银合金钎料对银触点钎着率影响的研究
2021-04-06刘风娅余翠娟堵永国王乃千
刘风娅,余翠娟,堵永国,丁 勇,彭 涛,王乃千
银合金钎料对银触点钎着率影响的研究
刘风娅1,余翠娟2,堵永国2,丁 勇1,彭 涛1,王乃千1
(1. 佛山市诺普材料科技有限公司,广东 佛山 528200;2. 国防科技大学 空天科学学院,长沙 410073)
以H85黄铜触桥和AgSnO2/Ag触点银层为焊接母材,两种银合金粉末为银合金焊膏的钎料,采用力学性能、金相显微镜、扫描电镜(SEM)和热分析等方法,研究Ag-20Cu-15Zn银合金钎料的粒径和含量,以及Ag-22Cu-17Zn-5Sn钎料对母材焊接钎着率的影响。结果表明,Ag-20Cu-15Zn钎料粒径为45~75 μm、含量为60%时焊接钎着率最好,为95.35%;钎料中Sn的加入,使银合金钎料的熔化温度降低60℃,焊接过程中银合金焊膏的流动性增强,对提高焊接钎着率有利。
金属材料;焊膏;银合金粉末;粒径;含量;钎着率
钎焊是指采用比母材熔点低的金属材料作钎料,将母材与钎料加热到高于钎料熔点,但低于母材熔点的温度,利用钎料在钎焊过程中熔化、润湿母材,在母材接头的缝隙中流布、填充,与母材相互作用(溶解、扩散或生成化合物)等,最后冷却凝固,从而将两块母材紧密结合在一起[1],实现母材间的“天衣无缝”连接,如图1所示。
衡量钎焊效果的主要指标包括触点和触桥硬度,钎焊强度及钎着率[2]。触点和触桥硬度主要取决于母材种类、焊接方式及焊接温度,在其他条件保持一致的前提下,焊接温度越低,硬度越高。钎焊强度只要外观、钎着率检测合格的电触头,均可满足电触头试验强度要求[2]。钎着率是指钎焊接头中实际钎着的钎缝面积与应该钎焊的总面积的比率[3],其随焊膏配方不同波动较大。钎着率高,焊接组件的电阻小,导电性能好,触头产生的热量少;钎着率低,易发生电流收缩现象,电阻大,在使用过程中触头产生的热量较多,严重时会烧损触头,发生故障[4]。

图1 钎焊原理示意图
