某滴注式气体渗碳炉爆炸原因探讨
2021-04-24侯帅帅曾现琛胡家琨付春霞
侯帅帅* 曾现琛 胡家琨 付春霞
(1.青岛市产品质量监督检验研究院 2.青岛市产品质量检验技术研究所)
0 前言
井式气体渗碳炉目前应用十分广泛,各种零件的渗碳工艺大多数是在井式气体渗碳炉中进行的。过去,人们对这种电阻炉的爆炸危险认识不足,设备操作规程和安全培训中也很少提及其危险性。但事实上,生产过程中经常发生这种爆炸事故,王贤敏[1]研究并分析了爆炸原因及预防措施。现结合实际工作,对某井式电阻炉发生爆炸的原因进行了分析。
1 事故情况
发生爆炸的井式电阻炉为滴注式气体渗碳炉,其工作原理是将两种有机液体同时滴入炉内,一种液体产生较高的气体碳势,起富化作用,另一种液体产生较低的气体碳势,起稀释作用,通过合理控制这两种液体的滴入比例并保持一定时间,使碳渗入到零件表面中,从而达到表面增碳并控制在一定范围内的要求。该电阻炉主要由炉盖、炉壳、炉衬、炉盖升降机构、炉用密封风机、马弗罐、加热元件、水冷却系统、电控系统及利用渗碳剂产生合成气氛的滴注系统等部分组成。按照实际用途来分,其主要用于钢制工件渗碳,因此可称为渗碳炉;从加热方式来分,是利用间接电阻进行加热,属于间接电阻炉;从结构来分,属于井式电阻炉;从对流方式来分,属于强迫对流式电阻炉[2]。
该电阻所用渗碳剂为煤油和酒精,温度记录纸上指针所指位置约为550 ℃;马弗罐内料筐中装有渗碳工件,罐内碳黑很少;爆炸后炉盖整体脱离炉体,斜靠在炉体旁边。用于连接炉盖和罐体的螺栓共有10套,其中9 套已发生断裂,断裂部位均位于螺栓与螺栓之间连接的焊接处,焊缝存在气孔、夹渣、焊缝不均匀等缺陷,未发生断裂的螺栓也已经产生变形。
经现场勘验、鉴定,取以下部件样本后进行检验:渗碳剂滴注器,3 套用于连接炉盖与罐体的螺栓,6 件渗碳工件(从马弗罐中料筐的上、中、下三个部位各取2 件工件,分别编号为1#~6#)。
2 检验结果
渗碳剂滴注器检验结果表明:该滴注器为针阀结构,2 个阀门均无渗漏现象。
螺栓检验结果表明:3 套螺栓断裂部位均存在气孔、夹渣、焊缝不均匀等质量缺陷。
工件检验结果表明:工件表面均有锈迹,氧化皮较少;对6 件渗碳工件进行切割后制取金相试样,用体积分数为3%硝酸酒精溶液进行腐蚀,再使用蔡司Imager.M2M 金相显微镜观察,6 件工件均没有出现渗碳层,也没有出现脱碳现象,详见图1。
3 爆炸原因分析
根据现场情况及检验结果,该电阻炉主要用于进行钢件的渗碳处理,由于无法获得当时的具体生产工艺状态及相关技术参数,按照渗碳热处理生产发生事故的可能性进行以下分析。
(1)从连接炉盖和罐体的螺栓来分析,现场9 套螺栓发生断裂,1 套螺栓未断裂但产生了变形,通过断裂和变形情况可以看出,螺栓是在瞬间受到强烈的纵向力后从焊缝处断裂,导致质量较大的炉盖从炉体上脱离掉落至井坑底部。根据现场的情况来看,炉盖上的排气管和观察孔都处于开启状态,因此罐内的气压不是慢慢累积达到物理爆炸的极限,而是瞬间急剧变大,从而发生化学爆炸。
