单振源共振式筛筛孔尺寸对工艺效果影响实验研究
2021-05-24赵环帅黄勇
赵环帅 ,黄勇
(1.中国冶金矿山细粒筛分机械工程技术研究中心,河北 唐山 063020;2.唐山工业职业技术学院,河北 唐山 063299)
振动筛是现代矿物加工中的重要设备,广泛应用于矿山、煤炭、建材、冶金、制药等各种行业。目前,在振动筛技术不断发展的过程中,各种结构新颖、适合不同用途的振动筛大量涌现,但其中大部分是以线性振动为主,对于非线性共振技术应用较少[1-2]。共振筛出现于在20 世纪20 年代,并于上世纪50 年代正式于工业生产。其主要特点是在接近系统共振区进行工作,即工作频率接近其本身的自振频率,因此,共振筛可以采用较小的激振力或动力消耗来驱动较大面积或重量的筛箱。我国对于共振筛技术的研究主要集中于本世纪前后,比如:陈予恕、金志胜、霍拳忠等[3-4]在上世纪90 年代初就进行了采用理论与实验方法研究大型双质量非线性共振筛动力学系统,奠定了该设备动力学研究的基本方向;张功学、孟志强等[5]从影响共振式机械固有频率各因素的随机性、激振频率的随机性及共振准则的模糊性出发推导出了表达共振区模糊子集的隶属函数及计算共振式机械模糊可靠度的计算公式;杨帅、王太勇[6]运用刚体动力学的基本理论,对一种大型非线性共振筛建立了动力学模型,分析并验证了设备刚体运动的固有频率;辛晓辉、曹树谦等[7-8]针对双层共振筛强度计算时惯性力难以施加的问题,提出了一种分别计算上下筛体强度的有限元建模技术,并对30 m2双层非线性共振筛模态计算及动态性能评价;近几年,国外内的一些学者开始研究反共振振动筛、双质体振动筛的相关理论与技术[9-12],也有部分共振筛在现场使用情况的介绍,但总体来看,由于共振筛技术仍有待完善与提高,且共振筛制造与装配要求较高、操作与调试较难、受给料量变化的影响较大,近些年一直未能在现场得到大范围的推广。但由于共振筛技术自身的优点,符合未来节能环保的发展趋势,因此,根据现代共振理论的最新研究成果,开展共振筛技术方面的研究,提高其结构可靠性、性能稳定性及工艺效果,在未来筛分技术领域具有重要意义。本文以单振源共振筛为例,研究其在0.074 ~ 0.15 mm筛孔尺寸下,处理量与入料细度(-0.074 mm)、筛下细度(-0.074 mm)、筛上细度(-0.074 mm)、筛下产率、筛分效率等相关指标的关系,以期为企业与用户合理采用提供借鉴与参考。
1 工作原理及结构组成
单振源共振筛利用双自由度共振原理,以振动电机组为振动源,筛箱组合在振动电机组的作用下形成直线振动,同时由于筛箱内部的振动排的自身惯性,使振动排产生一个滞后于筛箱的相对运动(敲击筛网达到清网),且此振动频率与筛机振动频率处于近共振工作状态,从而使筛箱内筛网和网上物料同时受到来自两个不同振动方向的振动,二者合成而产生共振式复合振动。单振源共振筛主要有机架、筛箱单元组合、筛上筛下收料槽、弹性装置(剪切弹簧)、底座、检修台、给料箱、电控柜、振动电机组组成,其主要结构件的特点为:
(1)筛箱及筛箱单元组合
筛箱单元组合由单层或多层筛箱、振动电机组、连接梁等部件组成。若干个筛箱通过连接梁采用紧固件进行刚性连接,筛面与水平面成适当倾角以便于物料的流动。筛箱间距既要便于观察筛面物料情况、更换筛网等操作,又要减小占地面积和空间高度。振动电机组安装在上层筛箱上。筛箱单元组合部件具有刚度高、工艺性好、结构简单、紧凑、重量轻等特点。
