改性树脂片材的制备工艺改进
2021-04-02李良玉曾崇洋方文彦
李良玉,孙 兵,曾崇洋,方文彦
(1 淮南师范学院化学与材料工程学院,安徽 淮南 232038;2 淮南首创水务有限责任公司第三水厂,安徽 淮南 232001)
自1988年美国3D System公司推出首台“液态光敏树脂选择性固化成型机”、1992年美国麻省理工学院提出“三维快速成型打印(three dimensional print,简称3D打印)技术”以来,3D打印技术迅猛发展,现在3D打印技术已广泛运用于汽车工程、军工、生物医疗、航空航天、建筑、艺术、创意消费品等各个领域,成为制造模具和零部件的有效手段[1-2]。3D打印材料中光敏树脂是一类在一定波段的紫外光照射下能立即发生聚合反应并固化的材料。光敏树脂是由光引发剂、齐聚物(预聚物)、稀释单体(活性稀释剂)及其他助剂组成的液体混合物[3-4]。以光敏树脂为材料的3D打印,具有材料固化速度快、产品成型周期短、材料利用率高、成型过程自动化程度高、能制成结构复杂的产品、可重复性好等优点,这使其成为3D打印的主要材料[5-8]。但液态光敏树脂种类较少,价格昂贵,固化出的成型制品体积收缩大,翘曲变形明显,耐热性差,强度和力学性能比较低,这使光敏树脂成为限制光固化打印技术发展的瓶颈[9-10]。目前,人们主要通过改造光敏树脂本身的分子结构、优化配方和添加填料等方法对光敏树脂进行改性,以提高光敏树脂的性能从而扩大其应用范围[10]。
改性树脂的性能测试需要制备性状均一的片材,本文针对改性树脂片材制备过程中遇到的问题进行工艺改进,以在树脂中添加硅藻土为例阐述制备性状均一的改性树脂片材的工艺改进。
1 改性树脂片材的制备及工艺改进
1.1 材料与设备
液态光敏树脂(A370),澳斯邦旗舰店;硅藻土(CP),北京创清源过滤器材有限公司;硅胶模具;玻璃板。
Multi-Pole LED UV Curing System 72004紫外固化仪;CJJ78-1磁力加热搅拌器,江苏省常德仪器;KQ-300DE台式数控超声波清洗器,哈尔滨德远科技开发有限公司;DZF-6062真空干燥箱,上海越众仪器设备有限公司;GN350.2-NI型水平调节装置,南京耐思特机电设备有限公司;200 MM条式水平仪,WANYOU/万友。
1.2 原制备工艺
1.2.1 树脂与添加剂的混合
将光敏树脂倒入烧杯,加入不同比例(如3%,5%、10%等)、不同种类(如硅藻土、蒙脱土、纳米银等)的添加剂,然后在磁力加热搅拌器上搅匀(本文以加5%的硅藻土为例)。
1.2.2 脱 气
将搅匀的树脂与添加剂的混合物放入真空减压干燥箱中脱气。
1.2.3 注模固化成型
将脱气后的光敏树脂和5%硅藻土的混合物倾入模具中,放入紫外固化仪,使其在300 nm紫外光照下固化5 min。
1.3 改进后的工艺
1.3.1 树脂与添加剂的混合与脱气
按1.2.1步骤将混合物搅匀,然后用台式数控超声波清洗器脱气。
