基于PLC和触摸屏在切断机控制系统中的应用
2016-10-14庞传磊
庞传磊
摘 要:PLC和触摸屏控制技术在目前工业系统中的应用日益广泛,涉及到各行各业,本文对”LS产电”品牌的可编程控制器和触摸屏应用在切断机领域的研究做进一步分析,希望对相关技术人员操作人员及使用人员有所帮助。
关键词:可编程控制器;触摸屏;切断机
20世纪60年代,由于市场的需要,工业生产从大批量、少品种的生产方式转变为小批量、多品种的生产方式。
但是,当时这种大规模生产线的控制大多是集电器控制系统,体积大、耗电多,改变生产程序非常困难。为了改变这种状况,满足用户对产品多样性的要求,1969年美国数字设备公司研制成了世界上第一台可编程逻辑控制器(PLC),在美国通用汽车生产线上使用并取得成功,从此开创了可编程逻辑控制器的时代。目前可编程控制器(PLC)已广泛地用于工业控制的各个领域。
为满足工业自动控制对现场数据实时性要求和适应复杂系统控制的需要,PLC与上位机之间、PLC与PLC之间都要能够进行通讯并实现数据共享。
PLC只是一台增强了I/O功能的可与控制对象方便连接的计算机。其完成控制的实质是按一定算法进行I/O变换,并将这个变换物理实现,应用于工业现场。
PLC主要由输入寄存器、输出寄存器、存储器、CPU单元和其他接口单元。
PLC已经完全能够取代继电器控制系统。只有对其控制机制有了准确的理解,才能对其持续地开发并创造地使用它。I/O电路已经保证了PLC与现场设备直接连接,并在内部寄存器存储了这些状态。但是,为了取代继电器控制,更重要的是如何组织和使用这些开关量,从而达到用软件程序代替硬件连线的目的。PLC充分的利用了计算机存储程序的思想和高速的特点,采用了控制系统中的离散控制方法,使它的控制能够完全取代继电器控制。
本系统以PLC控制系统为主结合触摸屏技术作为上位机,使其有机统一起来,正真做到人机对话及数字化操作。本文着重介绍此系统在切断机系统中的使用。
切断机利用PLC和触摸屏技术可对食品膨化机生产出来的长条形食品进行有效切断,可控制切断的速度,切断长度厚度等;下面对本过程详细描述。
