油气管道清管器的通过性能设计
2021-04-29
中油管道检测技术有限责任公司
我国的长输油气管道建设里程已经超过13 万公里,清管器在埋地长输油气管道的日常维护中起到越来越重要的作用。输油管道内壁附着蜡层的清理,输气管道内杂质、水合物的清理,新建管道焊条焊渣等杂物的清扫,试压后的推水、干燥等工序都需要用管道清管器来清扫、清除管道内杂质,清管不仅可以提高输送介质清洁程度,而且还能大幅提升管道输送效率[1-5]。
目前,从事管道清管器设计制造的企业有很多,一部分企业并不具有专业的清管器设计人员,仅是简单地仿照或者是简单地改造行为;对于一款具体的清管器,不懂得计算方法,旦不能给出其精确的通过性能参数。在这种大环境下,作为清管器的使用者,管道业主在采购清管器的时候,也无法甄别哪款清管器适用于自己的管道工况参数,尤其是无法判断清管器通过凹陷变形直管段、三通、厚壁及阀门、弯头变形等复杂工况下的安全性能;或者有的管道业主在采购时根本不知道应该关心清管器的哪些重要参数。
因此,本文将着重讨论清管器在凹陷变形直管段、三通、厚壁及阀门、弯头中的通过性能。通过做图推演,给出具体的计算方法和公式,以帮助清管器的设计者和采购者掌握清管器基本的通过性能计算方法,避免由于清管器通过性能不适用管道工况而发生清管器停球和卡堵事件,给管道运营增加安全风险,造成巨大的经济损失。
1 通过性能指标
目前,国内外普遍使用的清管器包括泡沫清管器和机械清管器两大类,而机械清管器按结构形式分为直皮碗清管器、蝶皮碗清管器、钢刷清管器、直碟刷混合搭配清管器、特殊功能清管器(如带数据采集功能的智能清管器)等,图1 为常用的直皮碗清管器、碟皮碗清管器、直碟刷混合清管器[6-11]结构示意图。
长输油气管道在役投运清管器进行清管作业时,管道业主最为关心的问题除了清管效果的好坏外,还有一个重要的问题就是清管器能否安全地到达收球筒,尤其是新采购的管道清管器进行首次的清管投运工作。因为清管器在通过凹陷变形直管段、三通、厚壁及阀门、弯头等特征部件时,需要考验清管器在设计上的通过性能指标,有时会发生清管器停球、憋压甚至卡堵现象,严重的后果可能导致管线停输,封堵和断管取球[12-18]。
