高砷富银铋硫多金属精矿综合回收实验研究
2021-04-06邹坚坚王成行李沛伦李汉文
邹坚坚,胡 真,王成行,汪 泰,李沛伦,李 强,李汉文
高砷富银铋硫多金属精矿综合回收实验研究
邹坚坚,胡 真,王成行*,汪 泰,李沛伦,李 强,李汉文
(广东省科学院资源利用与稀土开发研究所 稀有金属分离与综合利用国家重点实验室 广东省矿产开发与综合利用重点实验室,广州 510650)
某高砷富银铋硫矿为硫化矿混合精矿,表面受到浮选药剂污染,各种矿物之间的可浮性相近,给分离带来不利影响。采用“混合精矿加温脱药-脱药精矿铋银优先浮选-铋银尾矿砷硫活化浮选”工艺流程进行处理,采用高效银铋捕收剂SAC,全流程实验获得的银铋精矿含银4386 g/t、铋13.06%、砷0.61%,回收率为银88.52%,铋85.51%;砷硫精矿含硫36.37%、砷9.69%,回收率为硫93.71%,砷97.57%。实现了混合精矿中铋银砷硫的综合回收。
有色金属冶金;混合精矿;银;综合回收
银和铋的应用领域相当广泛。银在电子、计算机、通讯、军工、航空航天、影视、照相等行业得到了广泛的应用;铋传统应用在医药、冶金、焊料、易熔合金、催化剂、电子等领域,随着科技的发展和全球环保意识的逐渐增强,其应用已经延伸到半导体、阻燃剂、超导材料、化妆品、核能源、蓄电池等各个领域[1-5]。银与铋均属于亲硫元素,在成矿过程中两者常常聚集在一起,形成高含银铋矿物,因此,铋矿物通常是银的载体矿物,通过回收载银铋矿物即可实现银的回收[6-8]。
为实现混合精矿中银铋与砷硫的分离,获得银铋精矿和砷硫精矿,本文采用混合精矿脱药、脱药精矿采用高选择性捕收剂优先捕收银铋矿物、银铋浮选尾矿再活化回收砷硫的技术路线,对某高砷富银铋硫多金属矿进行选矿研究。
1 实验
1.1 试样性质
高砷富银铋硫多金属矿试样为云南某矿山产出的硫化矿混合粗精矿,化学多元素分析结果、矿物定量检测结果、银平衡分布结果见表1至表3。从表1可知,试样主要有价元素是银和铋,含量分别为308.5 g/t和0.96%,同时含有伴生有价元素砷和硫,含量分别为6.38%和24.93%。由表2可知,有价铋矿物主要为辉铋矿、辉铅铋矿、自然铋和铋华,砷矿物主要为毒砂,硫矿物主要为黄铁矿。由表3可知,银主要以铋矿物为载体,分布率为92.66%。铋主要以辉铋矿(硫化铋)形式存在,占有率达到78%,其次以自然铋和铋华形式存在,占有率分别为13%和9%。主要硫化矿物辉铋矿、毒砂、黄铁矿的嵌布粒度均较粗,大部分在+0.04 mm区间。