筛箱主要包括筛框、筛网、托网、筛网张紧装置、托网张紧装置、振动系统(共振弹簧座、共振弹簧硫化件、振动排)等部件。根据设备耐磨、防腐能力的需求和成本的考虑,可以选择筛箱表面喷涂油漆或喷涂聚氨酯处理,后者具有更高的耐磨、防腐能力。
筛网由工作网和托网组成。工作网主要包括不锈钢细丝编织复合网和聚氨酯条缝式柔性筛网两种,两种筛网具有良好的互换性。聚氨酯柔性筛网耐磨性强、使用寿命长达6 个月左右,价格相对较高;不锈钢丝编织复合网由两层不同孔径的筛网复合而成,此种筛网开孔率高达33%左右,质量轻,筛分效率高达70% ~ 75%,价格较低。托网与振动帽直接接触,其为钢丝绳芯聚氨酯网,主要作用是传递和均布激振力、保护工作网、提高工作网的刚度。为了方便更换筛网,筛箱中托网和工作网的张紧机构采用快速装卸张紧机构。
(2)弹性装置
弹性装置采用了隔振及阻尼的协同效应,降低了动载荷对基础的冲击,达到了较佳的减振效果。弹性装置由若干个橡胶弹簧组成,把筛箱或筛箱单元组合弹性支撑在机架上,同时缓冲筛箱或筛箱单元组合工作时对地基的动载荷,尤其是在启动和停车过程中通过共振区时形成的共振动载荷,减振系数达90%,并充分利用橡胶弹簧各方向刚度不同的特性,使弹性系统既能有效减轻对地基动载荷,也能有效抑制筛箱或筛箱单元组合的横向振动。
(3)机架
机架为型钢框架结构,是筛机各部件的安装骨架。机架通过二次减振弹簧直接放置于地面上。
(4)筛上筛下物收料槽
筛上筛下物收料槽为钢板制造的箱形结构,用于收集每层筛箱筛分后的筛上和筛下物料。为提高其耐磨性和耐腐蚀性,矿浆直接冲刷的内表面喷涂聚氨酯衬或耐磨橡胶板。
(5)电控柜
通过电控柜对各种振动参数采用变频控制,对各种筛分系统工艺参数进行调节,实现远程集中控制。
2 实验研究
2.1 实验设计
单振源共振筛实验系统主要设备包括单振源共振筛、搅拌桶、渣浆泵、电磁流量计、缓冲给料箱,整套系统安装在钢结构架上,分三层平台布置,其中一层为车间自身水泥地面,二、三层为特制钢结构平面。
2.2 实验方案
单振源共振筛实验系统采用细粒级湿法闭路循环筛分系统,其实验流程为:首先物料与水由搅拌桶给入,均匀搅拌后经渣浆泵打入缓冲给料箱,然后静压给入单振源共振筛进行筛分,筛上物与筛下物返回搅拌桶,该系统单次实验需要物料200 ~ 500 kg,入料、筛上物、筛下物可单独取样,进行筛分效率考察。由于受空间高度局限,实验系统中的筛机采用单层FG 1014 单振源共振筛,即单振源共振筛的上筛箱,其工作原理、振动参数与复合单振源共振筛完全一致,具有代表性,其有效筛分宽度为1 m、有效筛分长度为1.4 m、有效筛分面积为1.4 m2。
2.3 结果及分析
由于在矿山、煤炭等行业湿法分级中,单振源共振筛筛孔一般在0.074 ~ 0.3 mm,因此为了考察筛孔尺寸对工艺效果的影响,在单振源共振筛实验系统中筛孔分别取常用的0.074、0.1、0.12、0.15、0.2、0.3 mm,处理量分别取2、4、6、8、12、14、16、18、20 t/(m2·h),对应的料浆流量分别为3.5、7.0、10.5、14、17.5、21、24.5、28、31.5、35 m3,浓度40%。,经实验后测定入料细度(-0.074 mm)、筛下细度(-0.074 mm)及筛上细度(-0.074 mm),并计算出筛下产率、筛分效率等相关指标。
(1)0.074 mm 筛孔时工艺效果
当筛孔尺寸为0.074 mm 时, 保持一定的入料细度(-0.074 mm)(约75%),经实验后对筛下细度(-0.074 mm)、筛上细度(-0.074 mm)进行测试、并计算出筛下产率、筛分效率,见图1。
