烟包包装箱回收中自动化码垛系统的研发应用
2021-04-07黄林琪刘文烽罗家政陈瑛
黄林琪 刘文烽 罗家政 陈瑛

【摘 要】为解决卷烟厂烟包包装箱回收效率低等问题,文章提出了一种纸箱自动码垛控制系统,该系统能够利用可编程控制器协调各部件的运作,实现包装箱的自动堆叠及回收任务;通过提升运输高度,减少空间占用程度;通过工业以太网,实现各设备之间的实时通信。现场测试结果表明:与传统的人工回收方式相比,该控制系统在减少1名作业人员的同时大幅降低了作业人员的劳动强度,既满足了回收可靠性的要求,又达到了快速回收的效果,可为提升烟草回收物流自动化水平提供支持。
【关键词】纸箱回收;码垛控制系统;工业以太网;可编程控制器
0 引言
目前,烟草企业主要将研发力量集中在物料的包装、分拣及开包等工序的改进上,而对烟包包装箱码垛回收的研究报道较少[1]。包装箱具有规格及重量大的特性,常规的码垛机器人无法稳定地进行回收工作。在回收物流的码垛系统中,由于烟包种类的复杂性和随机性,会导致包装箱大小规格不同,并且要求累积一定数量后自动更换托盘,以便于叉车集中回收,因此规格不同的包装箱需经过整理后方可进行堆叠回收,以保证包装箱的稳定和整齐,防止出现堆垛倾斜、倒塌的情况。
目前,多数烟草企业依旧采用人工方式回收包装箱,但人工回收方式工作效率低、劳动强度大,已无法满足企业需要,逐渐成为烟草企业发展的障碍,故设计新型包装箱自动码垛系统成为阻碍烟草回收物流中心的首要任务[2]。为此,本文以南宁卷烟厂制丝车间回收物料中心为对象,设计了一种纸箱自动码垛控制系统,以期实现包装箱的自动堆叠回收功能,提高回收物流系统的工作效率。
1 系统设计
1.1 系统框架
码垛控制系统以“西门子”S7-1200为核心控制器,能够通过设计程序逻辑自动、高效地完成包装箱堆叠及回收工作;可以通过电压、电流检测及过压保护模块的监测,保障系统动力能源正常工作[4];可以通过PROFINET网络传输传感器采集数据,实时获取包装箱位置信息;可以利用PROFIN-
ET网络传输控制指令,通过变频器驱动交流电机实现对各个机构的控制;可以通过触摸屏实时监控码垛系统运行状态、查看包装箱位置信息及在手动模式下实时操纵码垛系统。系统整体框架如图1所示。
1.2 硬件架构
