热压温度和时间对塑膜增强柔性薄木表面颜色变化的影响∗
2022-05-25彭晓瑞张占宽
彭晓瑞 张占宽
(中国林科院木材工业研究所,国家林业局木材科学与技术重点实验室,北京 100091)
我国是木制品制造和出口大国,其中家具、木门、木地板等产量和产值均居世界第一。然而,我国森林资源匮乏,特别是珍贵木材资源稀缺[1-5]。由此,为节约木材资源,提高产品附加值,采用增强材料加强柔性、抗拉强度与厚度的柔性装饰薄木受到广泛关注[6-8]。新型塑膜增强柔性装饰薄木由既为柔性增强材料,又为胶黏材料的塑膜与装饰薄木经高温热压复合而成,具有制备和贴面工艺简单、无需施胶、无游离甲醛释放、成本低等优点,应用前景广阔[9-11]。然而,装饰薄木与塑膜在高温热压过程中,薄木内部成分可能会发生氧化还原反应以及分子内重排,部分酚羟基或取代基被氧化,发色体系结构变化,造成薄木表面产生变色现象,对柔性装饰薄木在木家具及制品表面的装饰应用具有一定影响[12-14]。已有研究多集中于高温热处理木材表面诱发变色和化学变色原理,而对珍贵木材装饰薄木受热压温度和时间影响的研究鲜有报道。本研究以红栎(Quercus rubra)、柚木(Tectona grandis)和花梨(Pterocarpussp.)装饰薄木为试验材料,借助国际照明标准委员会的CIE L*a*b*标准色度学系统,探究3种木材在不同热压温度和热压时间下的变色特性,以更好地通过修色、涂饰等手段,实现对塑膜增强柔性装饰薄木的材色调控,力求使木材修色涂饰后与样板要求颜色相一致,满足消费者的要求。
1 材料与方法
1.1 材料
柚木、花梨和红栎装饰薄木均为市购,密度分别为0.93、0.68 g/cm3和0.72 g/cm3,含水率控制在8%~10%,厚度(H)均为0.3 mm,裁剪成幅面为200 mm(L)× 200 mm(W)的试样备用。其中,柚木、花梨为径切面,红栎为弦切面。
马来酸酐接枝聚乙烯改性聚乙烯膜,厚度为0.03 mm,接枝率5%~7%,熔融指数为800~1 600 g/10 min,购自河北雄县双龙塑料制品有限公司。裁切成幅面为200 mm × 200 mm的试样备用。
1.2 设备
全自动测色仪(SC-80C),上海沪粤明科学仪器有限公司;热压机(卓上型G-12平压热压机),日本。
1.3 试验方法