1.2 实验方案
本矿石中的银绝大部分以铋矿物为载体存在,因此铋矿物的回收决定了银的回收。砷作为有害杂质元素,必须很好地实现铋砷分离,才能获得低砷含量的合格银铋精矿。考虑到试样为浮选获得的硫化矿混合粗精矿,表面受浮选药剂严重污染,需进行脱药处理使各种矿物之间的可浮性差异得以显现,以利于硫化矿分离。试样中辉铋矿、毒砂、黄铁矿的嵌布粒度均较粗,普遍分布在+0.04 mm,矿物之间具有良好的解离性,结合矿石中铋矿物量较小,而黄铁矿、毒砂的矿物量较大,适宜采用“抑多浮少”顺序选别的优先流程。基于矿石性质,采用“脱药-优先浮选铋(银)-活化浮选砷硫”流程实现银铋砷硫的综合回收。实验方案见图1。
1.3 试剂及设备
仪器设备主要有XFD浮选机、HWS12型电热恒温水浴锅、XMQ240×90实验室球磨机、实验室烘箱等。试剂主要有酯类捕收剂SAC、Z-200,以及丁黄药、硫酸铜、硫酸、工业级石灰、2#油等。
2 结果与讨论
2.1 优先浮选铋银
2.1.1 脱药的影响
基于试样为硫化矿混合浮选获得的粗精矿,矿物表面粘附有大量的浮选药剂,导致各种矿物之间的可浮性差异变化,需对试样进行脱药处理,恢复各种矿物之间的可浮性差异。实验条件为活性炭脱药5000 g/t、硫化钠脱药5000 g/t、加温至95℃脱药2 h,脱药后的试样加入3 kg/t石灰、500 g/t腐植酸钠,给入磨机磨矿至−0.074 mm占85%,捕收剂为SAC(以酯类为主的合成药剂,兼有起泡性能),粗选用量为80 g/t,扫选用量为10 g/t。实验结果见表4。
表1 试样化学多元素分析结果

Tab.1 Multi-elemental analysis results of the sample /%
表2 试样矿物定量分析结果

Tab.2 The results of Mineral quantitative test
表3 银的平衡分布结果

Tab.3 The results of silver equilibrium distribution
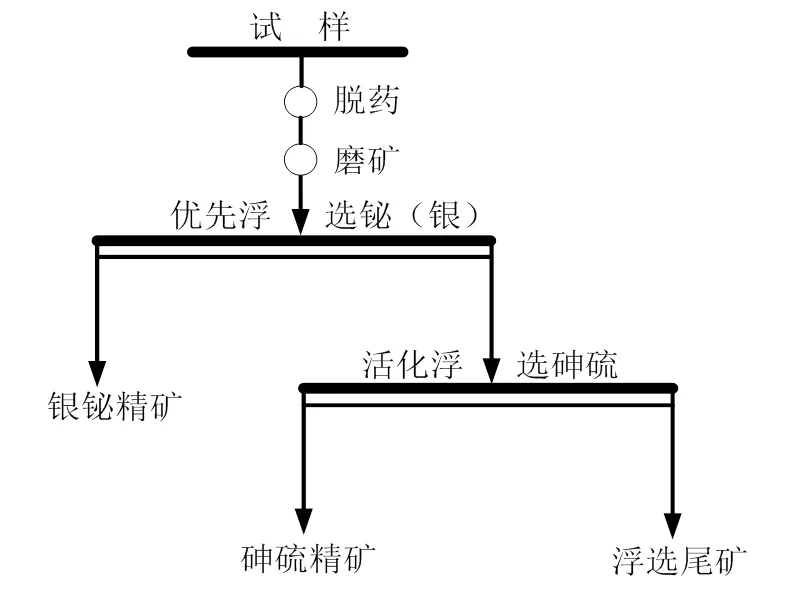
图1 实验方案
表4 脱药实验结果
