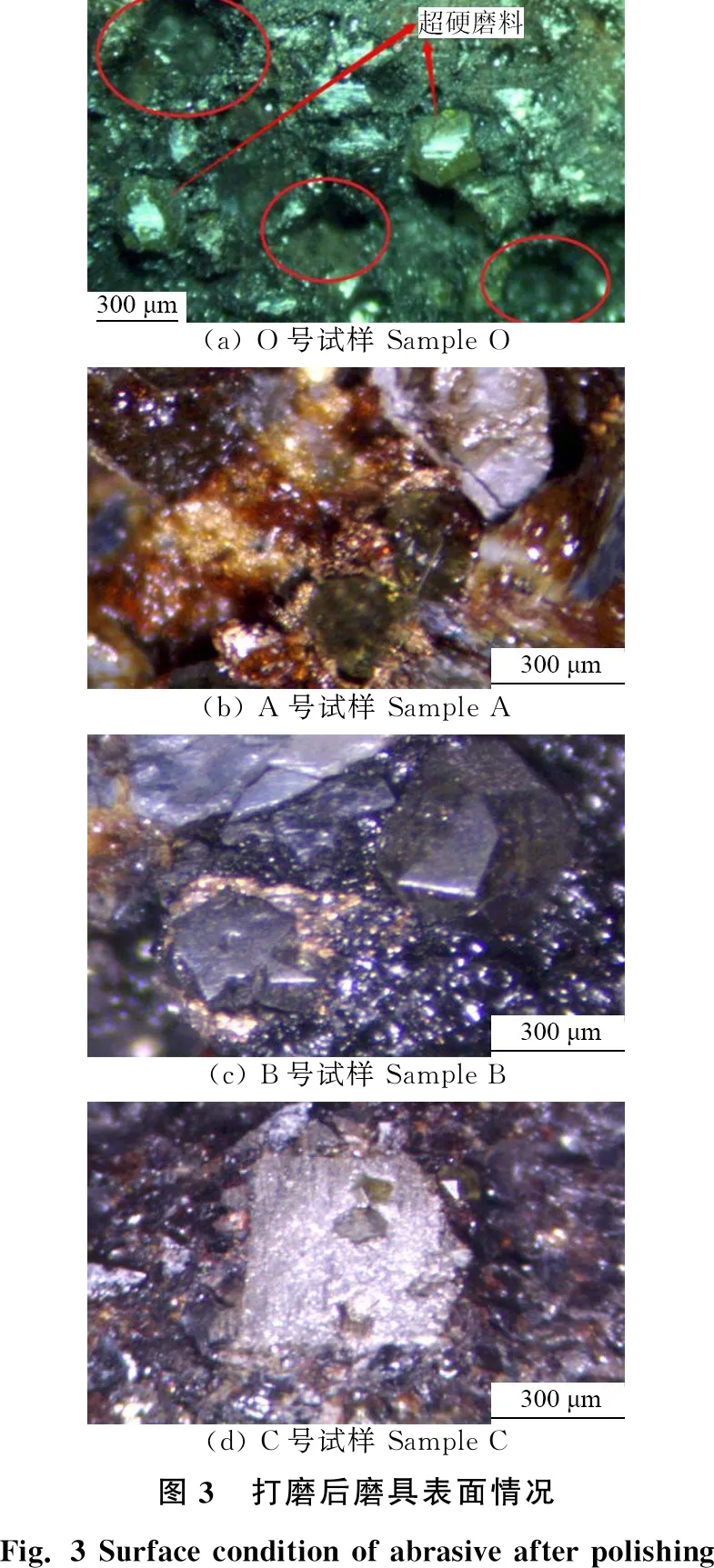
(a) O号试样 Sample O(b) A号试样 Sample A(c) B号试样 Sample B(d) C号试样 Sample C图3 打磨后磨具表面情况Fig. 3 Surface condition of abrasive after polishing
由图3c可看出:金刚石周围被金属结合剂包裹,且出刃高度适中,使复合磨料B很好地参与磨削且不易脱落;复合磨料与周围的磨料及树脂结合剂结合完好,不存在空隙和裂缝。在打磨过程中,突出的复合磨料被金属结合剂包裹,包裹层具有一定的硬脆性、容易被冲击磨损,金刚石易出刃。因此磨具的磨削性能更好。
从图3d中可以看出:热压烧结工艺制备的复合磨料C与周围的磨料和结合剂紧密结合,磨削后复合磨料周围没有松动及缝隙;但是其出刃情况不如复合磨料B的。结合表4给出的磨耗比数据,再次验证了此磨具的磨耗比优于以对照磨料O和复合磨料A制备的磨具的磨耗比,但低于以复合磨料B制备的磨具的磨耗比。
2.4 工件表面质量分析
采用不同复合磨料制备的树脂磨具在相同试验条件下打磨钢轨,然后在显微镜下观察分析钢轨的被磨削表面,得到如图4所示的钢轨表面情况。
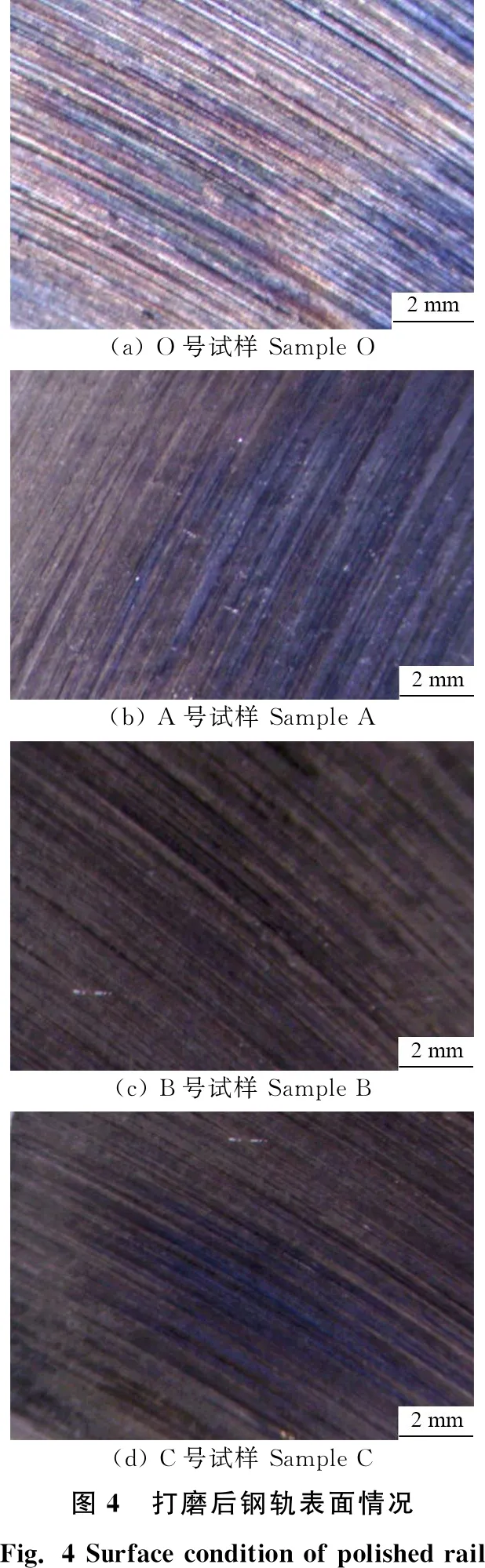
(a) O号试样 Sample O(b) A号试样 Sample A(c) B号试样 Sample B(d) C号试样 Sample C图4 打磨后钢轨表面情况Fig. 4 Surface condition of polished rail
