压力管道主螺栓超声相控阵检测系统设计
2021-04-24李伟坚
李伟坚*
(福建省锅炉压力容器检验研究院宁德分院)
0 前言
小型螺栓广泛应用于化工机械中,由于其在使用过程需承受高温高压,甚至处于腐蚀环境中,容易出现裂纹等使螺栓失效的缺陷,因此特种设备检验规程规定,在定期检验中应对设备主螺栓进行检验。在四种常规无损检测方法中,超声检测和磁粉检测是较常用的两种螺栓检测方法,超声检测存在探头可达性差,检测灵敏度低等缺点;磁粉检测对于剩余磁感应强度不满足条件的材料则无能为力。
超声相控阵技术是近年来发展比较迅猛的一项新型检测技术,通过控制各个探头的激励时间来控制声束的聚焦和偏转,检测结果可以多维显示,而且能够扫查常规超声波检测无法检测的部位。工程技术人员采用超声相控阵技术对各种复杂构件也进行了拓展研究,取得了一定的成效。本文拟将其应用于小型螺栓的检测中,并设计出了相关工艺,具有较大的工程实践意义。
1 专用检测方案设计
将相控阵技术应用于小型螺栓检测中,需要对检测装置和检测工艺进行优化设计。本文采用将专用扫查装备与超声相控探头和超声相控检测仪结合的检测模式,该检测装置可以对小型螺栓上下螺纹区表面及内部缺陷进行快速检测。
该装置较常规检测方法的优势主要为以下几点:(1)可不用拆卸对地脚螺栓进行检测;(2)较常规脉冲反射数字式超声检测,检测深度更大、精度更高;(3)设备简单、轻巧且可快速安装。
