云南某斑岩型铜钼矿混合浮选捕收剂实验及工业应用
2021-05-24李莹龚丽梁泽跃
李莹,龚丽,梁泽跃
(云南迪庆有色金属有限责任公司,云南 香格里拉 674400)
在有色金属浮选过程中,选择合适的捕收剂对指标影响显著[1]。矿山实际生产过程中,随着矿山开采顺序的变化,矿石性质会相应出现阶段性的变化。选矿厂需要根据矿石变化不断调整和优化浮选药剂。云南某低品位斑岩型铜钼矿选矿厂采用井下粗碎+SABC 的碎磨流程,粗磨抛尾混合浮选、铜钼分离的选别流程[2]。针对该选矿厂现阶段含铜0.665%、钼0.007%的矿石,开展了混合浮选捕收剂工业实验研究,以寻找最适宜混合浮选捕收剂。
1 矿样性质分析
实验室小型实验用的样品取自井下出矿点,该矿样中主要金属矿物有黄铜矿、孔雀石、黄铁矿、磁铁矿、褐铁矿、辉钼矿、闪锌矿,脉石矿物主要是石英、钾长石、斜长石、黑云母、绢云母、白云母、高岭石、黝帘石、透闪石、绿泥石、绿帘石等。原矿化学多元素分析和矿物组成结果见表1、2。

表1 试样多元素分析结果/%Table 1 Multi-element analysis of test samples

表2 铜物相分析结果Table 2 Analysis of copper phase
结果表明,矿石中主要回收的金属元素为铜、钼、金、银,铜品位为0.665%,钼品位0.007%,金品位0.25 g/t,银品位为2.16 g/t。铜矿物主要以硫化铜形式存在,占总铜的82.18%,矿石铜氧化率为7.82%。