1.3.2 注 模
将模具放在经水平调节装置调节水平的厚玻璃板上,将混合均匀无气泡的光敏树脂和5%硅藻土的混合物倾入模具,倾入稍过量的料液,然后再用平推的方法将薄玻璃片平推盖在模具上。
1.3.3 紫外固化
将厚玻璃板及倾入物料的模具一同放入紫外固化仪,使其在300 nm紫外光照下分别固化4 min、6 min、8 min、10 min。
1.3.4 脱 模
固化后,将厚玻璃板及倒入物料的模具一同取出,将固化后的物料脱模,得到改性树脂片材。
2 结果与讨论
2.1 解决片材中添加剂分散不均匀的问题
在树脂与添加剂混合的过程中,一般用磁力加热搅拌器进行机械搅拌,使树脂和添加剂形成均匀的混合物,但机械搅拌会使混合物中产生大量的气泡(如图1(a)所示),因此必须进行脱气处理。
原制备工艺在用减压干燥箱脱气的过程中,密度较大的添加剂会下沉,部分添加剂沉在烧杯底部,混合液上部较稀(如图1(b)所示)。从而使改性树脂片材中添加剂的含量不均匀,导致无法考察添加剂的用量对改性树脂性能的影响。
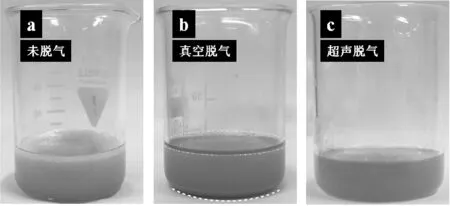
图1 不同脱气方法对料液的影响。Fig.1 The impact of different degassing methods on mixture
为了解决片材中添加剂含量不均匀的问题,我们采用台式数控超声波清洗器对改性树脂进行脱气,得到了混合均匀且无气泡的混合液(如图1(c)所示),使改性树脂片材的各部分含添加剂的量均等,为考察添加剂的用量对改性树脂性能的影响提供了保障。
超声波清洗器能使添加剂在混合液中均匀分散不下沉,是因为超声波发生器发出的高频振荡信号通过换能器将声能转换成了高频机械振动,这种机械振动相当于起着搅拌的作用,因此,在超声状态下添加剂不会沉淀。
2.2 解决改性树脂片材固化不完全的问题
液态光敏树脂是由预聚物、稀释剂、紫外光引发剂以及其他助剂组成的液态混合物 (紫外光引发剂可为自由基体系、阳离子体系及自由基/阳离子混杂体系)。引发剂在紫外光照射下产生高活性中间体(自由基、阳离子或自由基/阳离子),引发预聚物光聚合反应,形成具有三维网状结构的交联固化物[11]。
将混合均匀的改性树脂混合液注入模具,将模具放入紫外固化仪中,用紫外线照射使其固化,在这一过程中会出现片材固化不完全的问题(如图2(a)所示)。这是因为预聚物的结构、其他组份及改性参杂物的种类和含量不同,发生光聚合反应固化的速度不同。
为解决改性树脂片材固化不完全问题,采用300 nm波长的紫外线照射不同的时间(结果见表1)。由表1可知,紫外线照射时间为8 min时改性树脂片材即可完全固化。
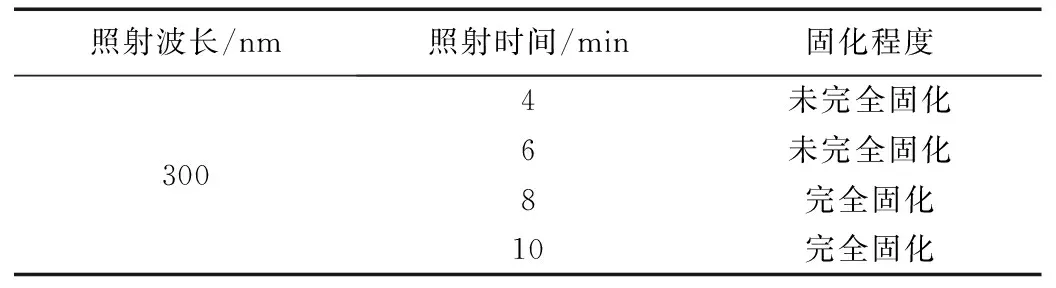
表1 紫外线照射时间对改性树脂片材固化程度的影响Table 1 Influence of UV radition time on curing degree of modified resin sheet