钎料作为焊膏的重要组成部分,对钎着率的高低起着至关重要的作用。钎料一般为二元或多元合金,其成分由焊接温度、母材材质等决定,合适的钎料使焊膏在钎焊时具有良好的润湿性、流动性和铺展性,对提高组件的钎着率有利。其中,银钎料是以银或银基固溶体为主的合金,该类钎料种类繁多,多为含铜的银合金粉末[5],这类钎料对铜、银母材具有良好的润湿性,塑性好,耐蚀性优异,熔点适中,在钎焊过程中流动性好,可与母材形成牢固的冶金结合,获得强度高、可靠性好的钎焊接头。但这类钎料均含贵金属银,且在焊膏中的占比(全文均为质量分数)一般较高,为85%~90%[6-7],每年使用量可达万吨以上[8]。虽然我国银存储量在世界排名较前,但仍呈现出供不应求的现象。如何降低银使用量具有广泛的社会效益和经济效益[9]。另外,银钎料的种类、粒径等对焊接组件焊接性能影响的报道较少,值得引起广大学者关注。
本文以H85黄铜触桥和AgSnO2/Ag触点银层为焊接母材,以氢化C5树脂为有机相,环保型石油溶剂D40、D80为溶剂,FB101为助焊剂,以两种银合金粉末为银合金焊膏的钎料,研究Ag-20Cu-15Zn银合金钎料的粒径和含量,以及Ag-22Cu-17Zn-5Sn钎料对焊接钎着率的影响,以促进高性能低成本焊膏的研发。
1 实验
1.1 实验材料及仪器
1) 实验材料。H85黄铜制触桥(9 mm×2.5 mm),AgSnO2/Ag银点(8.2 mm×1.4 mm),Ag-20Cu-15Zn合金粉,Ag-22Cu-17Zn-5Sn合金粉,氢化C5树脂,聚酰胺蜡,环保型石油溶剂D40、D80,FB101(硼酸30%,氟硼酸钾70%)均为化学纯。
2) 实验设备。电子天平(奥豪斯仪器有限公司,AR224CN型),反应釜(上海约迪机械设备有限公司,YK-2L型);超级恒温油浴锅;行星式搅拌机(绵阳世诺科技有限公司,RM300SA2型);金相试样镶嵌机(上海金相机械设备有限公司,XQ-1型);平面磨床(广州市诺信数字调控设备有限公司,KA-300型),自动感应焊设备(温州永煊自动化科技有限公司,YX2019GYHJ型)。
3) 检测设备。金相显微镜(徕卡微系统有限公司,DM2700M型),超声波无损探伤检测设备(上海和伍精密仪器股份有限公司,S100D型),拉伸力度试验机(广州市普睿思仪器有限公司,B1型),扫描电子显微镜(日本日立公司,S4800型),热重分析仪(德国耐驰仪器制造有限公司,STA449C型),全自动比表面积分析仪(美国Quantachrome公司,NOVA 4000e型)。
1.2 有机载体的制备