2 结果与分析
2.1 原矿磨矿细度实验
磨矿细度是矿物选别的关键因素[3],原矿磨矿细度实验,结果见图1。
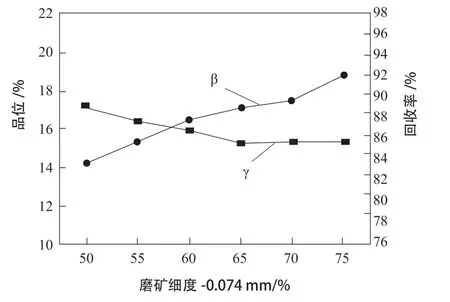
图1 磨矿实验结果Fig. 1 Results of grinding test
由图1 可知,随着磨矿细度的增大,精矿品位下降,回收率上升,但磨矿细度-0.074 mm 超过65%之后,精矿品位变化不大。考虑到工业实际应用中的磨矿成本及浮选指标,选择最适宜磨矿细度为-0.074 mm 65%。
2.2 石灰用量实验
石灰作为硫化矿常用的调整剂,常用来调整矿浆的pH 值,高pH 值有助于提高回收率,但是同时使矿浆黏度增大[4],影响精矿品位。石灰用量实验结果见图2。
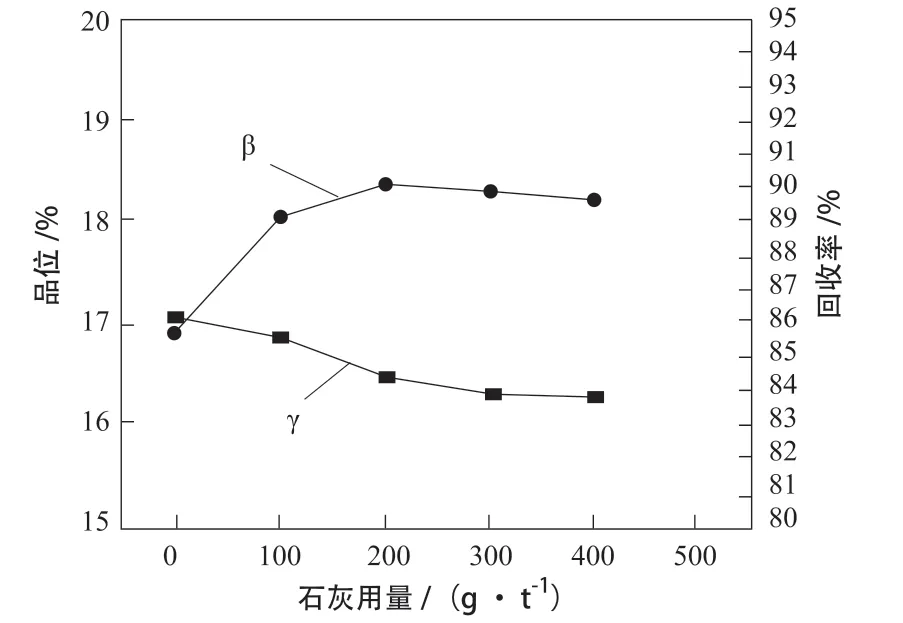
图2 石灰用量结果Fig .2 Test of lime dosage
由图2 可知,随着石灰用量的增大,精矿品位下降,回收率上升,石灰用量超过200 g/t 之后,回收率变化不大,选择适宜石灰用量为200 g/t。
2.3 铜钼混合浮选捕收剂对比实验
选用MCO、ATCM-1、MB、KYY-1、江铜一号、OL-2 这6 种混合浮选捕收剂进行对比实验,在石灰用量为200 g/t,磨矿细度为-0.074 mm 65%的条件下,采用一次粗选流程,进行捕收剂种类和用量实验,比较6 种捕收剂在最适宜用量下的浮选指标。实验结果见表3。