1.1 扫查装置设计
螺栓的结构特殊,因此设计专用的检测装置对于检测结果的可靠性具有重要作用。特种设备行业上螺栓规格尺寸范围一般为M32 ~M60 mm,且主要用于法兰连接。因此,采用超声相控阵检测时可从螺栓上端面对螺栓螺纹区以及螺栓内部进行检测。本文拟采用的螺栓设计结构图可见图1。
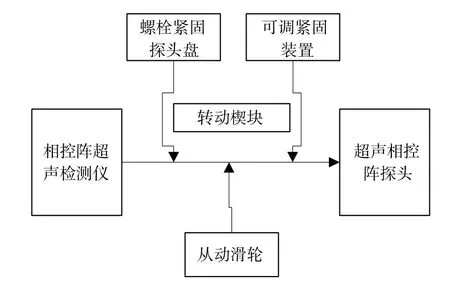
图1 超声相控螺栓检测结构图
根据小螺栓检测特点,扫查装置应满足以下条件:(1)需保障超声相控阵探头与螺栓表面接触良好;(2)超声相控阵探头周向转动不受限制,且不存在死角或者盲区;(3)扫查装置根据螺栓规格尺可调节,且能紧固。
根据螺栓规格特点,设计了一套适用于超声相控阵探头扫查的简易装置,如图2 所示。螺栓型号为六角螺栓,螺顶部是一个平面,设计时固定螺栓顶部平面,为了防止螺栓移动,在侧面安装一个旋紧固定螺丝,防止卡盘装置在运动中位移偏置,导致螺栓超声相控阵检测噪声增大,影响螺栓相控阵检测效果。

图2 卡盘装置示意图
卡盘装置由3 组细小滑轮,3 组可调紧固螺栓插销和3组加持平板构成。为了保证螺栓能紧固在卡盘上,可采用圆形结构调紧固插销,保障其不移动,具体如图3所示。

图3 运动随动器件
1.2 试验检测仪器