1) 树脂溶解。将60 g氢化C5树脂,20 g D40,20 g D80置于反应釜中,加热至120℃,1350r/min搅拌反应2 h,使其充分溶解,冷却至室温得到树脂溶液。测定树脂溶液的固含量,补加溶解过程中损耗的溶剂,其中D40和D80按比例补加。
2) 触变剂的加入。取85 g树脂溶液,加入15 g聚酰胺蜡,加热至55℃,1350r/min,搅拌反应20 min,冷却至室温。测定其固含量,补加损耗的溶剂,其中D40和D80按比例补加,即制得银合金焊膏所需的有机载体[10]。
1.3 银合金焊膏的制备
按设计配方将助焊剂和相应银合金钎料依次加入有机载体中。助焊剂在添加前需80℃烘干后过200目筛;每次添加助焊剂和银合金钎料后都需在行星搅拌机中预混2次,工艺为转速600r/min,搅拌1 min。最后在三辊轧机中进行多次重复轧制即可获得银合金焊膏。焊膏制备完成后测定固含量,补加损耗溶剂,使其固含量一致。最后将其转移至点胶用针筒中备用。表1为银合金焊膏中Ag-20Cu-15Zn钎料粒径及级配含量,用以研究钎料粒径对焊膏焊接钎着率的影响。表2为银合金焊膏中钎料种类及组分含量,两种钎料粒径均为45~75 μm,以研究钎料含量及钎料种类对焊膏焊接钎着率的影响。
1.4 焊接实验
将装有焊膏的针筒和自动感应焊设备中的点胶系统连接,通过调节点胶压力控制焊膏点胶量为13±2 mg。设定设备内置的自动识别系统,先将待焊触桥置于自动感应焊设备的夹具上,再将焊膏点至待钎焊处的中心位置,银触点待钎焊面朝下置于待焊处,上电极向下接通电源加热。Ag-20Cu-15Zn钎料焊膏的焊接控制温度设定为680℃~685℃(焊接控制温度为红外测温器探测到的温度,较实际焊接温度低);Ag-22Cu-17Zn-5Sn钎料焊膏的焊接控制温度设定为620℃~625℃。所有焊接过程采用的输出电流为865~870 A,焊接时间为4 s。
表1 焊膏中不同粒径钎料的级配比例

Tab.1 Gradation ratios of different silver alloy powders’ particle sizes in brazing paste
表2 焊膏中钎料的含量

Tab.2 Content of silver alloy powders in brazing paste
1.5 钎着率检测