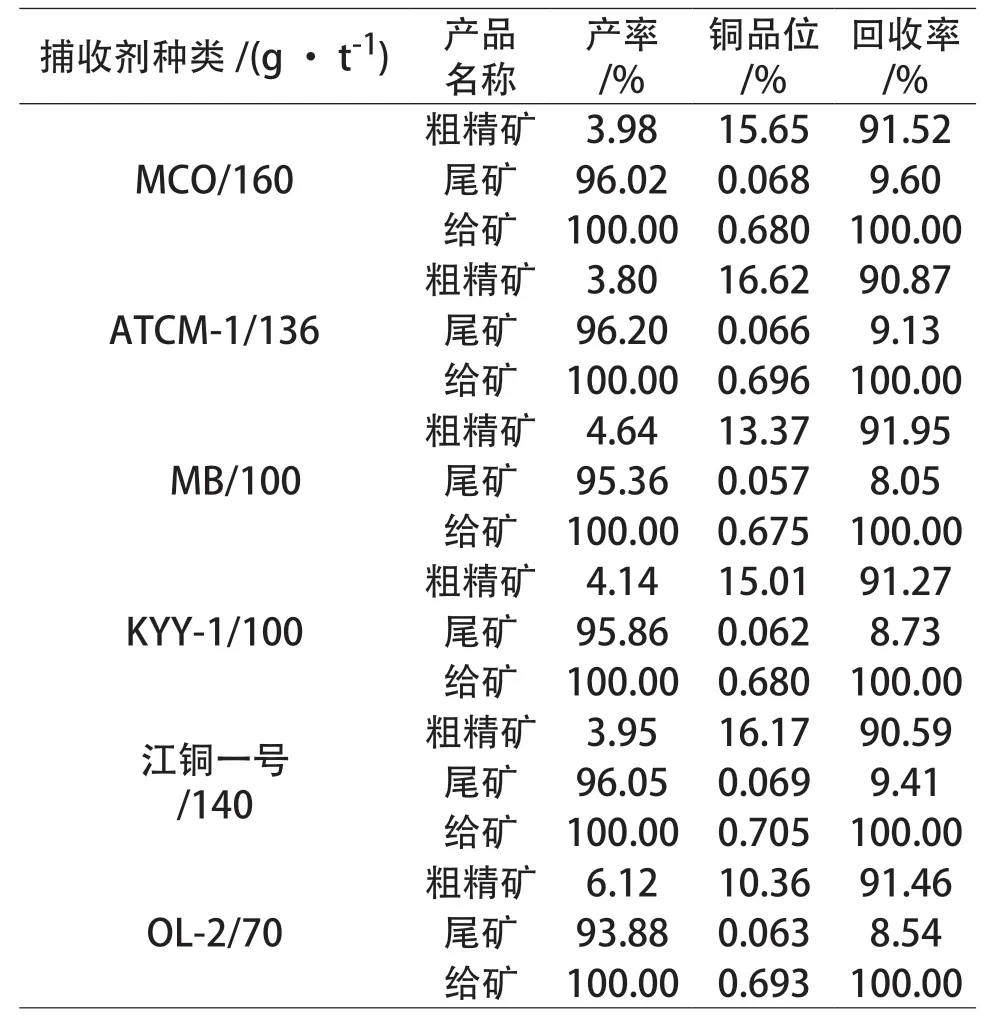
表3 捕收剂实验结果Table 3 Results of collectors test
由表3 可知,MB、OL-2 的回收率高,但其粗精矿铜品位较低,不仅会增加精选作业的负荷,而且在该选矿厂现有两次精选的流程下,可能对铜精矿的品位造成明显影响。MCO、ATCM-1、KYY-1 三种捕收剂,粗精矿品位较高,回收率也较好。考虑到矿山精矿运费较高,初步确定选用MCO、ATCM-1、KYY-1 三种捕收剂在现场开展工业实验。同时,为进一步验证对应药剂在工业生产中的应用性,进行了闭路实验研究。
2.4 闭路实验
对MCO、ATCM-1、KYY-1 三种药剂进行混合浮选流程闭路实验,验证其在实际生产的混合浮选流程下的指标。闭路实验流程见图4,实验结果见表4。
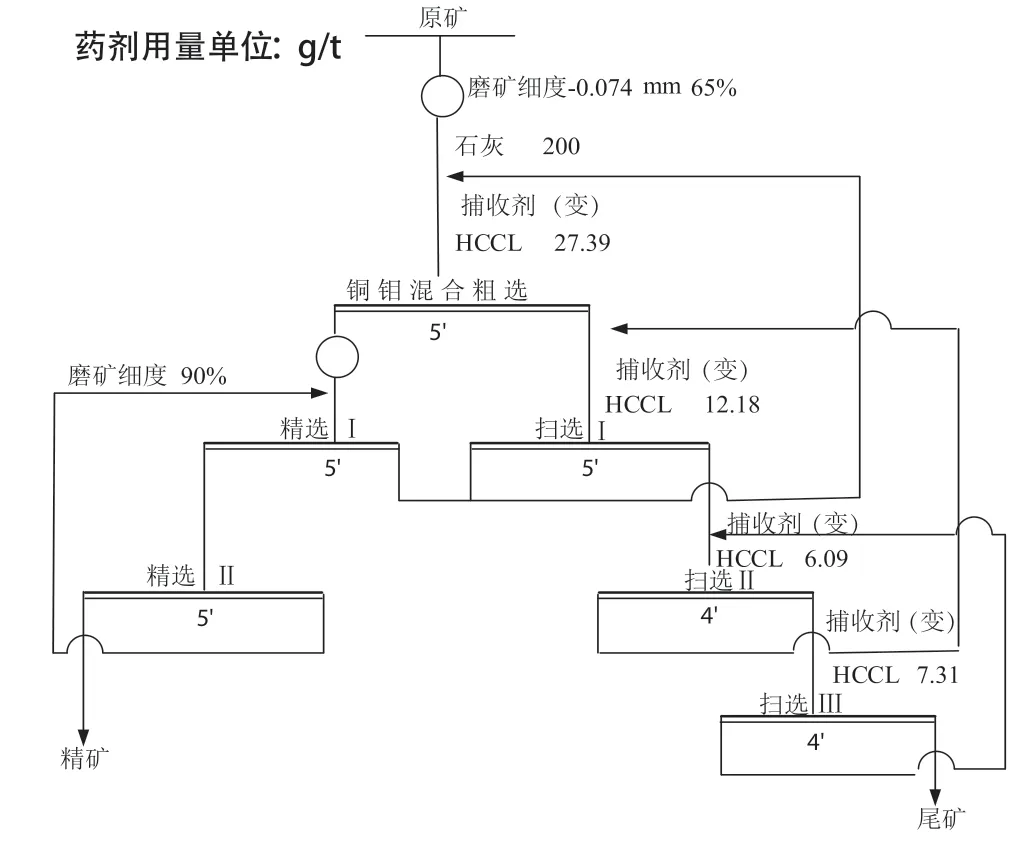
图3 不同捕收剂闭路实验流程Fig. 3 Process of closed-circuit test
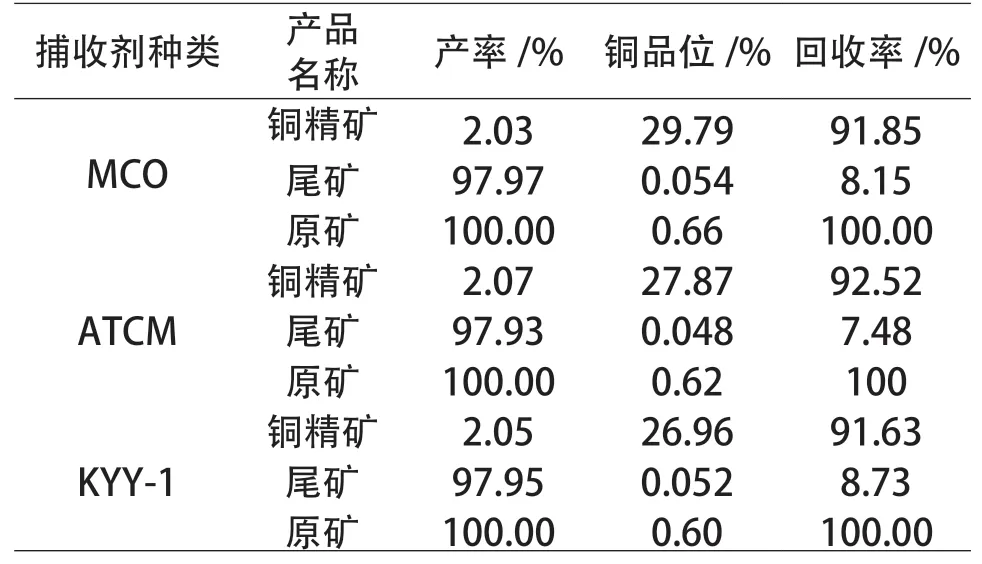
表4 闭路实验结果Table 4 Results of closed-circuit test
由表4 可知,三种捕收剂指标都较好,其中MCO 捕收剂的精矿品位最高,而ATCM 的回收率较优。这三种药剂闭路实验指标均达到要求,且指标较好,为进一步验证对应药剂的指标,工业实验阶段考虑同时开展三种捕收剂的工业实验。