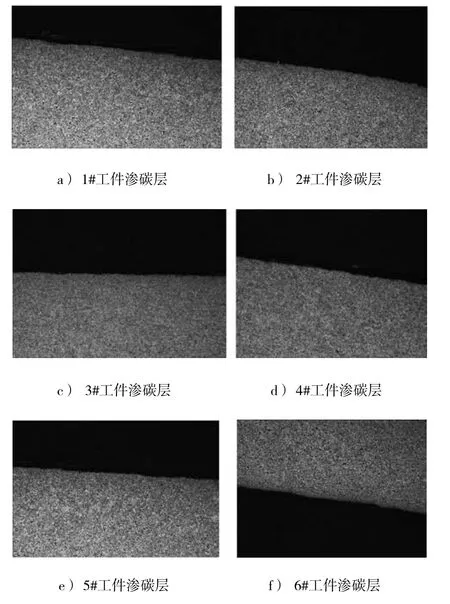
图1 工件渗碳层
引发化学爆炸的条件为:可燃气体与空气(或氧气)必须同时存在,缺一不可;当可燃气体与空气(或氧气)在低于其自燃点的条件下,相互混合并且其比例达到一定的范围内(爆炸极限以内);以上气体混合物在具有足够温度或能量的着火源的作用下[3]。上述三个条件同时被满足,可燃气体才会发生爆炸。在本次爆炸中着火源只涉及马弗炉内壁的炽热表面和被加热的工件。
(2)从现场取样的渗碳工件表面来看,氧化皮较少,表明工件没有经历太高温度的氧化反应。根据所取渗碳工件的金相检验结果可知,6 件渗碳工件均没有出现渗碳层,这表明事故发生时,工件还未进行到渗碳阶段,或者刚开始进入到滴注阶段。6 件渗碳工件均没有出现脱碳现象,这表明事故发生时,炉内温度应该在700 ℃以下,或者刚开始进入到滴注阶段。
按照滴注式渗碳工艺的要求,炉温低于750 ℃时,不得向炉内滴入任何有机溶液[4]。因此,以750 ℃为分界点,分别对低于750 ℃和高于750 ℃时的情况进行分析。
当炉温低于750 ℃时,正常情况下,在该温度阶段是不允许滴入渗碳剂的,炉内只有空气,因此不具备发生化学爆炸的条件。如果在该温度阶段加入了滴注剂,或者由于其他因素导致炉内存在滴注剂,在温度升高至滴注剂的自燃点之前,滴注剂已达到了沸点,因此以酒精蒸汽和煤油蒸汽的状态存在,炉内空气与滴注剂蒸汽相互混合。当炉内温度达到或超过滴注剂的自燃点,且滴注剂蒸汽的体积分数达到爆炸极限时,就会发生爆炸。渗碳剂性质和渗碳特性[5]可见表1。
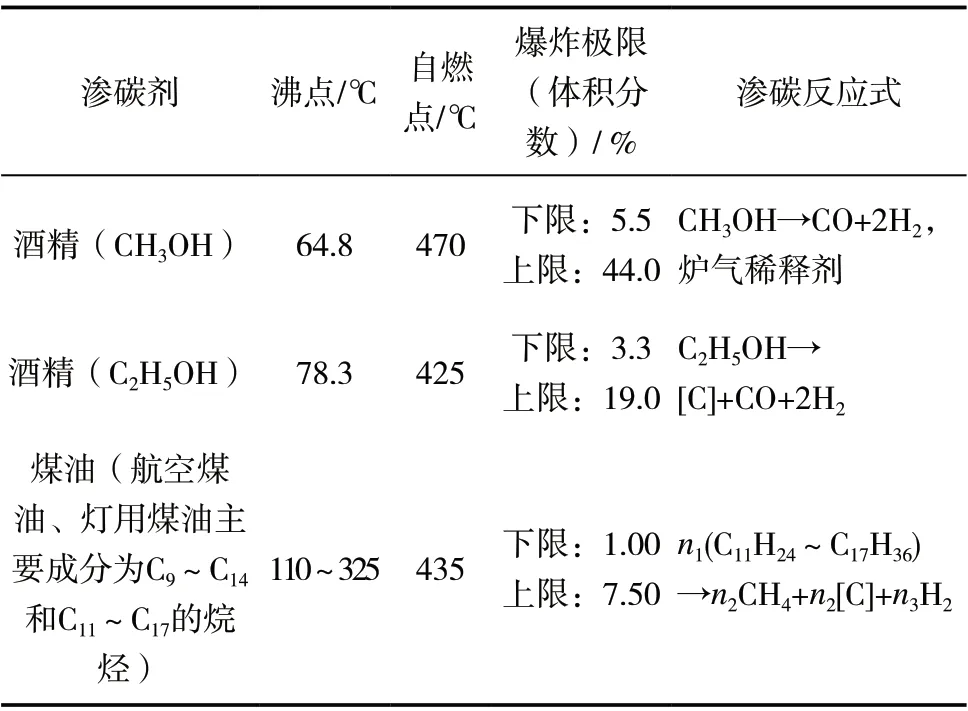
表1 渗碳剂性质和渗碳特性
另外,当炉温低于750 ℃时,若炉内出现负压情况,空气则被吸入炉内,与炉内的可燃性气体混合并达到爆炸极限,从而发生爆炸。
当炉温高于750 ℃时,渗碳剂滴入后会立刻成为渗碳剂蒸汽或者是部分热裂解的产物(通常为CH4,CO,[C],H2等)。由于760 ℃已经超过渗碳剂蒸汽和热裂解产物的自燃点,所以不具备与空气充分混合的打条件,渗碳剂滴入后便发生燃烧,直到将炉内的氧气消耗完毕。因此,炉温在高于760 ℃时发生爆炸的可能性比较小。
4 结论
根据现场情况及检验结果进行分析后可知,该电阻炉发生爆炸的原因可能为:(1)炉温低于750 ℃时,向炉内滴入渗碳剂或者由于其他因素导致炉内存在滴注剂,当炉内温度达到或超过滴注剂的自燃点,且滴注剂蒸汽的体积分数达到爆炸极限时,就会发生爆炸事故;(2)炉温低于750 ℃时,炉内出现负压的情况,空气被吸入炉内,与炉内的可燃性气体混合并达到爆炸极限,从而发生爆炸事故。
为了避免渗碳炉发生爆炸事故,应注意以下几个问题:(1)要通过正规厂家购买符合国家标准的电阻炉,随炉附件应包括铭牌、说明书、生产厂家等,确保购买到的产品设计合理、质量合格;(2)应特别注意电阻炉中安全装置的设置及有效状态,定期进行整定或更换;(3)要加强对操作、使用和维护人员的培训,确保相关人员既能懂操作,又能懂原理,关键时刻能够保护自身安全。