薄木和聚乙烯膜的极性和热膨胀系数具有显著差异,为避免聚乙烯膜和装饰薄木之间界面结合耐久性差和高温热压卷曲变形问题,采用低温等离子体改性处理设备分别对塑膜和装饰薄木进行表面改性,然后再进行材料组坯和高温热压复合工艺。在等离子体处理后,先利用全自动测色仪于装饰薄木表面任意选取3点测量,取其平均值为试样材色的量化值。随后将3种装饰薄木与改性聚乙烯膜对齐叠,装饰薄木上面放置金属板,聚乙烯膜下面先后放置聚四氟乙烯膜和金属板,完成组坯后将其放入热压机。基于前期研究结果,热压压力对塑膜增强柔性薄木热压颜色变化影响相对较小。因此,本研究分别在预实验得出的热压温度120、130、140、150、160 ℃,热压时间90、120、150、180、210、240 s条件下进行高温热压复合。卸压冷却到室温后,分别取3片试样,在每片试样表面分别标定5个材色相对均匀、纹理一致的测量点,使用测色仪测定其表面颜色。以L*、a*、b*为基础,按以下公式计算饱和度C*、色相h、色差ΔE、明度变化 ΔL*值[15-16]:
2 结果与分析
2.1 塑膜增强柔性装饰薄木材色
木材的颜色与其表面反射和内部漫反射有关,并由反射光的性质决定。影响木材颜色的主要因素有木材的主要化学成分、浸提成分及其含量[17-18]。
图1为3种薄木高温热压复合后的材色,经等离子体改性处理后,红栎装饰薄木素色为浅色,颜色偏白,花梨和柚木素色的颜色较深,其中花梨偏深红棕,柚木偏棕黄。经高温热压复合后,3种装饰薄木明度都有所变化,相对应的色相均发生改变。在高温热压处理过程中,装饰薄木内部水分向外迁移,同时部分水溶性的抽出物,如酚类、黄酮类化合物随之外移至表面,因而导致装饰薄木表面颜色发生改变。另外,木材在高温作用下也易受空气氧化变色[16-17]。由图1可见,3种装饰薄木经高温热压后,其表面颜色均有不同程度的加深,这与热处理过程中半纤维的热降解和酚类物质化学反应有关[19-20]。

图1 3 种装饰薄木等离子体处理前后表面材色图(热压温度150 ℃ ,热压时间180 s)Fig. 1 Surface color of three kinds of decorative veneer before and after plasma treatment (hot press at temperature of 150 ℃ for 180 s)
由图2~4可知,3种薄木材色的特征值差别相对较大,红栎装饰薄木的明度值最高,为86.92,花梨装饰薄木为58.33,柚木明度值最低为51.54;花梨的红绿度值最高,为56.21,柚木的相对较低,为17.72,红栎装饰薄木最低,为3.44;黄蓝度值也是花梨薄木最高,为24.22,红栎和柚木相近且较低,分别为18.66和18.81。
由图2可看出,随热压温度的增加和热压时间的延长,柚木柔性装饰薄木的明度值呈上升趋势,表明经高温热压后,其表面颜色逐渐变浅,且增幅相对较小;柚木的红绿度a*值略有减小,表明处理后略向绿色系过渡,但不显著;b*值变化不大;饱和度值(C*)略有下降,但不明显;而色相(h)值有不同程度的增大。