3 工业实验结果及应用
3.1 工业实验指标结果
每种药剂工业实验期间通过调整现场药剂制度,取生产趋于稳定的指标及药剂制度。对应药剂工业实验期间铜指标见表5,其他有价金属指标见表6,期间药剂单耗见表7。
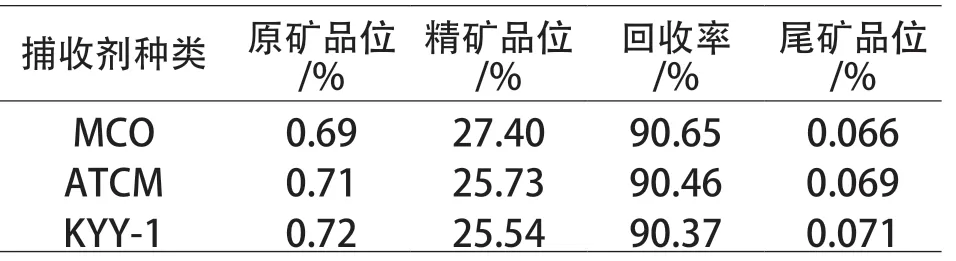
表5 工业实验铜指标/%Table 5 Indexes of industrial test about copper
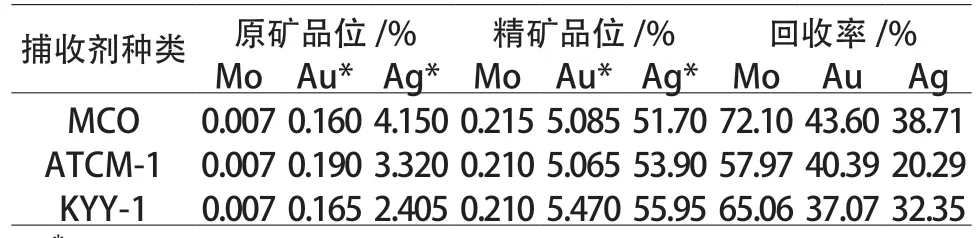
表6 工业实验综合指标Table 6 Indexes of industrial test about others
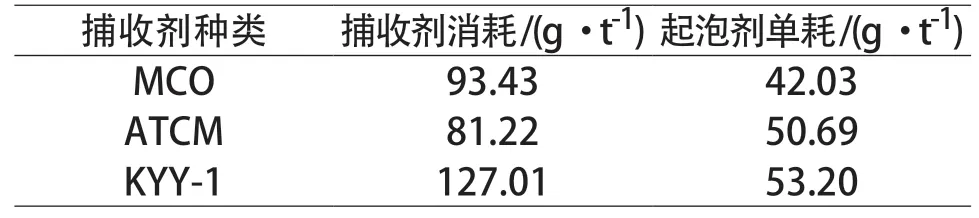
表7 实验期间药剂消耗Table 7 Reagent dosage of industrial test
对比表6、7 可知,捕收剂MCO 在钼、金、银元素的回收率也较其他两种高,综合回收有价元素较好。其混合精矿钼品位0.215%、金品位5.085 g/t、银品位为51.70 g/t,钼回收率为72.10%、金回收率为43.60%、银回收率为38.71%。捕收剂ATCM 单耗最低,但起泡剂单耗最高,MCO 单耗次之,起泡剂单耗最低。工业实验铜的指标上MCO 指标最好,ATCM-1 次之,KYY-1 较差。药剂用量方面,ATCM-1 最低,MCO 次之,KYY-1最高。综合考虑总体效益后,MCO 对该矿山选矿厂现阶段矿石较佳。