1) 无损检测。采用超声波无损探伤检测设备进行钎着率检测。
2) 有损检测。随机抽取若干片焊后组件,用平面车床切割出钎焊面,用金相试样镶嵌机镶样后,在800目、2000目砂纸上逐级磨光,然后在金丝绒抛光布上抛光,最后置于金相显微镜下观察焊接缺陷,计算焊接钎着率():
=100%−Σ(1+2+…+a)/(1)
式中,1、2、...、a为缺陷长度;为钎料层总长度。
2 结果与讨论
2.1 无损检测钎着率与有损检测钎着率对比
金相法检测钎着率需损坏焊接组件,成本高、操作复杂、耗时长,且只能在线的维度反应焊接情况。随着计算机技术的发展,超声成像给触头材料钎着率的检测注入了活力。超声无损检测钎着率无需破坏焊接组件,操作简便,能在面的维度反应触头材料的焊接情况。为验证超声无损检测的精准度,将沿不同方向线切割所得样品断面的金相图片和超声检测图片(虚线为线切割位置)进行对照,如表3所示,二者反映的缺陷基本一致。因此,可直接采用超声无损检测方法探究焊接组件钎着率。
表3 超声无损检测钎着率和金相法检测钎着率对比表
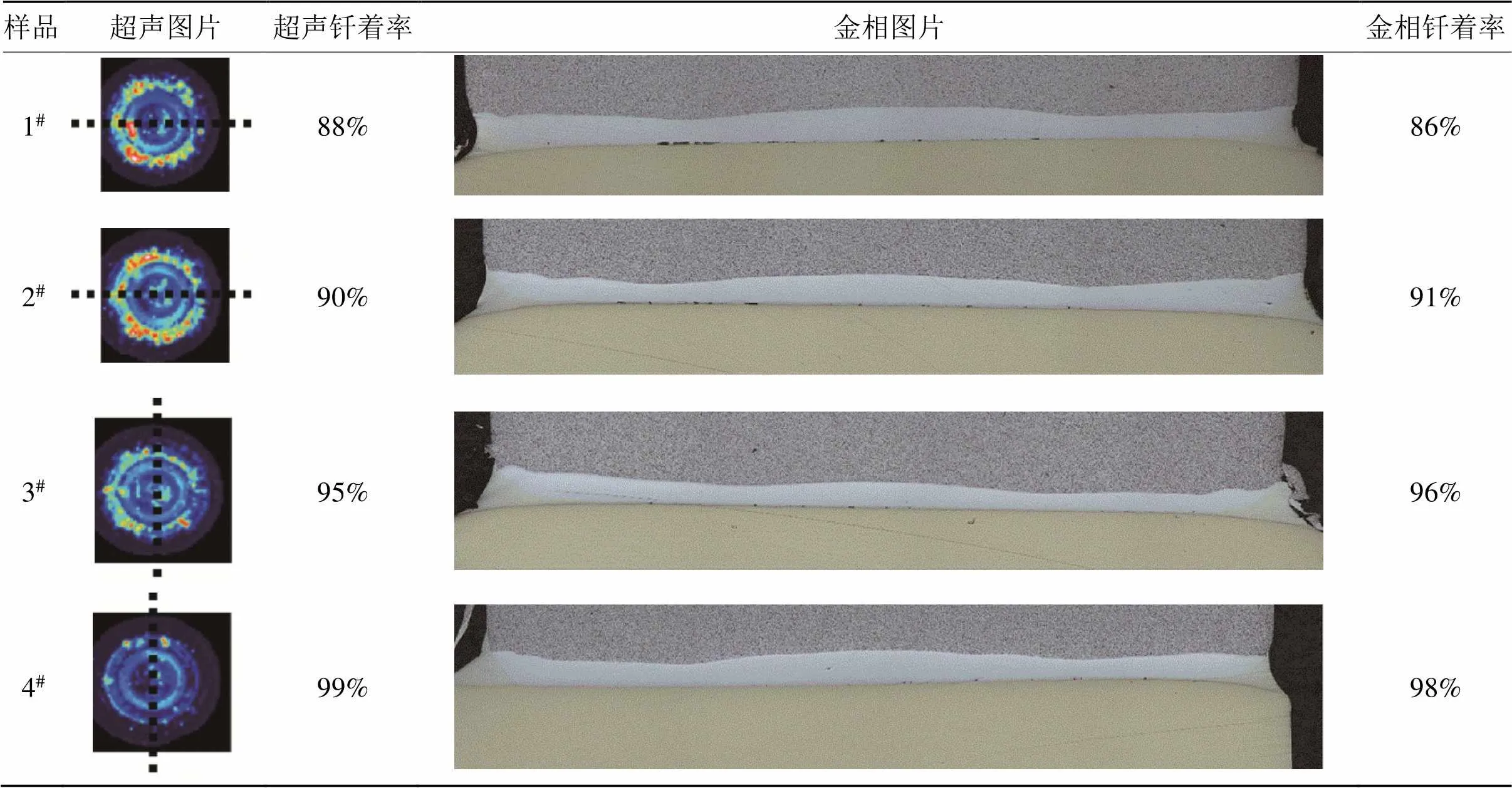
Tab.3 Comparison table of ultrasonic non-destructive testing brazing rate and metallographic method testing brazing rate
2.2 钎料粒径及级配含量对焊接组件性能的影响
钎料的粒度对焊膏的钎焊性能影响很大。尺寸小的合金粉重量较轻,难以抵御焊膏中各物质在加热过程中气化产生的外推力,容易飞溅至触点周围,形成焊球等,如图2椭圆圈标识处所示。焊球不仅影响产品外观,在使用过程中容易形成可移动的金属颗粒物,对电器的可靠性造成不利影响。另外,选择合适钎料粒径及级配含量对获得高钎着率的焊接组件至关重要。
图3为不同Ag-20Cu-15Zn钎料粒径及级配含量焊膏方案和焊接组件钎着率的关系图(图内误差棒为10次重复试验所得数据的标准偏差)。根据图3,合金粉(1#)全为75~150 μm的大颗粒钎料(比表面积为0.030 m2/g),其钎着率为83.44%;合金粉(2#)全为25~45 μm的小颗粒钎料(比表面积为0.122 m2/g),其钎着率为87.66%;选择的合金粉(5#)全为45~75 μm的钎料(比表面积为0.038 m2/g),其钎着率最高,达到95.35%。