正确应用管道清管器掌握主要通过性能指标是关键,其主要通过性能参数指标包括:适用管道外径OD,皮碗最大密封间距L1,允许直管段凹陷变形的最小孔径D凹陷,允许管道缩径的最小直径D缩径,允许90°弯头的最小曲率半径R(R=n×OD)。
这几项指标决定了管道清管器在凹陷变形直管段、三通、厚壁及阀门、弯头内部的通过性能。
2 直管段通过性能
清管器在直管道中的通过性能主要表现在通过局部凹陷变形直管段的能力,图2 为直皮碗清管器在通过有局部凹陷变形的直管段的示意图。
管道清管器的各种皮碗都是聚氨酯弹性体,钢刷采用的是弹簧钢丝材料,因此当管道清管器通过局部凹陷变形直管段时,皮碗和钢刷等接触部件都会向管道中心折弯,最后顺利通过凹陷变形直管段,实现一定的通过能力。清管器在通过凹陷变形直管段时的通过能力指标是允许直管段局部凹陷变形的最小直径(D凹陷)。其允许的最小凹陷变形直径是清管器能通过的最大凹陷变形时的管道最小内径值,该值为清管器的极限通过能力,在该种情况下,清管器上厚度值最大的部件被变形缺陷挤压折弯到极限,并紧贴于清管器最大法兰上。因此,D凹陷的最小值就是该清管器在允许最大局部凹陷变形缺陷下的最大不可压缩直径,其直径大小由清管器的最大钢法兰直径D1与清管器上单一部件的最大轴向厚度A1决定。
允许直管段凹陷变形的最小孔径D凹陷=D1+2A1。
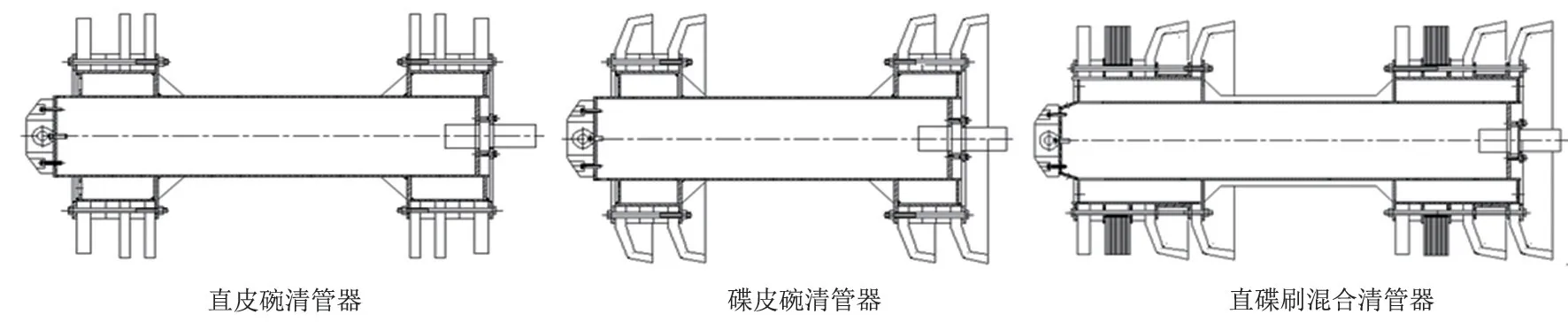
图1 几种普通机械清管器Fig.1 Several common mechanical pigs
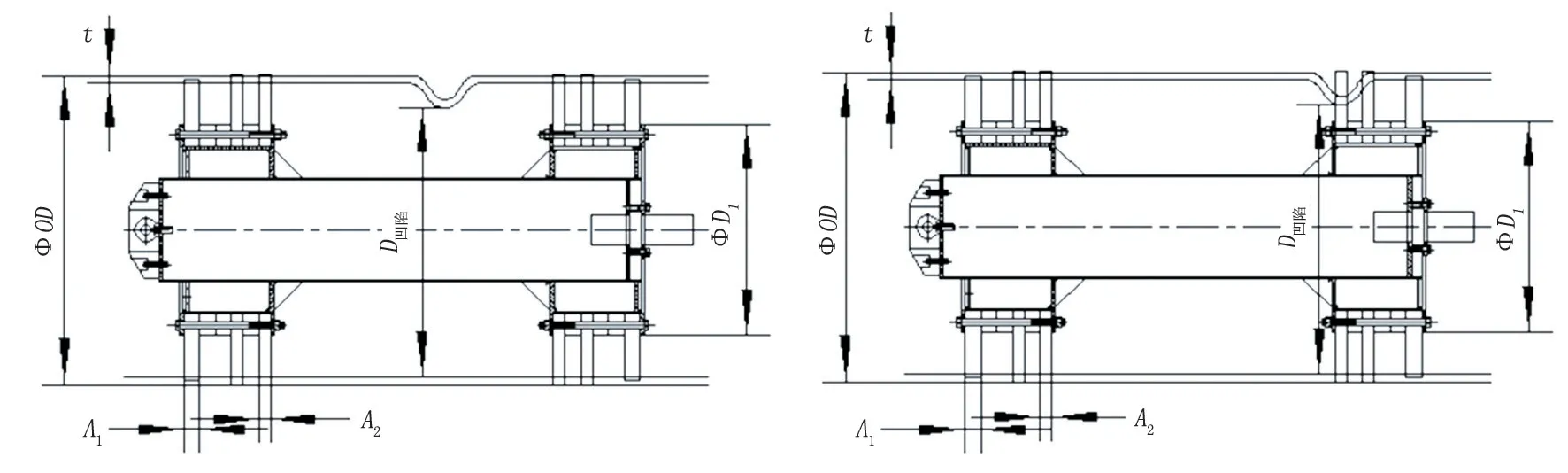
图2 清管器通过凹陷变形直管道的示意图Fig.2 Schematic diagram of pig passing through dent deformation straight pipeline
在清管器的最小孔径下,对应于该清管器允许的直管段最大凹陷变形百分比计算式见式(1)。因此,已知清管器的最小凹陷直径,就能够计算出该清管器在直管段中的通过能力。