图2 高温热压复合后塑膜增强柚木柔性薄木材色的L*a*b*系统度量值Fig. 2 L*a*b* system measurement values of teak flexible veneer color after high temperature pressing
由图3 可知,与柚木柔性薄木一致,随热压温度的增加和热压时间的延长,花梨柔性装饰薄木的明度值同样呈逐渐上升趋势,表明其颜色逐渐变浅,但其明度值增幅远高于柚木,最大可达10.51 个单位。随热压温度的增加和热压时间的延长,花梨装饰薄木的a*和b*值均不断降低,表明其颜色向蓝绿色系偏移,但不显著;C*值变化与a*值基本一致。当热压温度为130~160 ℃时,与未处理的花梨装饰薄木相比,其色相值(h)呈现下降趋势。
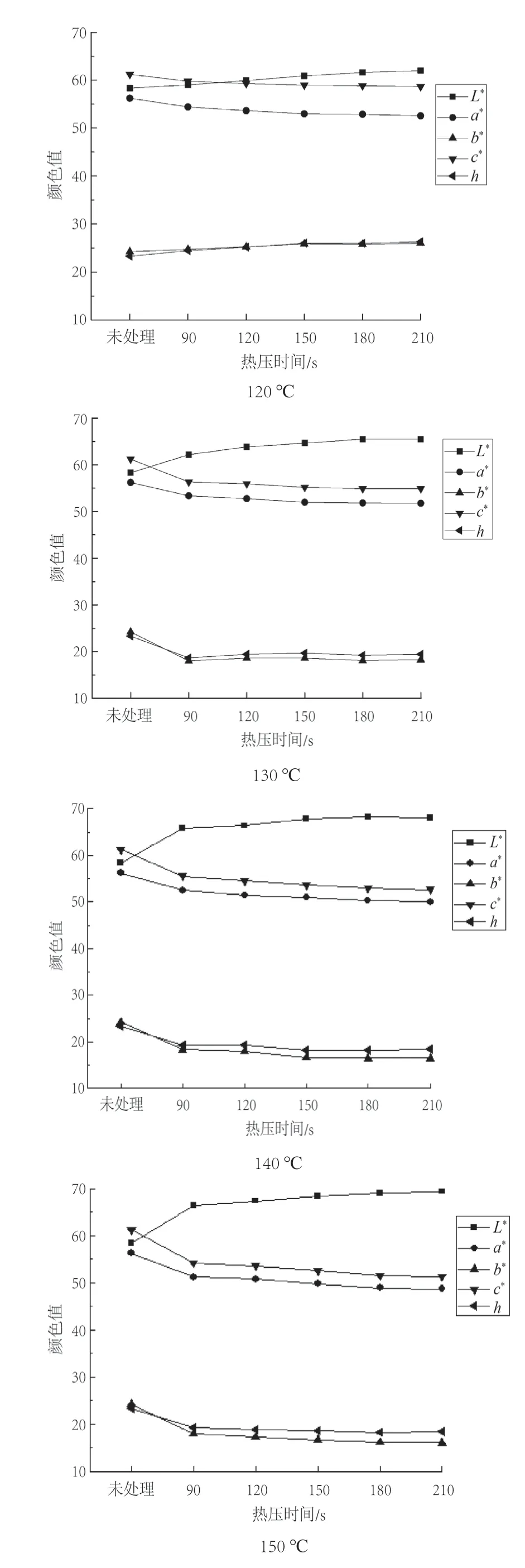
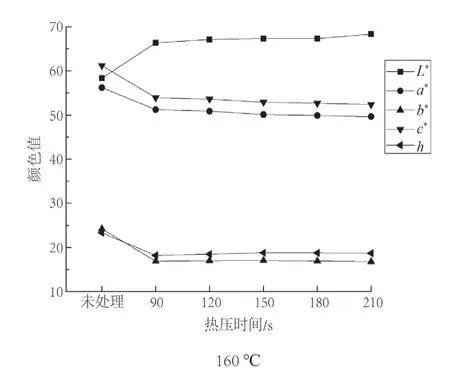
图3 高温热压复合后塑膜增强花梨柔性薄木材色的L*a*b*系统度量值Fig. 3 L*a*b* system measurement values of rose wood flexible veneer color after high temperature pressing
由图4可以看出,随热压温度的增大和热压时间的延长,红栎柔性薄木热压复合后的明度值呈下降趋势,表明其颜色加深,最大降幅可达14.95个单位。在此过程中,红栎柔性薄木的a*和b*值略有增大趋势,表明其颜色向红黄色系偏移,但同样相对饱和度变化不显著。

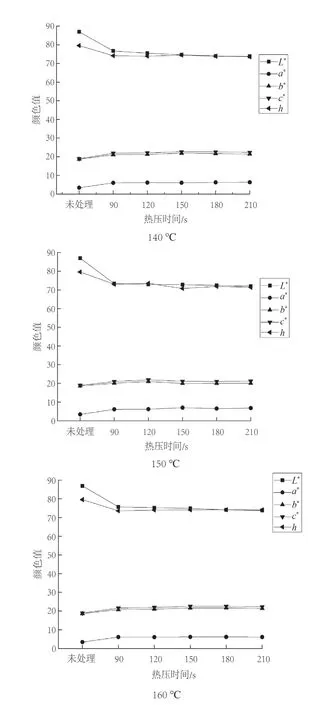
图4 高温热压复合后塑膜增强红栎柔性薄木材色的L*a*b*系统度量值Fig. 4 L*a*b* system measurement values of red oak flexible veneer color after high temperature pressing
2.2 热压温度和时间对塑膜增强柔性装饰薄木颜色变化的影响
图5~7为3种柔性装饰薄木的明度值与色差值在不同热压温度和热压时间条件下的变化情况。由图可见,随着热压温度的增大,相同时间下,柔性装饰薄木色差值总体呈现逐渐增大趋势。已有研究表明,热压温度的升高,可导致木材内部的半纤维素乙酰基侧链发生裂解,且各组分中的C==O通过拉伸形成醌类结构。随着温度持续升高,半纤维素中的甘露糖和葡萄糖主链的碳原子上发生脱乙酰反应。同时在外界催化作用下,木质素的缩合反应和降解反应与较少有序的碳水化合物发生的解聚反应又会释放出乙酸,并有羰基产物生成。而木质素之间的连接受阻,酚羟基会发生缩聚反应,生成羰基,最终导致羰基数量的增加,致使木材表面颜色发生变化[22-23]。本试验条件下,红栎柔性薄木色差值相对最大,花梨次之,柚木柔性薄木的相对最小,而色差值大小与明度值增减幅呈正相关。