这是由于钎料颗粒度越大,其比表面积越小,完全熔化所需要的能量越多,影响钎料在母材上的铺展、扩散等。钎料颗粒度越小,其比表面积越大,在焊接过程中极易氧化[11],影响钎料与母材之间的相互作用,进而影响钎焊效果。
2.3 钎料占比对焊接组件的影响
助焊剂是焊膏的重要组成部分,其在焊接过程中起到的作用包括防止钎料氧化,去除触桥表面氧化物,降低钎料与母材间的界面张力,使得熔化的钎料能够快速在母材表面润湿、铺展等。当焊膏中助焊剂含量较低时,助焊剂的上述作用降低,导致焊接界面孔洞较多,钎着率低,且会由于浸润钎料的助焊剂过少,焊膏因太干而不利于点涂[12]。另外,钎料的添加量势必增加,导致焊膏成本大大提高。但当焊膏中助焊剂含量过高时,钎料含量过低,钎料在母材上铺展的量过少,也容易导致焊接钎着率较低。图4为不同Ag-20Cu-15Zn钎料占比配制焊膏焊接组件的钎着率。由图4可见,当Ag-20Cu-15Zn钎料占60%时,钎着率最高。当焊膏中钎料占比低于60%时,有机载体和助焊剂占比过多,在焊接高温下产生气体较多,无法完全逸出,或逸出后留下孔洞。此时体系中钎料较少,无法将孔洞填平。当钎料占比高于60%时,助焊剂占比过少,无法对焊接表面起到清洁润湿作用,钎料不能很好的在基材表面铺展,导致部分区域钎料较多,部分区域没有钎料,在焊接高温下无钎料部分表现为孔洞,且钎料较多部分易出现不完全熔化现象,导致虚焊。

图2 焊后组件图像(粒度25~45 μm钎料)

图3 焊膏配方(1#~5#)与钎着率的关系

图4 焊膏配方(6#~9#)与钎着率的关系
2.4 钎料种类对焊接组件的影响
在保证焊接质量的条件下,为进一步降低焊膏成本,研究了Ag-20Cu-15Zn、Ag-22Cu-17Zn-5Sn两种合金粉对焊接组件的影响。Sn的加入会降低银铜锌合金的熔化温度,提高钎料焊接流动性,综合性能好。图5为两种钎料的差示扫描量热(DSC)曲线。
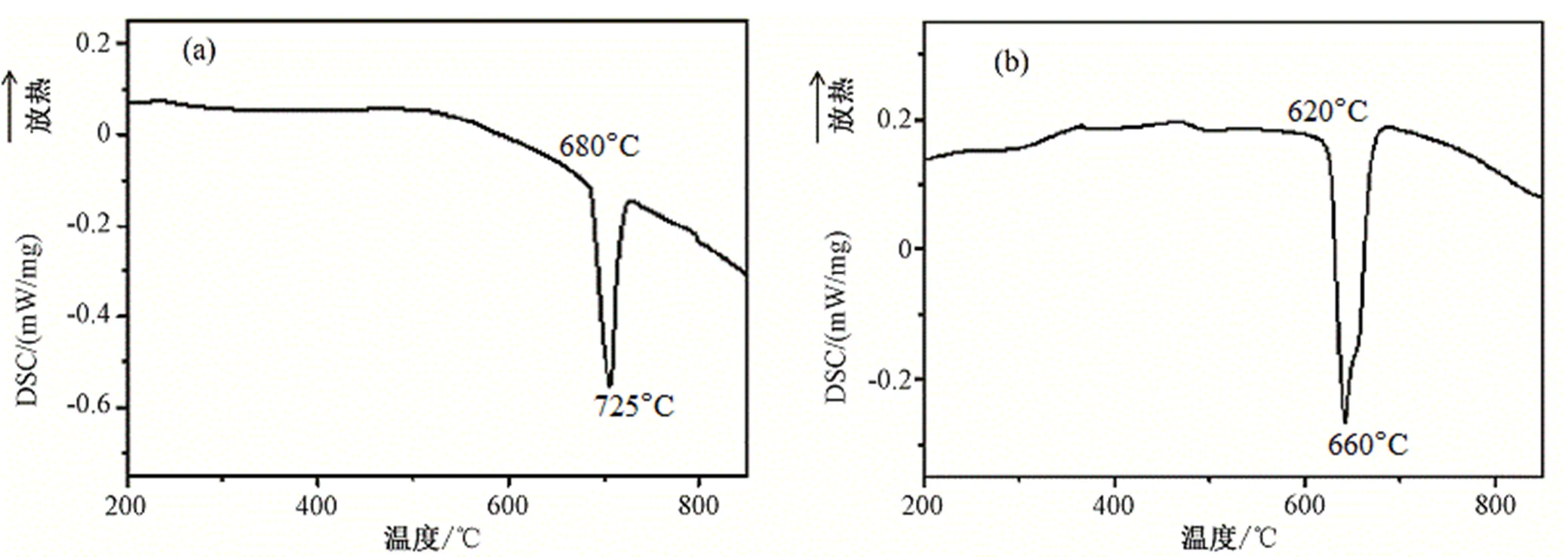
(a). Ag-20Cu-15Zn; (b). Ag-22Cu-17Zn-5Sn