式中:X为允许直管段的最大变形量(即通过能力),%;OD为管道外径,mm;t为管道壁厚,mm;D1为清管器最大钢法兰直径,mm;A1为清管器单个部件轴向厚度的最大值,mm。
3 管道三通通过性能
管道三通在长输油气管道上经常用到,主要是起到介质分流、分输的作用。清管器通过三通示意图见图3,当清管器前部皮碗进入到三通腔体后,介质已绕道泄流,介质在该部分的皮碗前后无法形成压差,因此前部的皮碗就不能起到密封驱动的作用了,此时只能依靠还在直管段中的后部的皮碗密封来驱动清管器设备前进。由此推理,如果清管器的两端部皮碗的最大密封间距L1小于三通的开孔尺寸,那么清管器将因为介质泄流失去驱动力而停在管道三通处。因此,管道清管器要想能顺利通过三通,在设计上其两端部的皮碗最大密封间距的值至少要大于三通开孔长度。

图3 管道清管器通过三通示意图Fig.3 Schematic diagram of pipeline pig passing through tee
按照管道上的三通最大开孔尺寸为等径三通的原则,因此,清管器的皮碗最大密封间距L1要大于OD。
一般在设计上为了获得可靠的三通通过性能,依据大量的实际设计经验,得到如下公式

式中:L1为清管器的皮碗最大密封间距,mm;OD为管道外径,mm;k为密封间距系数,推荐1.2≤k≤1.8。
4 管道厚壁及阀门通过性能
管道的厚壁及阀门处的管道内径相比正常管段内径要小,因此可以归类于管道的内径发生整圆周缩径现象,通过能力取决于清管器允许管道缩径的最小直径。清管器通过管道正常和极限缩径管道的情况如图4 所示。相当于清管器通过有大壁厚的直管段,清管器上的皮碗、钢刷等部件都会受到整个圆周方向的挤压,从而整体向后发生折弯形变。因此,其通过性能的计算原理同样适用于采用清管器的最大不可压缩直径。但是,虽然都是发生挤压形变,在缩径管道内是清管器的各部件整圆周都同时发生形变,前一个部件发生形变后可能会叠加到后一个部件上,在计算通过缩径情况下的清管器最大不可压缩直径的部件厚度值A需要考虑叠加因素,如图4 的通过极限缩径管道情况,A值就应该取A1与A2之和。大部分的清管器各部件间隔一般不超过折弯长度,因此通常都会是叠加情况。
终上所述,清管器允许管道缩径的最小孔径

5 通过管道弯头性能
清管器通过弯头的性能主要是指清管器能通过90°弯头的最小曲率半径,一般4~12 in(1 in=25.4 mm)小口径管道的弯头最小曲率半径为1.5OD,14~32 in 中等口径管道的弯头最小曲率半径为2.5OD或3OD,而36~56 in 大口径管道的弯头最小曲率半径为5OD及以上。

图4 清管器通过正常管道和极限缩径管道的示意图Fig.4 Schematic diagram of pig passing through common pipeline and exterme reducing pileline
图5 和图6 分别为32 in 管道清管器通过32 in 管道1.5OD弯头和3OD弯头的情况示意图。由图可见,90°弯头的曲率半径越小,对清管器的最大不可压缩直径D2以及对应的清管器两端不可压缩直径的总长度L2的值要求越高。而且这两个值有一定的反约束关系,在同样的弯头曲率半径下,最大不可压缩直径越大,那么筒体的最大长度值就需要越小;否则,通过性能得不到保障。
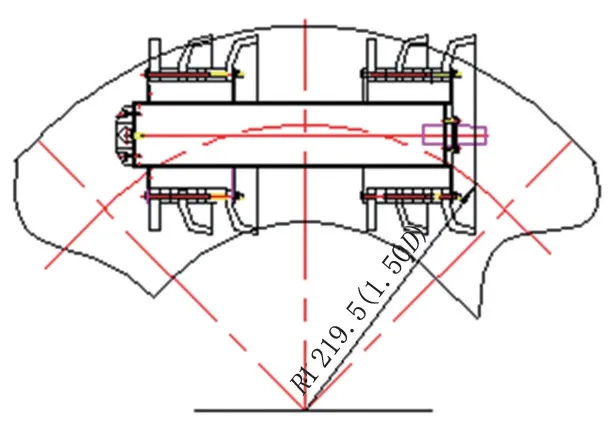
图5 32 in 清管器通过1.5OD 弯头的示意图Fig.5 Schematic diagram of 32 in pig passing through 1.5OD bend

图6 32 in 清管器通过3OD 弯头的示意图Fig.6 Schematic diagram of 32 in pig passing through 3OD bend
清管器通过90°弯头的最小曲率半径的倍数n,其计算关系式同样要在清管器通过弯头内径时发生折弯形变情况下进行推导。图7 是清管器在弯头内发生极限折弯后的形变示意图,同样,在极限通过下,皮碗等部件发生折弯形变并相互叠加。
将其按最大不可压缩直径D2=D1+2(A1+A2)简化后,得到图8 所示的简化示意图。