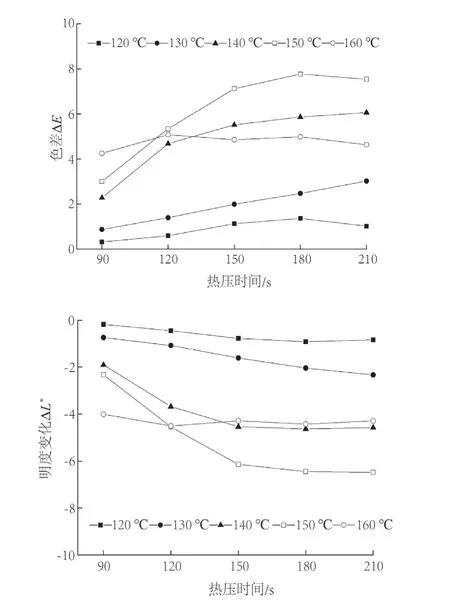
图5 热压参数对柚木柔性薄木表面颜色变化的影响Fig. 5 Effect of hot pressing parameters on surface color of teak flexible veneer
2.2.1 热压温度对柔性薄木表面变色性能的影响
表2 为色差值与人的视觉感觉关系。如图5 所示,柚木在热压温度120 ℃时的色差值相对最小,明度值减幅相对最小,不同热压温度下,色差值仅为0.31~1.36 个单位,ΔL绝对值仅为0.18~0.94 个单位,人肉眼几乎观察不到。当热压温度为120~150 ℃时,柚木薄木表面色差逐渐明显,明度变化也逐渐显著;当热压温度150 ℃时,色差值达到最大,最高可增至7.77 个单位,ΔL可达-6.45 个单位,此时色差已经较为明显。为达到样板要求,需通过一定的修色处理,采用色精等材料提高柚木薄木表面的明度和颜色区值。而当热压温度为160 ℃时,柚木柔性薄木表面色差值低于140~150 ℃时,可能由于柚木导管中具侵填体,轴向薄壁细胞和射线细胞中含有树胶,随着热压温度升高至一定程度,内部侵填体和树胶等抽提物随水分迁移至木材表面,从而使柚木薄木表面钝化,表面性能基本达到稳定状态[24-25]。因此,进一步升高温度对其颜色的影响不大[26-27]。从图6 可以看出,花梨柔性薄木在热压温度120~130 ℃时,随着热压温度的增大,色差值明显增大,ΔL绝对值增幅显著;而当热压温度为140~160 ℃时,花梨柔性薄木表面的色差值增幅相对120~130 ℃时有所减小,但仍呈现增大趋势。当热压温度为150 ℃,热压时间180~210 s时,花梨薄木表面色差值最大,可达15.29~15.64 个单位,明度的绝对值最大,可达10.69~11.01,表明此时的色差已经非常明显,后续需要进行材色处理。如图7 所示,红栎柔性薄木表面色差值随热压温度的升高呈现增大的趋势,与明度值变化一致,表明红栎薄木热压复合后的色差主要由于明度变化引起。当热压温度为120 ℃时,其表面色差值达到6.53~8.08 个单位,相对较小;当热压温度为150 ℃时,红栎柔性薄木表面色差值最大,为14.91~15.38 个单位。
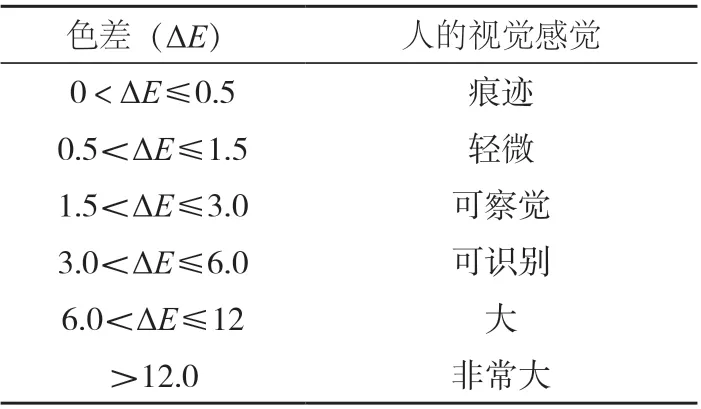