根据图5数据,Ag-20Cu-15Zn的固相点为680℃左右,液相点为725℃左右;而Ag-22Cu-17Zn-5Sn的固相点已降至620℃左右,液相点降至660℃左右。在采用Ag-22Cu-17Zn-5Sn钎料焊膏(10#配方)开展焊接实验时,如焊接控制温度仍保持为680℃~685℃,钎料在达到焊接温度时已完全熔化流失,导致触点银层和触桥直接接触,熔点较低的银层极有可能发生熔化,焊接组件的电阻提高,在使用过程中极易造成温升过高,影响焊接组件的使用寿命。当将焊接控制温度降低至620℃~625℃时,Ag-22Cu-17Zn-5Sn钎料焊膏焊接效果优异,外观饱满无孔洞,钎着率可升高至99.44%。但在该温度下,Ag-20Cu-15Zn钎料焊膏还未完全熔化,焊后组件不密封。因此,采用Ag-20Cu-15Zn钎料焊膏的焊接控制温度设定为680℃~685℃,Ag-22Cu-17Zn-5Sn钎料焊膏的焊接控制温度设定为620℃~625℃。
为研究Ag-20Cu-15Zn和Ag-22Cu-17Zn-5Sn钎料焊膏焊接组件差异,将焊后组件切割后,镶入金相内,做贯穿触点、钎焊层及触桥的成分线分析扫描,结果如图6所示。
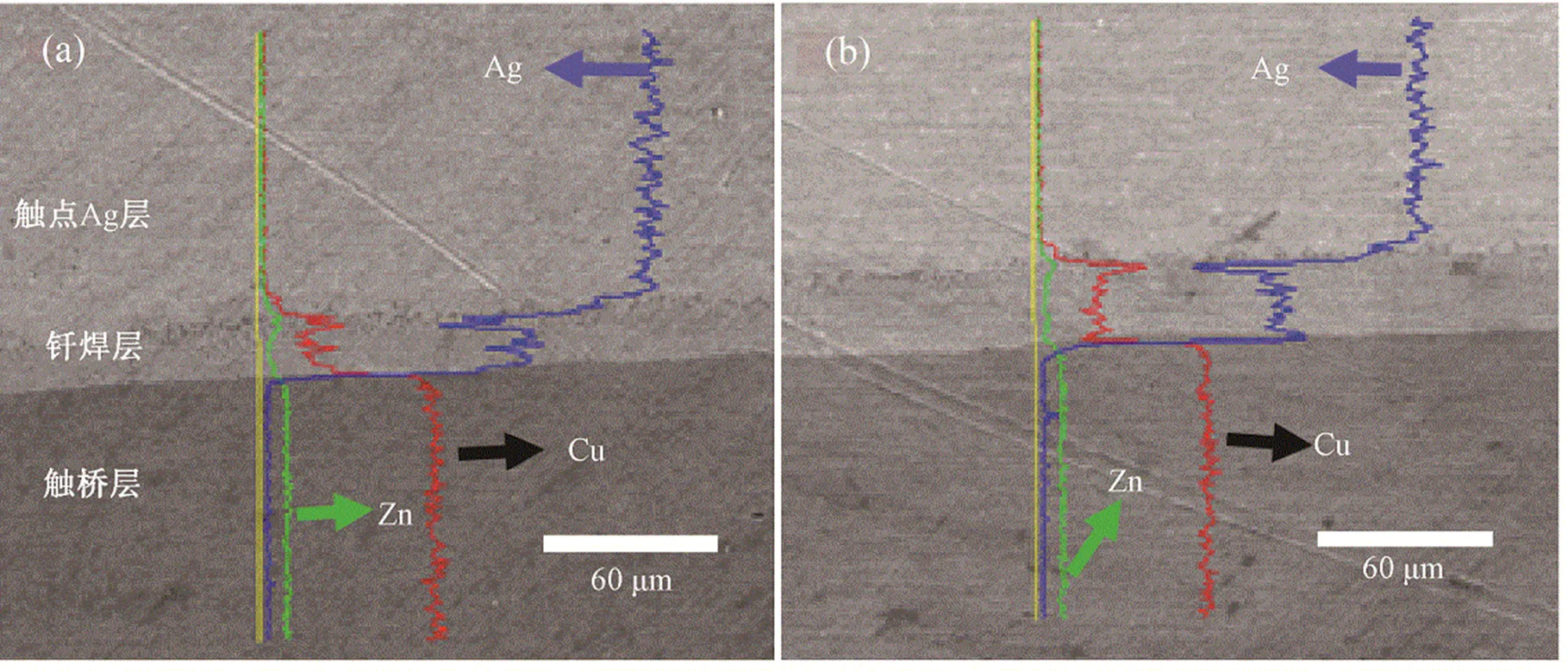
(a). Ag-20Cu-15Zn; (b). Ag-22Cu-17Zn-5Sn
由图6可见二者无明显差异。这是因为Ag-22Cu-17Zn-5Sn中的Sn含量仅为5%,在焊接过程中,低熔点的Sn蒸发溢出焊接界面,仅留下Ag、Cu、Zn三种元素,其钎焊层性质和Ag-20Cu-15Zn无差异。
Ag-22Cu-17Zn-5Sn钎料较Ag-20Cu-15Zn钎料中银的比例减少9%,Ag-22Cu-17Zn-5Sn焊接钎着率高4.09%,焊接温度低60℃,可在一定程度上提高触头材料硬度,同时降低成本、节能减耗,对研发低成本、高性能焊膏具有一定的指导意义。
3 结论
1) 以Ag-20Cu-15Zn为钎料制作焊膏,钎料占比过少时,无法完全填充到母材间隙;钎料占比过多,助焊剂降低钎料与母材间界面张力等作用得不到体现,都会降低焊接钎着率。钎料粒径过小,在钎焊过程中易形成焊球,对电器可靠性造成不利影响;粒径过大,焊接过程中无法全部熔化,降低焊接钎着率。当钎料占60%时,钎料粒径为45~75 μm,焊接效果最佳,钎着率为95.35%。