图7 清管器在弯头内发生极限折弯后的形变示意图Fig.7 Deformation diagram of pig after extreme bending in elbow

图8 清管器在弯头内极限折弯时的简化示意图Fig.8 Simplified diagram of pig in elbow with extreme bending
在图中,两个直角三角形OAB和OCD分别按照勾股定理得到
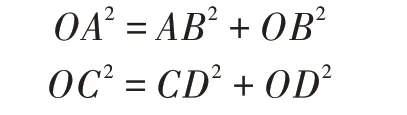
而直线OBD 上

因此得到

另外,在弯头中有如下关系式


将上面四个等式代入公式(4),得到

式中:OD为管道外径,mm;ID为弯头内径,ID=OD-2t,mm;t为弯头壁厚,mm;n为90°弯头的曲率半径倍数;R为90°弯头的曲率半径,R=nOD,mm;L2为清管器的两端不可压缩的总长度,mm;L3为清管器的一端不可压缩的长度,mm;D1为清管器的最大钢体法兰直径,mm;D2为清管器的最大不可压缩直径,D2=D1+2(A1+A2),mm。
公式(5)建立了L2与D2和L3极限值的方程式关系。
在清管器的设计中,一般先确定清管器的结构以及皮碗、钢制法兰的零件尺寸,这样D2和L3的值就可以确定了,然后根据实际工程管道情况,了解现场管道的90°弯头的曲率半径R值,代入公式中,就可以计算得到清管器的前后端不可压缩直径的总长度L2的极限值。
一般在实际的设计中都要考虑一定的通过安全系数,因此,在计算得到清管器L2的极限值后,实际取值不应大于95%L2,以保障清管器通过弯头的能力。
6 实例
某清管作业工程现场工况条件为:40 in 天然气管道,有等径三通,直管道壁厚14.6 mm,弯头壁厚27 mm,弯头曲率半径为5OD,管道厚壁处的最小缩径为948 mm。需要设计一种两直四碟混合皮碗清管器,要求清管器通过直管道凹陷变形的能力大于10%,可以通过5OD弯头,可以通过等径三通,可以通过948 mm 的最小缩径。
根据工况条件得知:

清管器主要设计参数如下:
根据皮碗结构,确定直皮碗厚度A1=65 mm,蝶皮碗厚度A2=54 mm,压紧皮碗的钢法兰直径D1=693 mm。
根据两直四碟端面结构,确定清管器一端不可压缩直径的长度L3=320 mm。
通过上面的公式(1),可以计算得到清管器通过直管段凹陷变形的能力为:

因此清管器满足通过直管道凹陷变形的能力大于10%的设计要求。
由于直皮碗厚度大于蝶皮碗厚度,所以此处A1应取65 mm。
通过上面的公式(2),可以计算得到清管器的最大密封间距L1的取值区间为:

通过公式(3),可以计算得到清管器允许管道厚壁及阀门处缩径的最小值为:

931mm 小于管道的实际缩径尺寸948 mm,因此清管器通过缩径性能设计满足要求。
根据上面的公式(4)和(5),计算清管器的前后端面不可压缩直径的最大长度L2值。
其中参数D2=D1+2(A1+A2)=931 mm、弯头ID=962 mm、R=5 080 mm、L3=320 mm,将参数代入公式(5)中,可以计算得到L2的极限最大值为1 516 mm,为保证安全,并结合公式(2)计算得到的清管器皮碗最大密封间距L1的取值范围,实际取L2=1 401 mm,此时L1=1 484 mm,皮碗间距系数k≈1.46,满足管道设计需求。
最终该清管器的主要设计参数如图9 所示。

图9 清管器主要设计参数示意图Fig.9 Schematic diagram of main design parameters of the pig
7 结论
通过对清管器在直管段凹陷变形、三通、厚壁及阀门、弯头的通过姿态的分析,对具体的影响通过性能参数进行设计,得出清管器在设计中需要遵循的计算公式,并给出了一些具体参数的经验值。从分析中看出,影响清管器通过性能的最重要的两个参数分别是清管器最大不可压缩直径和对应的清管器端面长度。
管道清管器良好的通过性能参数是业主选择和采购管道清管器的重要指标。同时,这个指标也对管道清管器的设计提出了更高的挑战,既要保证清管器的清管效果,更要保障清管器有良好的通过性能,保障清管器作业安全平稳,不会对管道运营产生安全风险。