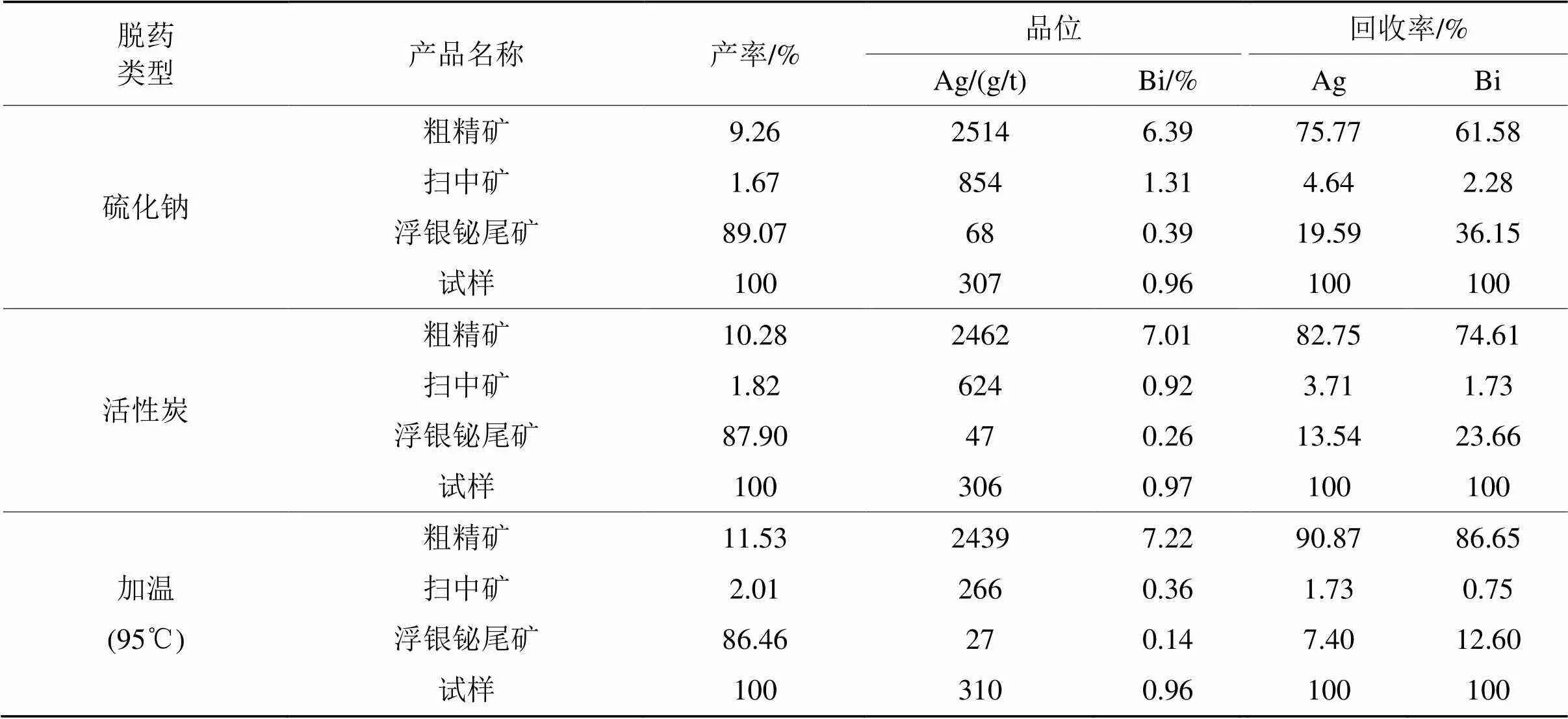
Tab.4 The results of drug removal experiment
从表4可以看出,硫化钠脱药获得的粗精矿银和铋的回收率最低,活性炭脱药获得的粗精矿银和铋的回收率有所增加,相对来说,加温脱药获得的粗精矿中银回收率达到90.87%、铋回收率达到86.65%,明显高于硫化钠脱药或活性炭脱药,因此,选择加温脱药。
2.1.2 细度的影响
试样中主要矿物的嵌布粒度处于+0.043 mm,相对较粗,通过镜下鉴定,发现部分矿物以连生体形式存在,需要通过磨矿以提高矿物的解离度。磨矿过程中矿物产生新鲜表面,也有助于进一步脱药,提高矿物之间的分离效果。实验条件为加温95℃脱药2 h,脱药后的试样加入3 kg/t石灰、500 g/t腐植酸钠,给入磨机进行磨矿,捕收剂为SAC,用量为80 g/t,粗精矿中银回收结果见图2。

图2 细度实验结果
从图2可以看出,细度增加后,银的回收率得到明显的提高,但在细度达到−0.074 mm占85%后趋于稳定,另外细度增加银的品位在不断下降,说明细度增加,非载银矿物的上浮量也在增加。综合考虑粗精矿银的品位和回收率,选择磨矿细度为−0.074 mm占85%。
2.1.3 砷硫抑制剂的影响
矿石中含有大量的黄铁矿、毒砂,有效抑制黄铁矿、毒砂,是实现优先浮选银铋获得银铋精矿的关键,石灰价廉易得,是最为常用的黄铁矿有效抑制剂,同时对毒砂也具有一定的抑制效果,腐植酸钠对毒砂具有良好的抑制效果,同时也能一定程度抑制黄铁矿,为此,通常将石灰与腐植酸钠组合使用,作为同步抑制黄铁矿与毒砂的组合抑制剂。实验条件为加温95℃脱药2 h,脱药后的试样加入3 kg/t石灰、腐植酸钠为变量,磨矿至细度−0.074 mm占85%,捕收剂为SAC,用量为80 g/t,粗精矿中银、砷和铋的回收结果如图3所示。

图3 腐植酸钠用量实验结果
从图3可以看出,加入腐植酸钠后,银的品位得到明显的提高,回收率却不断下降(图3(a)),特别是腐植酸钠用量超过800 g/t后,下降非常明显。腐植酸钠对毒砂具有良好的抑制作用,腐植酸钠用量增加后,砷的含量明显下降,而铋的品位得到明显的提高,但当腐植酸钠用量超过800 g/t后,铋也受到明显的抑制,回收率显著下降(图3(b))。综合考虑银铋的回收以及抑砷,选择腐植酸钠用量为800 g/t。