2) 钎料中银含量和焊接钎着率并不呈正比,Ag-22Cu-17Zn-5Sn钎料较Ag-20Cu-15Zn钎料中银的比例减少9%,但制作的焊膏焊接钎着率提高4%,焊接温度降低60℃,可为高性能、低成本焊膏的研发提供参考。
[1] 张启运, 庄鸿寿. 钎焊手册[M]. 3版. 北京: 机械工业出版社, 2017: 1.
ZHANG Q Y, ZHUANG H S. Brazing handbook [M]. 3 ed. Beijing: Machinery Industry Press, 2017: 1.
[2] 邢晓强, 潘希德, 高玉保, 等. 低压电器电触头高频感应钎焊工艺优化方法[J]. 低压电器, 2011(5): 14-17.
XING X Q, PAN X D, GAO Y B, et al. High-frequency induction brazing process optimization method for low-voltage electrical contacts [J]. Low Voltage Electrical Apparatus, 2011(5): 14-17.
[3] 全国焊接标准化技术委员会. 钎焊术语: GB/T 33148-2016[S]. 北京: 中国标准出版社, 2016.
SAC/TC55. Brazing Terminology: GB/T 33148-2016 [S]. Beijing: China Standards Press, 2016.
[4] 马宏伟, 张广明, 陈自强, 等. 超声C扫描成象在高压开关触头钎焊质量检验中的应用[J]. 高电压技术, 1998(1): 59-61.
MA H W, ZHANG G M, CHEN Z Q, et al. Application of ultrasonic C-scan imaging in the quality inspection of high-voltage switch contact brazing [J]. High Voltage Technology, 1998(1): 59-61.
[5] 王星星, 彭进, 崔大田, 等. 银基钎料在制造业中的研究进展[J]. 材料导报, 2018, 32(9): 1477-1485.