触摸屏上配有“旋切电机启停”的按钮,“输送电机启停”的按钮,“旋切电机频率反馈”对话框,“输送电机频率反馈”对话框,“频率设定”电位器拖动条,“同步长度调整”电位器拖动条,这些按钮开关对话框电位器拖动条操作方便使用灵活提高了设备的工作效率。
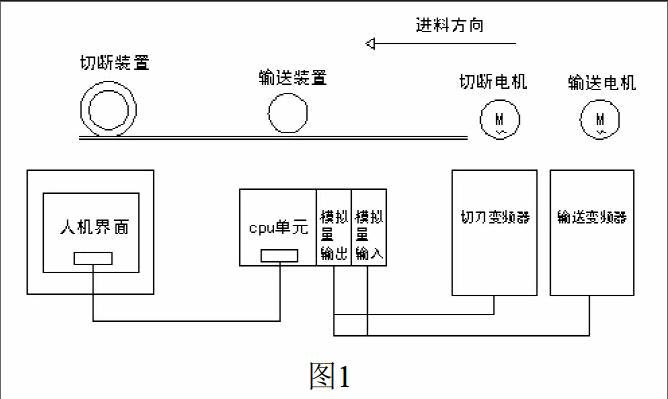
设备示意及控制系统如图1所示
选用变频控制系统是基于其调速简单,精度高灵活性好等特点。
通过PLCDA模块输出的DC0-10V电压,对应转换成变频器的输出频率,从而可实现两变频器的同比例呈一定对应关系的调速,从而达到我们的控制目的。
变频系统设计
LSLV-C100系列变频器系统有速度控制模式和转矩控制模式,本系统选用的是速度控制模式。
(1)变频控制系统接线图如图2所示
(2)速度限制指令
当变频器处于速度模式控制时其速度受到PLCDA模块的限制,其0-10V对应变频器的频率,本系统设计切断变频器对应的DA模块0通道的输出值DC0-10V对应变频器0-150HZ,输送电机变频器对应的DA模块1通道的输出值DC0-10V对应变频器0-60HZ,其对应参数设置如图3所示。
PLC系统设计
PLC系统采用LS品牌XGB系列产品,其中XBO-DA02A为速度控制模块,XBO-AD02A为频率采集模块,触摸屏通过RS485与PLC相连,其网络系统图如图4所示
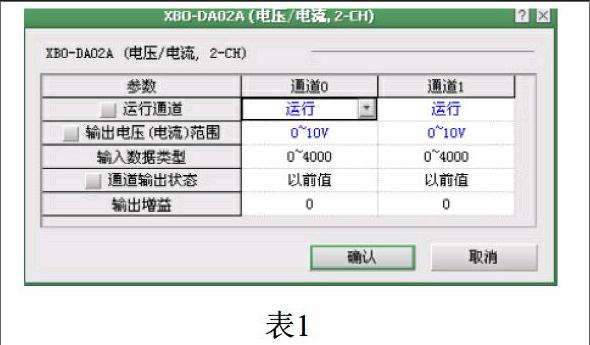
(1)模拟量输出模块,模拟量输出模块的具体产品型号为XBO-DA02A,其输出为2路DC0-10V电压,其性能参数入表1所示
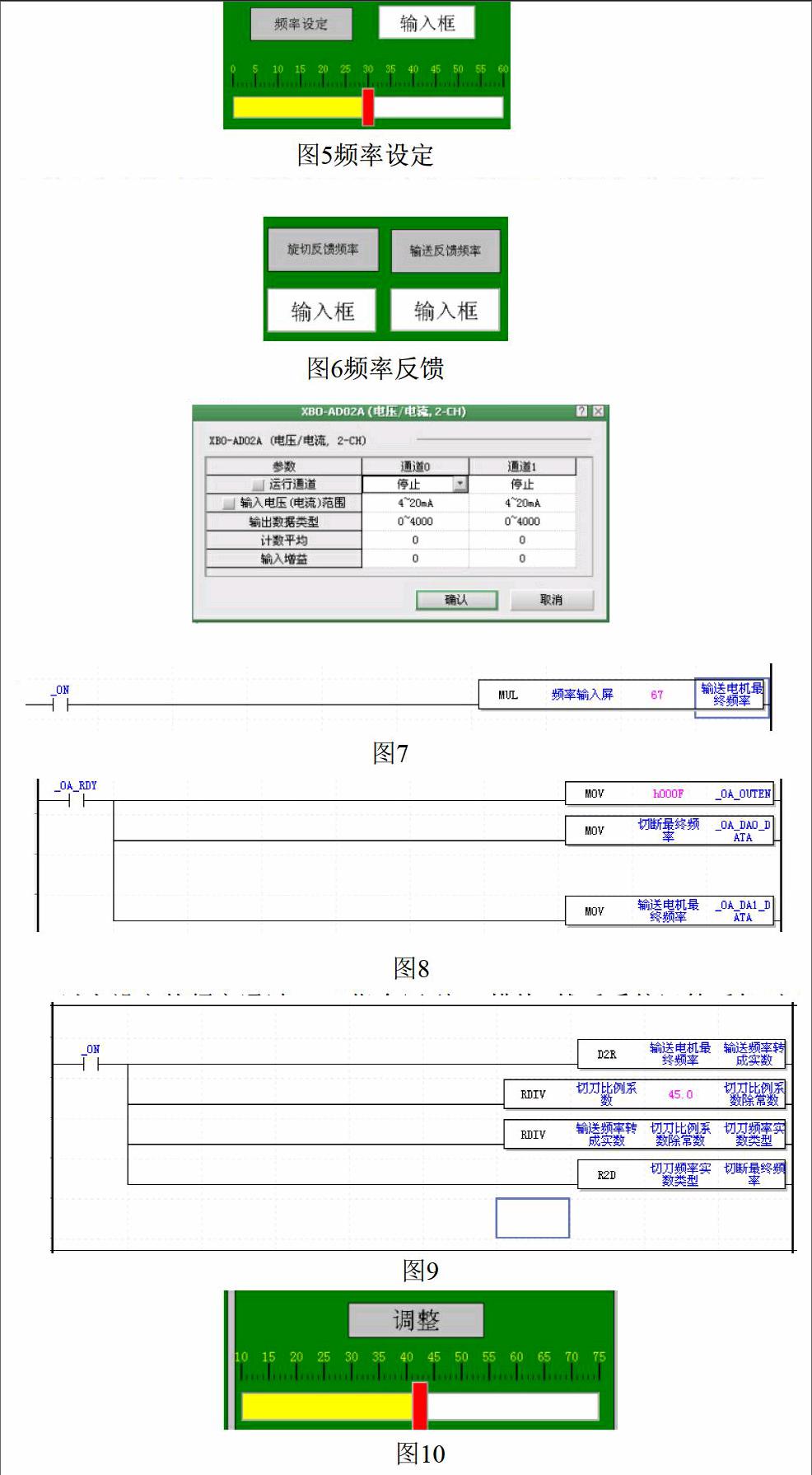
其中模拟输出值为0-10V,对应的数字字为整数0-4000,其实际设定在触摸屏上以实际频率的形势实现,0-60HZ频率对应电压值的0-10V,成线性比例关系,系统中“运行通道0”状态要选择“运行”状态“输出增益”设定为0即可。其速度设定通过下面界面实,见图5。