码垛系统的硬件部分主要由平整装置、升降机、气动装置、纸箱推杆、空中输送带、码垛机及托盘库等部分组成。其中平整装置通过左右气缸推动以平整包装箱左右侧;升降机位于纸箱出料口末端,此处存在车间内部通往电梯口的物料搬运通道,若在此进行堆叠及回收工作将会影响物料搬运工作,故采用升降结构设计,设计将送入的包装箱进行提升,以减少空间占用率并防止堵塞电梯出入口(如图2、图3所示)。
纸箱推杆通过光电传感器(如图4所示)确定纸箱位置,利用挡板和气缸平整纸箱前后两侧,以保证包装箱堆叠整齐。空中输送带采用中距离链式运输方式,以增加系统回收能力。码垛机亦为升降结构,其高度随着包装箱的投入而逐渐降低,待堆垛包装箱数量达到设定值后将包装箱送出。托盘库位于码垛机后方,可利用托盘分料装置自动、快速地补充托盘。
1.3 软件设计
软件部分包括控制逻辑的设计、PROFINET网络搭建、传感器反馈信号的处理及触摸屏界面设计。控制逻辑主要实现码垛系统各部件的正常运作,包括控制平整装置、升降机、气动装置、纸箱推杆、空中输送带等;PROFINET网络主要实现控制指令及数据的传输;触摸屏则可实时监控码垛系统的运行状态及包装箱位置信息。
本文设计了两段空中输送带,每段输送带安装3个光电传感器,利用光电传感器实时获取包装箱位置信息,延长包装箱之间的距离,防止包装箱之间發生碰撞。每段输送带由2台交流电机进行控制,用以提高码垛系统处理能力。输送带控制逻辑如图5所示。
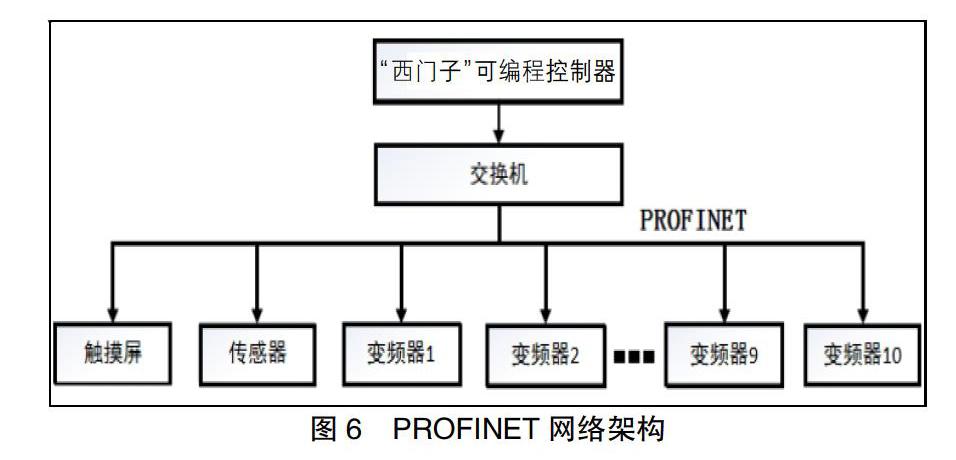
通过PROFINET建立可编程控制器、触摸屏、传感器及变频器之间的通信网络,使得各器件能够与该网络下的任意设备进行实时数据传输。PROFINET网络架构如图6所示。
使得人与机器之间能够准确地进行交流是设计触摸屏画面的关键,通过“西门子”WINCC编程软件设计触摸屏界面,如在码垛机界面上设置码垛数量,操作人员可以根据托盘大小更改码垛数量,保证包装箱的稳定存放。在各电机控制界面上设计电机运行状态信息及点动按键,使得调试及维护等工作更加便捷。部分触摸屏画面设计如图7所示。
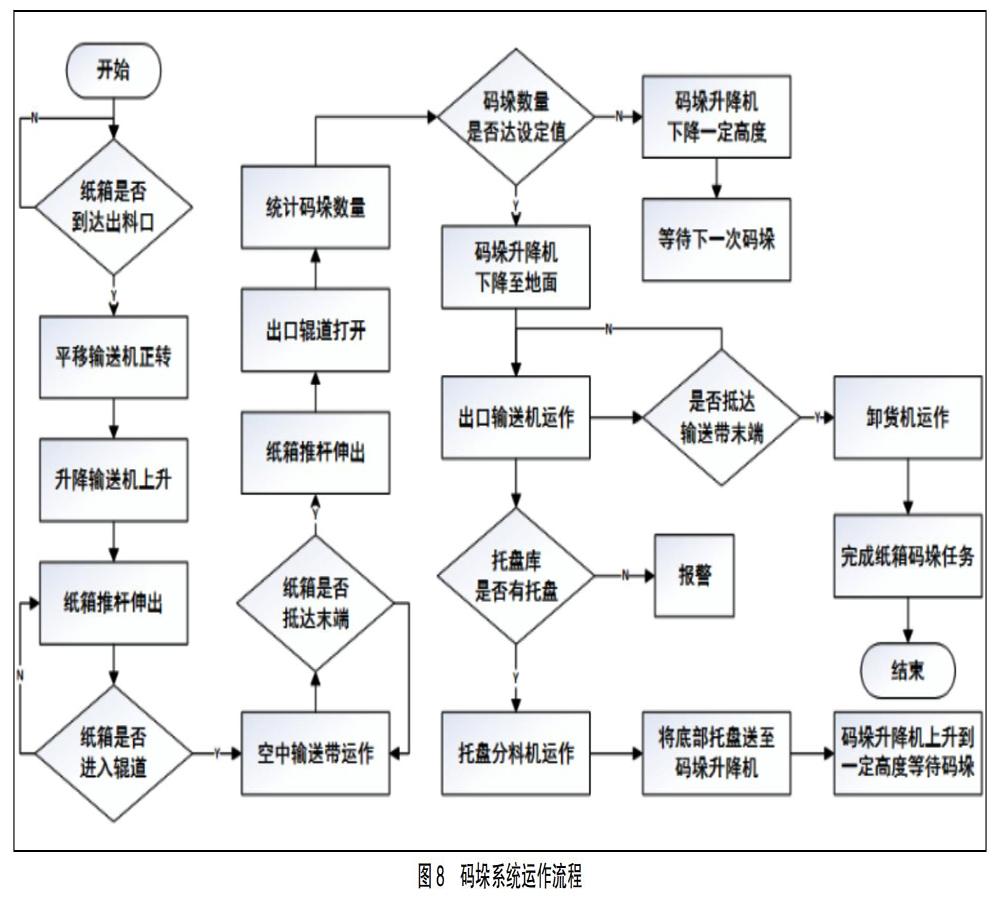
1.4 码垛动作流程
待回收的包装箱到达纸箱出料口后,入口平移机构和升降平台将包装箱送入空中输送带,当包装箱抵达输送带末端时,纸箱推杆将其推入码垛升降机进行堆垛,待堆垛到设定数量时,包装箱在出口输送机及卸货机的作用下完成纸箱码垛任务。码垛系统运作流程如图8所示。
2 实验数据分析