2.3 解决片材厚薄不均、上表面凹凸不平的问题
将模具放在桌面上,向其中注入树脂混合物的时候,如果不能保证模具水平,就会产生片材厚薄不均匀的问题,而模具上料液不盖玻璃片,直接固化,就会产生片材表面凸凹不平的现象(如图2(a)-(b)所示)。
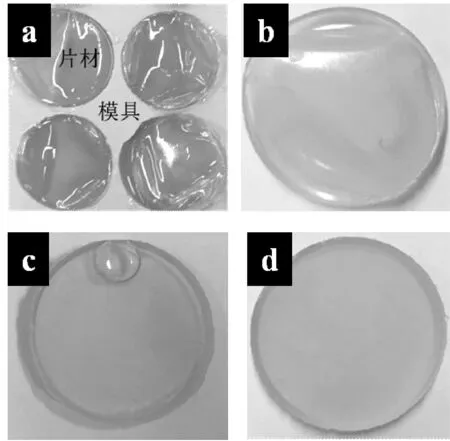
图2 工艺改进前后制备的改性树脂片材Fig.2 The modified resin sheets prepared before andafter the process improvement
为解决片材厚薄不均、表面凹凸不平的问题,用水平调节装置将一块厚玻璃板调节水平,将模具放在水平厚玻璃板上,将改性树脂料液注入模具,将一片薄玻璃片盖在模具上,然后将盖有薄玻璃片的模具和料液连同厚玻璃板一起放入紫外固化仪进行固化。
将厚玻璃板调节水平,模具放在厚玻璃板上,保证了模具处于水平状态,同时避免了在端、放物料时模具发生形变,解决了改性树脂片材厚薄不均匀的问题;模具上面盖一片较薄的玻璃片解决了片材上表面凹凸不平的问题。这里之所以用“薄”玻璃片,是因为薄玻璃片即可避免玻璃板较重使模具发生形变,还可避免玻璃吸收较多的紫外线,影响固化效率。
2.4 解决片材中有气泡的问题
步骤1.3.1中用超声波清洗器之所以能将混合液中气体脱出,是因为:超声波引入混合液中时,会产生交替压力,在超声波的稀疏相内由于负压力的作用,混合液中微小的气核会产生一种空化气泡,混合液中气体可通过气-液界面“定向扩散”进入空化气泡,在负压的持续作用下,空化气泡不断地增长、膨胀至初始尺寸的许多倍。当空化气泡在混合液表面崩溃时,气体从气泡中逸出,从而使混合液中气体脱出。
步骤2.3中,将用台式数控超声波清洗器脱气后的混合物注入模具,在模具上盖一片薄玻璃片时,如果由上向下直接盖上会产生气泡(如图2(c)所示)。为解决这个问题,我们先向模具中注入稍多的改性树脂混合液,然后再用平推的方法将薄玻璃片盖在模具上,避免了气泡的产生,从而制备出了性状均匀的改性树脂片材(如图2(d)所示)。
3 结 论
光敏树脂是制约光固化3D打印技术进一步发展的重要因素,开发新的光敏树脂已成为近年来科技研究热点。在对光敏树脂进行改性的研究中,制备性状均一的改性树脂片材是保证改性树脂性能测试数据准确可靠的前提。本研究通过采用超声波清洗器代替真空干燥箱对光敏树脂和添加剂的混合物脱气,解决了改性树脂片材各部分添加剂含量不同的问题,通过将混合液注模后以平推的方法加盖薄玻璃片,解决了改性树脂片材上表面不平整及片材中有气泡的问题,通过优化固化时间解决了改性树脂片材固化不完全的问题,通过用水平调节装置调节使厚玻璃板呈水平状态,解决了改性树脂片材厚薄不均匀的问题,最终制备出了性状均一的改性树脂片材,为改性树脂理化性能测试数据的准确和可靠提供了前提和保障。