2.1.4 捕收剂的影响
试样中主要有价元素为银,且是以铋矿物作为载体的形式存在,同时试样中还含有大量的黄铁矿和毒砂等硫化矿,因此,在捕收剂的选择上,要求对银铋矿物具有良好的捕收能力,而对砷硫矿物捕收能力尽可能弱。乙基黄药、丁铵黑药、Z-200、硫氨酯类组合药剂对铋银矿物均具有较好的选择性捕收能力,可以在较低的碱度下实现铋银矿物的捕收,强化银的回收。在此,针对丁铵黑药、Z-200和SAC(硫氨酯类组合药剂)等4种药剂进行对比实验研究。实验条件为加温95℃脱药2 h,脱药后的试样加入3 kg/t石灰、腐植酸钠800 g/t,磨矿至细度−0.074 mm占85%,捕收剂为变量,粗精矿中银回收结果如图4所示。
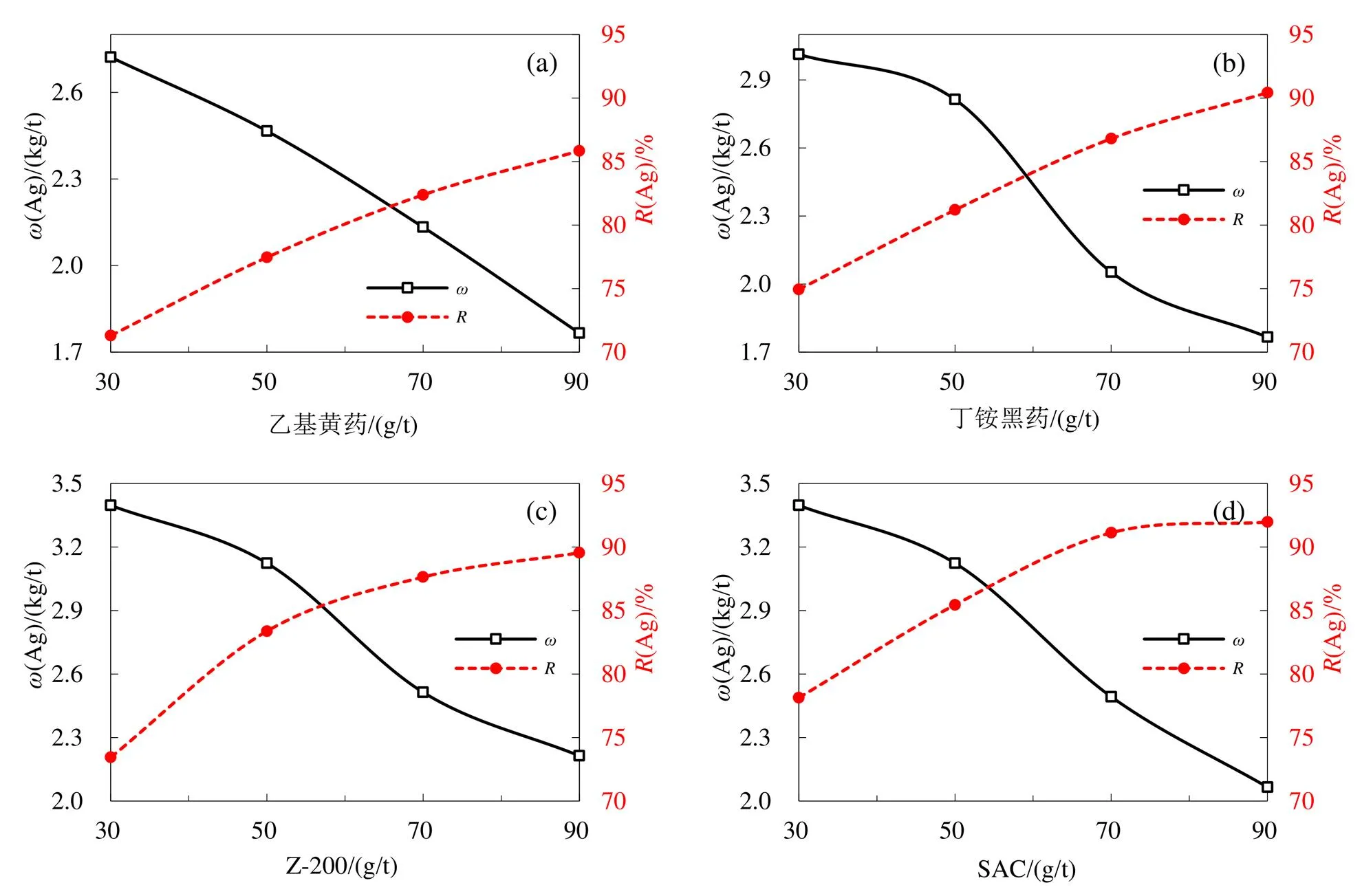
(a). 乙基黄药(Ethyl xanthate); (b). 丁铵黑药(Ammonium dibutyl dithiophosphate); (c). Z-200; (d). SAC
从图4可以看出,4种捕收剂中,同等药剂用量条件下,SAC对银具有最好的选择性捕收效果(图4(d)),获得的粗精矿回收率最高,品位也相对较高,其次是Z-200 (图4(c)),获得的粗精矿品位达到最高,但回收率偏低,而乙基黄药(图4(a))和丁铵黑药(图4(b))的选择性捕收能力较差,获得的粗精矿品位较低,且回收率也不高。因此,选择SAC作捕收剂,用量为70 g/t。
2.2 活化浮选硫砷
在优先浮选银铋矿物过程中,采用了石灰与腐植酸钠组合抑制黄铁矿和毒砂,硫砷作为矿石中伴生的有价元素需要加以回收,为此须对黄铁矿和毒砂进行活化实验研究。实验条件为,给矿为浮银铋尾矿,捕收剂为丁黄药,用量260 g/t,起泡剂为2#油,用量60 g/t,以硫酸、硫酸铜、硫酸+硫酸铜为活化剂,改变活化剂用量,硫和砷在粗精矿中的分配情况如图5所示。
从图5可以看出,3种活化剂中,单独添加硫酸(图5(a))或硫酸铜(图5(b)),虽然硫砷也可以得到明显的活化回收,但是粗精矿硫和砷的回收率均相对较低,而硫酸与硫酸铜组合使用(图5(c)),获得的粗精矿硫砷回收率均较高,适宜的活化剂用量为硫酸1000 g/t+硫酸铜100 g/t。

(a). H2SO4; (b). CuSO4; (c). H2SO4(1 kg/t)+ CuSO4