以“真龙”牌烟包包装箱为回收对象,选用型号为6ES7 215-1BG40-0XB0的“西门子”可编程控制器、型号为6GK7 277-1AA10-0AA0的“西门子”交换机、型号为FC302-P1K1-T5-E20-H1-X-GCAL的“丹佛斯”变频器及型号为1LG0253-6AB70的“西门子”交流电机进行试验。现定一个托盘装载6垛包装箱,其中每一垛为6个包装箱,以堆叠好一个托盘到运输至指定地点为码垛时间,在卷烟厂制丝车间生产过程中进行统计,连续统计1个月。部分数据记录见表1。
南宁卷烟厂2条开包线共用1个纸箱出料口,累积开包6箱烟后将包装箱运送到出料口,平均出料速率为30 s/垛,输出6垛包装箱时间约180 s。统计结果表明:由于纸箱出料口处存在物料运输通道,工人需将包装箱搬运至空旷处进行堆放和整理,因此耗时较长、劳动强度大且堆垛效果不佳,而引进纸箱自动码垛控制系统后,码垛回收平均耗时173.6 s,平均出料速率为28.9 s/垛,比人工作业快约11 s,堆叠效果远胜于人工,并且在减少1名作业人员的同时大幅降低了作业人员的劳动强度,满足了包装箱回收实时性及可靠性要求,实现了烟包包装箱的自动堆叠及回收功能。
3 总结
针对南宁卷烟厂制丝车间开包后包装箱回收效率低等问题,本文研究并设计了一种以可编程控制器为核心、传感器为感知机构、交流电机为执行机构、PROFINET为传输纽带的纸箱自动码垛控制系统。该系统能够利用平整机构和纸箱推杆将包装箱堆叠整齐,保证其堆叠平稳;利用PEOFINET网络传输控制指令及传感器数据,提高各设备间的通信速率;通过优化控制逻辑,保证设备的协调运作。现场测试结果表明:与传统的人工回收方式相比,纸箱自动码垛控制系统码垛时间不超过174 s,堆叠效果良好,运作可靠性和回收效率高。在实际生产中,该系统可有效缓解工人劳动强度、降低人工成本、提高包装箱回收效率、提升烟草回收物流的自动化程度。
参 考 文 献
[1]孔垂武,张磊.卷烟包装箱回收利用的实践与探索[A].中国烟草学会.中国烟草2013年学术年会论文集[C].北京:中国烟草学会,2013:455-459.
[2]田润娴.构建卷烟包装箱循环利用流程提升回收利用效率[J].中国包装,2015,35(7):50-57.
[3]韩松涛.工业自动化中以太网的应用与发展[J].中国高新技术企业,2016(26):41-42.
[4]刘洋.协作机器人关节设计及伺服驱动研究[D].北京:北方工业大学,2018.