WANG X X, PENG J, CUI D T, et al. Research progress of silver-based brazing materials in manufacturing [J]. Materials Guide, 2018, 32(9): 1477-1485.
[6] 戎万, 操齐高, 郑晶, 等. 高温钎料焊膏研究进展[J]. 贵金属, 2020, 41(S1): 43-47.
RONG W, CAO Q G, ZHENG J, et al. Research progress of high-temperature brazing paste [J]. Precious Metals, 2020, 41(S1): 43-47.
[7] 范玉曼, 赵君, 魏明霞, 等. 银基焊膏的研究进展[J]. 贵金属, 2020, 41(S1): 34-42.
FAN Y M, ZHAO J, WEI M X, et al. Research progress of silver-based brazing paste [J]. Precious Metals, 2020, 41(S1): 34-42.
[8] 孙斌. Ag-Cu-P-Ge系电子封装中温钎料生产工艺及组织性能研究[D]. 长沙: 中南大学, 2009.
SUN B. Research on the production process and micro-structure properties of the Ag-Cu-P-Ge series of electronic packaging medium-temperature solders [D]. Changsha: Central South University, 2009.
[9] 张倩. 典型Cu-P, Ag-Cu-Zn钎料性能研究及新型代银钎料的研制[D]. 兰州: 兰州理工大学, 2013.
ZHANG Q. Research on properties of typical CuP, Ag-Cu-Zn solders and development of new-type silver solders [D]. Lanzhou: Lanzhou University of Technology, 2013.
[10] 余翠娟, 堵永国, 王震. 触变剂加入方式对银合金焊膏流变学性能的影响[J]. 贵金属, 2019, 40(2): 50-54.
YU C J, DU Y G, WANG Z. Effect of adding method of thixotropic agent on rheological properties of silver alloy brazing paste [J]. Precious Metals, 2019, 40(2): 50-54.
[11] 史建卫, 何鹏, 钱乙余, 等. 焊膏工艺性要求及性能检测方法[J]. 电子工业专用设备, 2004(12): 19-25.
SHI J W, HE P, QIAN Y Y, et al. Brazing paste process requirements and performance testing methods [J]. Special Equipment for the Electronics Industry, 2004(12): 19-25.
[12] 许艳军, 刘上朝, 王晓莉. 焊膏点涂工艺技术研究[J]. 电子元件与材料, 2014(11): 99-103.
XU Y J, LIU S C, WANG X L. Research on solder paste spot coating technology [J]. Electronic Components and Materials, 2014(11): 99-103.
Study on effect of silver brazing filler metals on the brazing rate of silver contacts
LIU Feng-ya1, YU Cui-juan2, DU Yong-guo2, DING Yong1, PENG Tao1, WANG Nai-qian1
(1. Foshan Noble Metal Technology Co. Ltd., Foshan 528200, Guangdong, China;2. College of Aerospace Science, National University of Defense Technology, Changsha 410073, China)
H85 brass contact bridge and silver layer of AgSnO2/Ag contact were used as base materials, two silver alloy powders were used as brazing filler metals of brazing pastes. Mechanical properties, metallographic microscope, scanning electron microscope (SEM) and thermal analysis were used to study the influence of particle sizes, contents of Ag-20Cu-15Zn silver alloy powders and Ag-22Cu-17Zn-5Sn silver alloy powders on brazing rates. The results show that when Ag-20Cu-15Zn silver alloy powders’ particle sizes were between 45 to 75 μm, content was 60%, the brazing rate was the highest, which is 95.35%; the addition of Sn in the brazing filler metals reduces the melting temperature by 60℃, the fluidity of the silver brazing paste was enhanced during the brazing process, which was beneficial to increase brazing rate.
metal materials; brazing pastes; silver alloy powders; particle sizes; contents; brazing rate
TG425.2
A
1004-0676(2021)04-0021-06
2021-01-21
刘风娅,女,硕士,工程师,研究方向:材料开发。E-mail:957825852@qq.com