由图4a可知:将金属结合剂和金刚石直接投放在磨具中,打磨后工件局部烧伤严重。主要原因在于磨具中金刚石严重脱落,没有很好地起到磨削作用。
由图4b~图4d可知:加入复合磨料后工件局部烧伤明显减少。原因在于超硬材料以复合磨料的形式加入,磨具对复合磨料的把持力更大,磨削时超硬磨料能够出刃,锋利度高。同时复合磨料的金属层不仅起到把持的作用,还能够把磨削热及时传导到外界,从而减少工件及磨具的烧伤情况,改善工件的表面质量。其中,图4c所示的工件仅有轻微的局部烧伤,情况比图4b、图4d所示的工件的情况更好,可知无机润湿剂、无压烧结制备的复合磨料B在使用过程中的效果最好。
3 结论
(1)超硬磨料与金属结合剂造粒后,以其制备的磨具的机械性能更高。无压烧结工艺比热压烧结工艺更优越,添加无机润湿剂比添加有机润湿剂更好。添加无机润湿剂、以无压烧结工艺制备的复合磨料表现出最佳机械性能,以其制备的磨具具有最高的抗弯强度(提高50%)和抗冲击强度(提高近2倍)。
(2)添加复合磨料可提高树脂磨具的磨耗比。添加无机润湿剂、无压烧结制备的复合磨料的磨耗比最大,为20.7,比空白试样(添加相同比例的金刚石和金属结合剂)的磨耗比(1.52)提高了约12.6倍。
(3)在树脂磨具中添加超硬复合磨料,可以明显减少磨料的脱落现象,有效提高磨具的锋利度及寿命,显著减少钢轨表面烧伤现象。钢轨的表面质量得到明显提高。