2.3 全工艺流程实验研究
在脱药、细度、银铋捕收剂、砷硫活化剂等条件实验的基础上,进行全流程实验研究,流程见图6,结果列于表5。
由表5可见,全流程实验可获得银品位4386 g/t,铋品位13.06%,银回收率88.52%,铋回收率85.51%,含砷0.61%的银铋精矿;硫品位36.37%,砷品位9.69%,硫回收率93.71%,砷回收率97.57%的硫砷精矿。有效实现了主金属元素银铋的回收,同时有效回收了伴生有价元素硫和砷。

图6 全流程实验流程
表5 全流程实验结果

Tab.5 The results of whole process test
3 结论
1) 云南某矿山产出的硫化矿混合粗精矿,主要为砷硫矿物,同时富含载银铋矿物,矿物表面受浮选药剂严重污染。
2) 硫化矿混合精矿通过加温处理有效脱除吸附于矿物表面的药剂,采用石灰+腐植酸钠作硫砷矿物抑制剂,高选择性捕收剂SAC优先浮选铋银,可以获得银品位4386 g/t,铋品位13.06%,银回收率88.52%,铋回收率85.51%的银铋精矿。
3) 浮银铋尾矿采用硫酸(1 kg/t)+硫酸铜(100 g/t)活化砷硫矿物,丁黄药+2#油捕收砷硫矿物,可以获得硫品位36.37%,砷品位9.69%,硫回收率93.71%,砷回收率97.57%的硫砷精矿。
4) 全流程采用“混合精矿加温脱药-脱药精矿铋银优先浮选-铋银尾矿砷硫活化浮选”工艺,较好实现了银铋与砷硫的分离,获得独立的银铋精矿和砷硫精矿,为混合精矿的综合利用提供了技术依据。
[1] 吴良士, 白鸽, 袁忠信. 矿物与岩石[M]. 北京: 化学工业出版社, 2008.
WU L S, BAI G, YUAN Z X. Minerals and rocks [M]. Beijing: Chemical Industry Press, 2008.
[2] 《矿产资源工业要求手册》编委会. 矿产资源工业要求手册[M]. 北京: 地质出版社, 2012.
Editorial Board of the Mineral Resources Industry Require-ments Manual. Mineral resources industry requirements manual [M]. Beijing: Geological Publishing House, 2012.