本文采用Zetec 公司研发生产的DYNARAY 相控阵系统,型号为NARAY-128/128PR,相控阵探头为5L16-A10,超声波软件为UltraVision3-3D,并且与电脑Dell vostro3400 相连。
2 试验论证
制作常见规格的带人工缺陷的螺栓,并采用上述检测工艺对试件进行检测,对拟定的检测工艺进行试验论证。本次研究选择直径为M36 mm 的高温紧固螺栓和六边形螺栓紧固件。紧固(法兰连接)螺栓材质为18MnNiCrV,直径为24 mm,螺纹长度为74 mm,螺栓长度为102 mm。六边形螺栓紧固件材质为碳钢,长度为180 mm,六边形边长为26 / 21 mm。
采用自主研发的相控阵扫查装置检测螺栓,如图4 所示,手工转动螺栓装置,确保螺栓360°旋转并进行相控阵检测。扇形扫描方式使阵列中相同晶片发射声束,对某个聚焦深度在范围内移动。检测时采用带楔块的扇形扫描和不带楔块的扇形扫描。

图4 相控阵扫查装置及检测示意图
探头加楔块,检测楔块回波之前的缺陷,聚焦法则设置情况可见表1,检测结果如图5 所示。
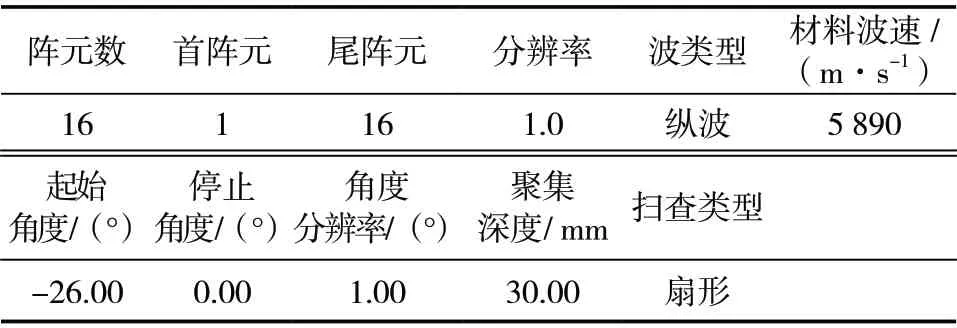
表1 探头加楔块聚焦法则
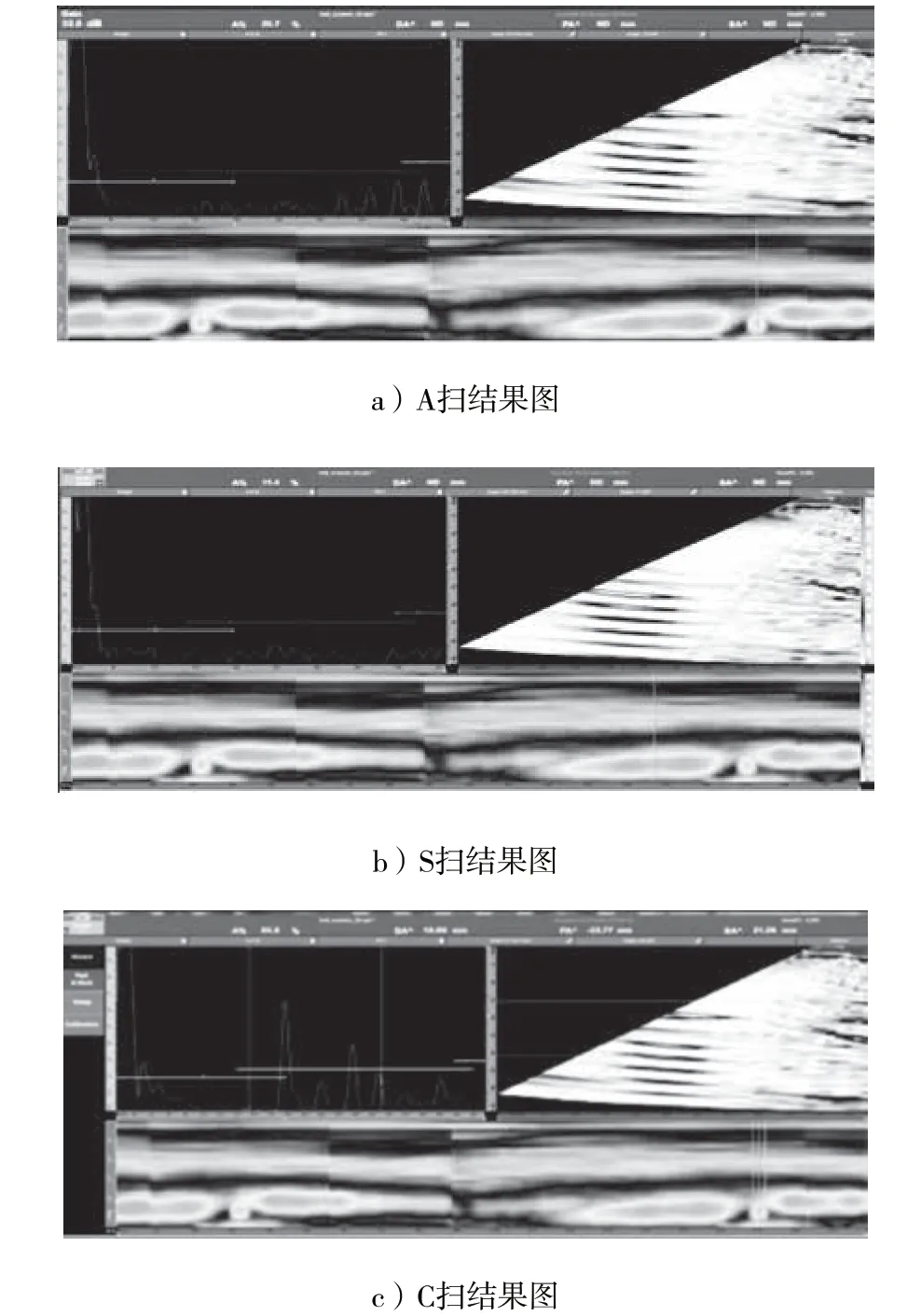
图5 探头加楔块相控阵检测结果图
根据图5 的检测结果可以看出:当数据指针位于无缺陷位置,图5 中可明显看到1 个缺陷,将数据指针置于1#缺陷位置,测得缺陷深度为19.99 mm,该缺陷为螺栓的第1 个刻槽缺陷。