表2 色差值与人的视觉感觉关系Tab.2 Relationship between color difference and human visual perception
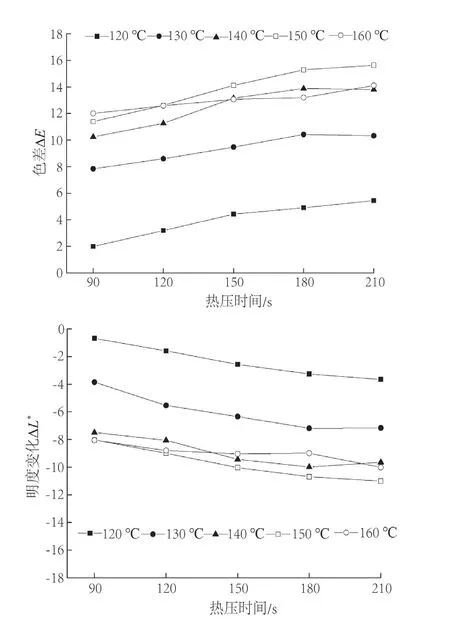
图6 热压参数对花梨柔性薄木表面颜色的影响Fig. 6 Effect of hot pressing parameters on surface color of rosewood flexible veneer

图7 热压参数对红栎柔性薄木表面颜色变化的影响Fig. 7 Effect of hot pressing parameters on surface color of red oak flexible veneer
2.2.2 热压时间对柔性薄木表面变色性能的影响
从图5~7同样可以看出,热压时间对装饰薄木表面的颜色变化也有一定影响。总体而言,相同热压温度下,随着热压时间的延长,3种柔性薄木表面色差值和ΔL的绝对值均呈现变大趋势。柚木柔性薄木在热压温度为120 ℃,热压时间为90~120 s时,其色差和ΔL变化逐渐增大,而热压时间为150~210 s时,色差与ΔL变化不明显;当热压温度为130~140 ℃时,随热压时间延长,其色差与ΔL逐步增大;当热压温度150~160 ℃,热压时间为150~210 s时,其色差和ΔL变化不大。花梨柔性薄木在热压温度为120~140 ℃,热压时间为90~180 s时,其色差和ΔL变化逐渐增大,而热压时间为180~210 s时,其色差与ΔL变化不明显;当热压温度为150 ℃时,其色差和ΔL变化随热压时间的延长而逐渐增大,并达到最大值;当热压温度为160 ℃时,其色差随热压时间的变化规律不明显。在热压温度一定的条件下,热压时间在90~120 s内,木质素降解反应逐渐充分,色差和ΔL变化逐渐增大,而当热压时间为150~210 s时,色差及明度变化基本趋于稳定。
3 结论
1)热压温度对塑膜增强柔性装饰薄木材色的影响明显,当热压时间一定,热压温度在120~150 ℃时,随着热压温度的增大,塑膜增强柔性装饰薄木色差和ΔL的绝对值均呈增大趋势,并逐步趋于稳定。3种柔性薄木在热压温度为150 ℃时,色差即可达到最大。
2)热压时间对塑膜增强柔性装饰薄木的材色变化也有一定影响。相同热压温度条件下,随着热压时间的延长,3种木材柔性装饰薄木表面变色均呈现逐渐增大趋势,而当热压时间达到一定时,每种木材柔性薄木的材色均达到较为稳定的状态。
3)不同树种薄木色差峰值所对应的热压温度和时间均有所不同,在实际生产中,可通过计算色差和后续表面涂饰修色处理对色差进行修复,使其颜色符合产品饰面要求。