[3] 邹坚坚. 富银铅锌矿浮选分离试验研究[D]. 长沙: 中南大学, 2013.
Zou Jianjian. Research on the flotation separation of rich silver lead-zinc ore [D]. Changsha: Central South University, 2013.
[4] 罗晓华. 提高武山铜矿伴生金银回收率选矿试验研究[J]. 矿业快报, 2006(5): 17-20.
LUO X H. Experimental study on improving the recovery rate of associated gold and silver in Wushan copper mine [J]. Express Information of Mining Industry, 2006(5): 17-20.
[5] 周怡玫, 官长平, 汤小军. 综合回收硫精矿中铅锌银选矿工艺研究[J]. 有色金属(选矿部分), 2012(4): 33-36.
ZHOU Y M, GUAN C P, TANG X J. Research on beneficiation technology of comprehensive recovery of lead, zinc and silver minerals from sulphur concentrate [J]. Nonferrous Metals (Mineral Processing Section), 2012(4): 33-36.
[6] 罗仙平, 周贺鹏, 周跃,等. 提高某复杂铅锌矿伴生银选矿指标新工艺研究[J]. 矿冶工程, 2011, 31(3): 35-39.
LUO X P, ZHOU H P, ZHOU Y, et al. New technique to improve dressing Indexes of associated silver in complex lead-zinc ore [J]. Mining and Metallurgical Engineering, 2011, 31(3): 35-39.
[7] 冯博, 朱贤文, 彭金秀,等. 有色金属硫化矿中伴生金银资源回收研究进展[J]. 贵金属, 2016, 37(2): 70-76.
FENG B, ZHU X W, PENG J X, et al. Research progress in recovering associated gold and silverfrom non-ferrous metal sulfide ores[J]. Precious Metals, 2016, 37(2): 70-76.
[8] 韩玉光, 方建军, 尧章伟. 硫化铅锌矿中伴生银回收研究进展[J]. 贵金属, 2018, 39(1): 79-85.
HAN Y G, FANG J J, YAO Z W. Research progress of associated silver recovery in lead-zinc sulphide ores [J]. Precious Metals, 2018, 39(1): 79-85.
[9] 高起方, 邹坚坚. 高铁富金铜硫多金属矿选矿实验研究[J]. 贵金属, 2019, 40(4): 47-53.
GAO Q F, ZOU J J. Study on the mineral processing experiment of a high fe rich Au-Cu-S polymetallic ore [J]. Precious Metals, 2019, 40(4): 47-53.
Study on the mineral processing experiment of a high As rich Ag-Bi-S polymetallic concentrate
ZOU Jian-jian, HU Zhen, WANG Chen-hang*, WANG Tai, LI Pei-lun, LI Qiang, LI Han-wen
(State Key Laboratory of Separation and Comprehensive Utilization of Rare Metals, Guangdong Provincial Key Laboratory of Mineral Resources Development and Comprehensive Utilization, Institute of Resources Utilization and Rare Earth Development, Guangdong Academy of Sciences, Guangzhou 510650, China)
A high As rich Ag-Bi-S polymetallic ore is a mixed sulphide ore concentrate, the surface of which is contaminated with flotation reagents, and the floatability of various minerals is similar, which adversely affects the separation. Adopting the process of "mixed concentrate heating and removing drug-preferential flotation of bismuth and silver demedicated concentrate-arsenic and sulfur activated flotation of bismuth and silver tailings ", and using high-efficiency silver-bismuth collector SAC, the silver grade of the silver-bismuth concentrate obtained by the whole process experiment is 4386 g/t, the grade of bismuth is 13.06%, the grade of arsenic is 0.61%, the silver recovery rate is 88.52%, and the bismuth recovery rate is 85.51%. The sulfur grade in the arsenic sulfur concentrate is 36.37%, the arsenic grade is 9.69%, the sulfur recovery rate is 93.71%, and the arsenic recovery rate is 97.57%. Comprehensive recovery of bismuth, silver, arsenic, and sulfur in mixed concentrates is achieved.
non-ferrous metallurgy; polymetallic concentrate; silver; comprehensive recovery
TD923
A
1004-0676(2021)04-0041-06
2020-12-30
国家重点研发计划(2019YFC1904202)
邹坚坚,男,硕士,高级工程师,研究方向:选矿工艺研究。E-mail:zou19876557@126.com
通信作者:王成行,男,博士,高级工程师,研究方向:选矿工艺研究。E-mail:wchhang@126.com