探头不加楔块,检测较深的缺陷时,聚焦法则设置情况可见表2,检测结果如图6 所示。
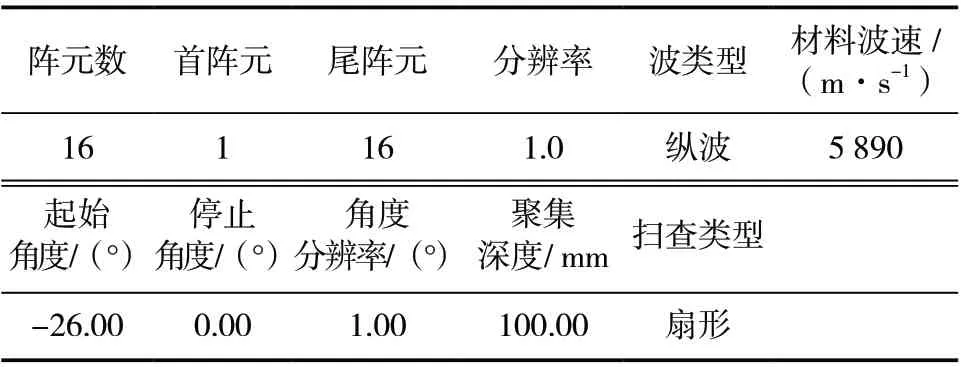
表2 探头不加楔块聚焦法则
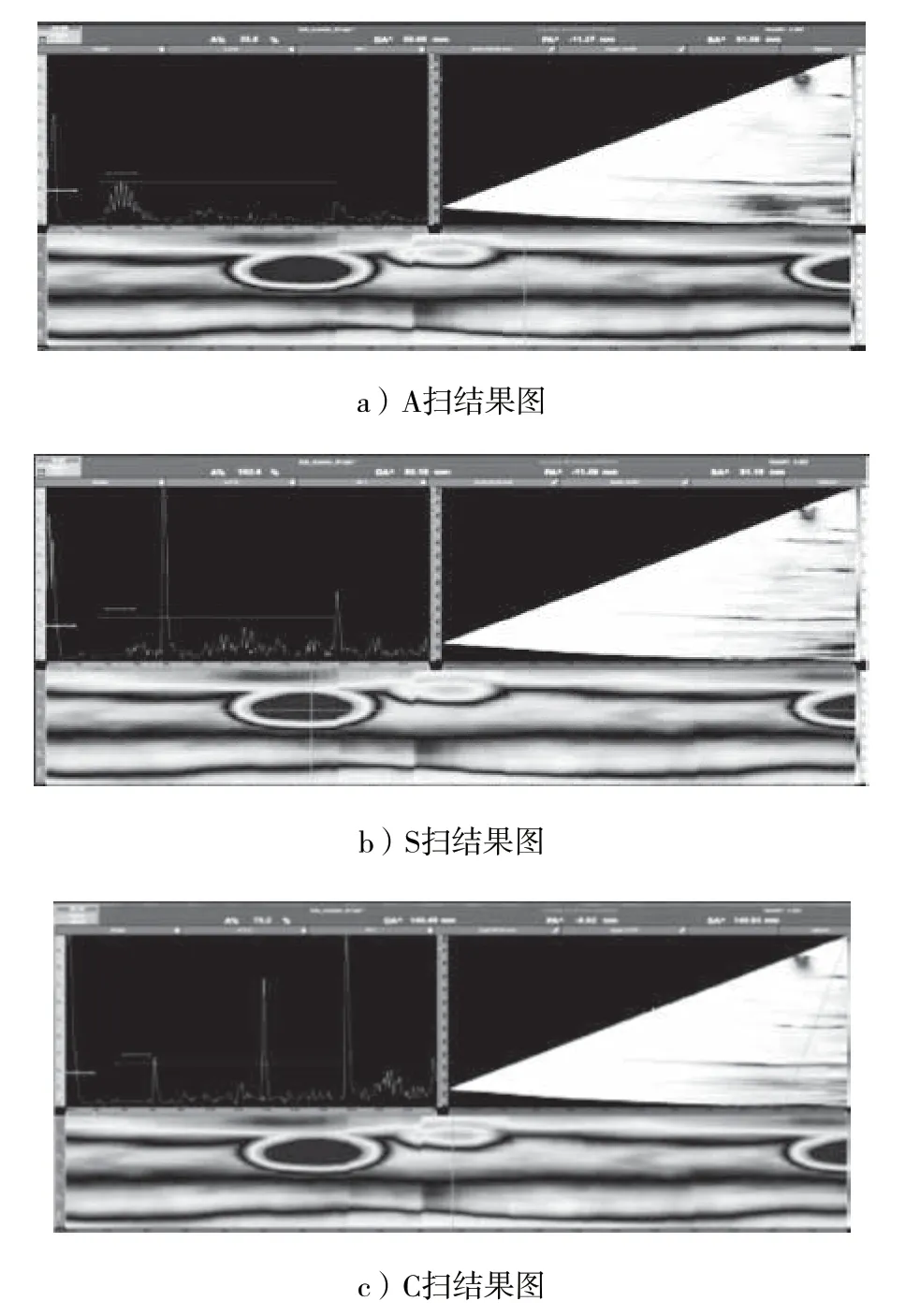
图6 探头不加楔块相控阵检测结果图
根据图6 的检测结果可以看出,当数据指针位于无缺陷位置时,图6 中可明显看到2 个缺陷,将数据指针置于2#缺陷位置,测得缺陷深度80.19 mm,该缺陷为螺栓的第2 个刻槽缺陷,将数据指针置于3#缺陷位置,测得缺陷深度为140.49 mm,该缺陷为螺栓的第3 个刻槽缺陷。
上述试验结果表明,相控阵检测具有灵敏度高,信噪比高和多扫描均能方便识别缺陷位置等优势。
3 结论
钢螺栓检测一直是困扰检验人员的一大技术难题。本文将相控阵检测技术引入到螺栓检测工作中,通过优化设计检测装置,并对螺栓试样进行了检测论证。结果表明,相控阵技术不仅适用于螺栓检测工作,而且与其他检测方法相比还具有灵敏度高,信噪比强和缺陷识别精准等优势。同时,试验还表明,相控阵检测技术可以在不拆卸螺栓的前提下,通过对螺栓端面检测就能完成整条螺栓的检测工作,不仅提高了检测质量工作,还大大提高了工作效率,降低了检测成本。