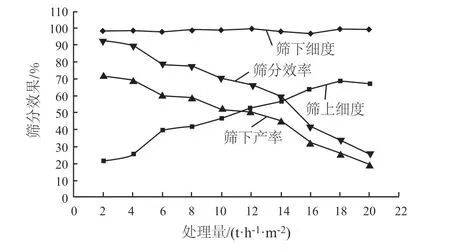
图1 处理量与筛分效果关系(0.074 mm 筛孔)Fig. 1 Relationship between throughput and screening effects(0.074 mm screening hole)
从图1 看出,随着处理量的逐渐增大,筛下细度(-0.074 mm)基本保持恒定,筛上细度(-0.074 mm)逐渐增大,筛下产率与筛分效率均逐渐减小。当筛分效率为75%以上时,处理量可以达到8.8 t/(m2·h)。
(2)0.1 mm 筛孔时工艺效果
当筛孔尺寸为0.1 mm 时, 保持一定的入料细度(-0.074 mm)(约65%),经实验后对筛下细度(-0.074 mm)、筛上细度(-0.074 mm)进行测试、并计算出筛下产率、筛分效率,见图2。

图2 处理量与筛分效果关系(0.1 mm 筛孔)Fig. 2 Relationship between throughput and screening effects(0.1 mm screening hole)
从图2 看出,随着处理量的逐渐增大,筛下细度(-0.074 mm)基本保持恒定,筛上细度(-0.074 mm)逐渐增大后趋于平缓,筛下产率与筛分效率均逐渐减小后稍微增大。当筛分效率为75%以上时,处理量可以达到11 t/(m2·h)。
(3)0.12 mm 筛孔时工艺效果
当筛孔尺寸为0.12 mm 时, 保持一定的入料细度(-0.074 mm)(约65%),经实验后对筛下细度(-0.074 mm)、筛上细度(-0.074 mm)进行测试、并计算出筛下产率、筛分效率,见图3。

图3 处理量与筛分效果关系(0.12 mm 筛孔)Fig. 3 Relationship between throughput and screening effects(0.12 mm screening hole)
从图3 看出,随着处理量的逐渐增大,筛下细度(-0.074 mm)基本保持恒定,筛上细度(-0.074 mm)逐渐增大,筛下产率与筛分效率均逐渐减小。当筛分效率为75%以上时,处理量可以达到13.5 t/(m2·h)。
(4)0.15 mm 筛孔时工艺效果
当筛孔尺寸为0.15mm 时, 保持一定的入料细度(-0.074 mm)(约65%),经实验后对筛下细度(-0.074 mm)、筛上细度(-0.074 mm)进行测试、并计算出筛下产率、筛分效率,见图4。
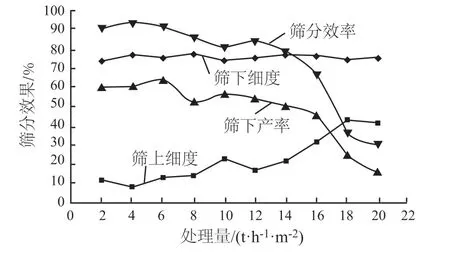
图4 处理量与筛分效果关系(0.15 mm 筛孔)Fig. 4 Relationship between throughput and screening effects(0.15 mm screening hole)
从图4 看出,随着处理量的逐渐增大,筛下细度(-0.074 mm)基本保持恒定,筛上细度(-0.074 mm)逐渐增大,筛下产率与筛分效率均逐渐减小。当筛分效率为75%以上时,处理量可以达到16 t/(m2·h)。
(5)0.2 mm 筛孔时工艺效果
当筛孔尺寸为0.2 mm 时, 保持一定的入料细度(-0.074 mm)(约65%),经实验后对筛下细度(-0.074 mm)、筛上细度(-0.074 mm)进行测试、并计算出筛下产率、筛分效率,见图5。
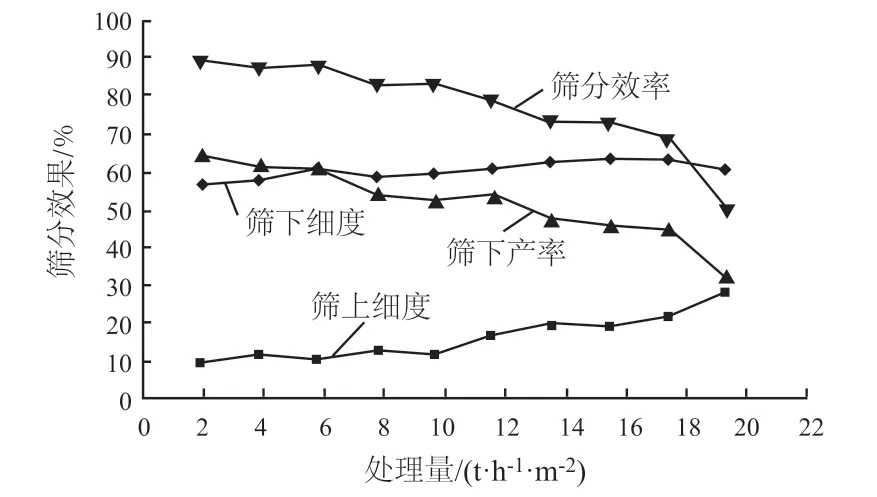