3.2 工业应用
该选矿厂采用MCO 作为生产混合浮选的捕收剂,经过一年的生产应用,跟踪生产指标,验证小型实验和工业实验的结果。生产期间指标如下:铜精矿铜品位为26.76%,铜回收率为90.96%,钼品位为0.245%,钼回收率为79.51%,铜精矿含金4.69 g/t、含银53.5 g/t。混合浮选捕收剂药剂单耗在95 g/t 左右,起泡剂单耗在47 g/t 左右。工业应用指标跟工业实验基本一致,工业应用良好。
4 结 语
(1)该矿属于低品位铜钼矿,主要可回收金属为铜、钼、金、银。
(2)新型捕收剂MCO 在该选矿厂现有的工艺流程下,闭路实验指标为铜精矿铜品位29.79%,铜回收率为91.85%。在工业实验阶段的指标为铜精矿铜品位27.40%、铜回收率为90.65%、钼品位0.215%、钼回收率为72.10%、金品位5.085 g/t、银品位为51.70 g/t。
(3)新型捕收剂MCO 对该矿石选择性和捕收性均较高,较为适宜该选矿厂工艺流程和设备,推荐MCO 为该选矿厂铜钼混合浮选捕收剂。
(4)生产应用指标为铜精矿铜品位为26.76%,回收率为90.96%,捕收剂药剂单耗稳定在95 g/t 左右,起泡剂药剂单耗稳定在47 g/t 左右。
(5)在工业实验中,MCO 的药剂单耗大大低于小型实验,在实际生产过程中,可进一步研究降低药剂用量的方法。
(6)钼作为可回收伴生金属,但混合精矿含钼低,为0.21%左右,因此混合浮选捕收剂对铜钼分离的影响需进一步探索研究。