本设定为电阻式设定在滑动滚动条上拖动即可实现调速,从而实现我们实际需要的频率。
(2)AD转换模块
AD转换模块的主要功能是把变频器的实时频率反馈给PLC的AD模块,然后AD模块通过模拟量转换及运算,以“HZ”的形势在触摸屏上显示出来,该反馈检测了切刀变频器和输送变频器的实时运行频率,用户再根据该频率调整实际需要的输入频率,其触摸屏界面如下。图6频率反馈。
上面“输入框”内即为系统运行时的反馈频率。
其PLC设定如表2所示
PLC程序设计
由于系统采用转速比例同步控制模式,PLC系统必须对切断电机和输送电机的速度根据要求实时的控制。
(1)输送电机频率设定。见图7
本程序中”on”为PLC常通中继,即得电后常通状态,其代码为”F99”,
“频率输送屏”为在触摸屏上设定的输送电机的频率,其设定范围为0-60HZ,根据实际需要来设定其频率,“67”为换算系数,比如说“频率输入屏”设定为60HZ其计算方法为60HZX67=4020,即对应上面讲的DA模块的最大数字值,也就是需要的最大频率即为“输送电机最终频率”对应的数值。
以上设定的频率通过MOV指令写到DA模块,然后系统运算后把对应频率值反馈给变频器,从而达到我们需要的频率,图8“0A-DA1-DATA”即为频率值写到变频器的PLC地址。
(2)切刀电机频率设定。切刀电机频率设定程序通过图9所示程序实现
程序中“D2R”为数据类型转换指令,即把整数转换成实数,以便下面实数运算时可直接使用。程序中切断比例系数设定即为”图10”中滑动电位器条的设定,系统中“10--75”刻度即为比例系数又是切刀所切的产品的长度,即对应10--75MM.”RDIV”为实数除法指令,图9第3行和第2行运算通过除法运算得出切断的最终频率,即“切断频率实数类型”对应的数据寄存器,然后通过“R2D实数转整数指令”把“切刀频率实数类型”转换成整数,通过“MOV”指令把频率值写到图8中的“0A-DA1-DATA”中从而达到我们的控制目的,实现设备可靠运行。