图5 处理量与筛分效果关系(0.2 mm 筛孔)Fig. 5 Relationship between throughput and screening effects(0.2 mm screening hole)
从图5 看出:随着处理量的逐渐增大,筛下细度(-0.074 mm)基本保持恒定,筛上细度(-0.074 mm)逐渐增大,筛下产率与筛分效率均逐渐减小。当筛分效率为75%以上时,处理量可以达到17.8 t/m2·h。
(6)0.3 mm 筛孔时工艺效果
当筛孔尺寸为0.3 mm 时, 保持一定的入料细度(-0.074 mm)(约65%),经实验后对筛下细度(-0.074 mm)、筛上细度(-0.074 mm)进行测试、并计算出筛下产率、筛分效率,见图6。
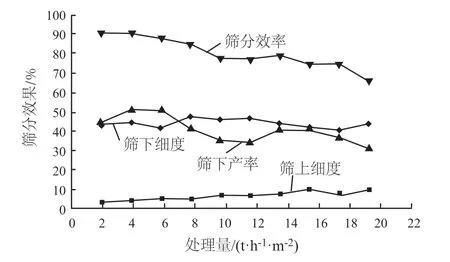
图6 处理量与筛分效果关系(0.3 mm 筛孔)Fig. 6 Relationship between throughput and screening effects(0.3 mm screening hole)
从图6 看出:随着处理量的逐渐增大,筛下细度(-0.074 mm)基本保持恒定,筛上细度(-0.074 mm)逐渐增大,筛下产率与筛分效率均逐渐减小。当筛分效率为75%以上时,处理量可以达到19.3 t/(m2·h)。
(7)筛孔尺寸与处理量的关系
由以上0.075、0.1、0.12、0.15、0.2、0.3 mm的筛分工艺效果可得表1,在筛分效率为75%时筛孔尺寸与处理量的关系见图7。

表1 筛孔尺寸与处理量Table 1 mesh size and throughput
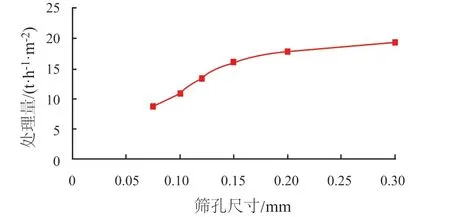
图7 筛孔尺寸与处理量关系Fig. 7 Relationship between mesh size and throughput
从图7 看出:随着筛孔尺寸的逐渐变大,处理量快速变大,而后在筛孔达到0.2 mm 以后,随着筛孔增大,处理量逐渐趋于平缓,在筛孔满足75%的筛分效率下,处理量可达到8.8 ~ 19.3 t/(m2·h)。
3 结 论
(1)单振源共振筛在处理量分别取(2、4、6、8、12、14、16、18、20 )t/(m2·h),筛孔分别取(0.075、0.1、0.12、0.15、0.2、0.3)mm 时,筛下细度(-0.074 mm)、筛上细度(-0.074 mm)、筛下产率与筛分效率基本呈相似的变化趋势,随着处理量的逐渐增大,筛下细度(-0.074 mm)基本保持恒定,筛上细度(-0.074 mm)逐渐增大,筛下产率与筛分效率均逐渐减小。
(2)单振源共振筛在筛孔尺寸为0.074、0.1、0.12、0.15、0.2、0.3 mm,随着筛孔尺寸的逐渐变大,处理量快速增大,当筛孔达到0.2 mm 以后,随着筛孔尺寸的变大,处理量逐渐趋于平缓,且筛分效率为75%时,处理量可达到8.8 ~ 19.3 t/(m2·h)。
(3)在对各种矿业资源的大规模开采过程中,产品精加工的要求越来越精细,对于合理利用能源及减少污染具有重要作用。本实验仅研究了单振源共振筛在筛孔为(0.074、0.1、0.12、0.15、0.2、0.3 mm)时的工艺效果,尚具有一定的局限性。因此,今后开展单振源共振筛精细物料(尤其粒度为 -150 μm的物料)分级回收工艺效果的研究,为单振源共振筛进一步推广与合理采用提供借鉴与参考,具有非常重要的意义。
