高岭土催化合成丙二酸二乙酯
2021-03-30金昌磊李云凯
金昌磊,吕 燕,李云凯
(唐山学院 环境与化学工程系,河北 唐山 063000)
丙二酸二乙酯又称胡萝卜酸乙酯,作为一种应用广泛的有机合成中间体,被使用在医药、农药、化妆品等有机化工生产中[1-8]。传统使用氰化钠法进行生产,但生产工序较多,且收率较低,由于生产中使用氰化物,对环保方面要求较高。而固体超强酸催化由于其催化活性较高、与液相反应体系容易分离、催化工艺绿色环保等优点吸引了人们的目光[9-13],但单纯以金属氧化物MxOy为载体的固体超强酸制备成本较高,影响了其广泛进行工业化的进度[14-15]。
1 实验部分
1.1 试剂与仪器
硫酸钛、丙二酸:分析纯,高岭土:工业级,天津市光复精细化工研究所;氨水、环己烷:分析纯,天津市永大化学试剂有限公司;乙醇:分析纯,天津市致远化学试剂有限公司。
红外光谱仪:FTIR-200,美国Nicolet公司;阿贝折光仪:2WAJ,上海光学仪器五厂。
1.2 实验原理
二元羧酸与醇在一定反应条件下进行酯化,生成竣酸双酯的反应如下。
1.3 催化剂制备

1.4 酯化反应
向100 mL三口烧瓶中加入一定量的沸石、带水剂、催化剂、无水乙醇和丙二酸,并在三口烧瓶上装上带有套管式冷凝管的分水器、取样塞和温度计,用电加热套进行加热,加热到某一温度后进行回流,当第一滴液体进行回流则计时开始,每隔一定时间从三口烧瓶取样测定其酸值,并计算该酯化反应的酯化率。
实验结束后,将三口烧瓶自然冷却30 min后,收集其中的反应液,过滤催化剂粉末,将反应液使用去离子水进行水洗,用分液漏斗分离出上层液体,再用w(Na2CO3)=10%溶液进行碱洗,接着用去离子水洗涤2次,静置分层,分离出上层液体,用无水MgSO4进行干燥除水,过滤得有机液体,经过分馏柱精馏,收集198~200 ℃的馏分于磨口三角瓶中封闭。
将三角瓶中馏分用阿贝折光仪测其折光率;使用红外光谱仪测该馏分的结构,液膜法,检测器为DTGS,分辨率为4 cm-1,扫描次数为16。
2 结果与讨论
2.1 反应时间对酯化率的影响
n(丙二酸)=0.10 mol,n(乙醇)∶n(丙二酸)=3.0,带水剂V(环己烷)=5 mL,w(催化剂)=7%,考察反应时间对反应酯化率的影响,见图1。
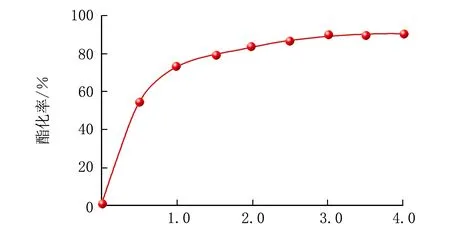
t/h图1 反应时间对酯化率的影响
由图1可知,随着反应时间的增长,酯化率一直变大,t≤1 h,酯化率变大的速度较快,这充分显示催化剂的催化活性较高,加快了酯化反应速率。t>3 h,该反应酯化率增加不明显。随着时间的增长,反应体系温度渐渐提高(见表1),反应体系颜色由无色变成黄色,产物的收率也在下降,因此选择t=3 h。

表1 反应温度随时间的变化
2.2 带水剂的选择
n(丙二酸)=0.10 mol,n(乙醇)∶n(丙二酸)=3.0,w(催化剂)=7%,带水剂V(环己烷)=5 mL,t=3 h,考察带水剂对反应的影响,见表2。
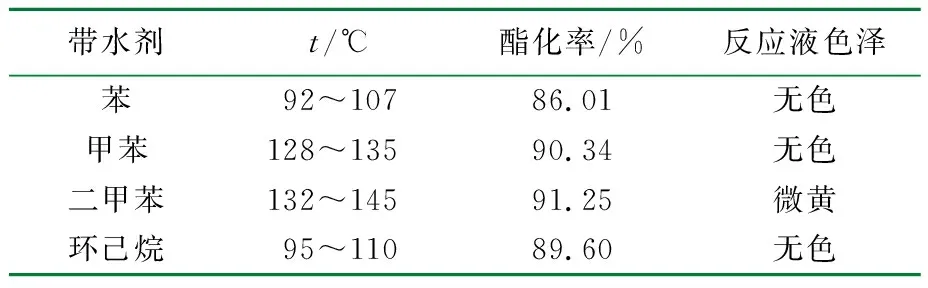
表2 带水剂对反应的影响
由表2可知,在该反应条件下,不同带水剂得到的体系温度及酯化率均为二甲苯>甲苯>环己烷>苯。带水剂选择二甲苯和甲苯时的酯化率高,但反应温度也很高,导致能耗大,选择性变差;带水剂选择苯时酯化率较低,苯有一定的毒性;带水剂选择环己烷时,酯化率适中,反应温度适宜,毒性较小,更合适绿色环保要求。所以较适宜的带水剂选择环己烷。
2.3 带水剂使用量对酯化率的影响
n(丙二酸)=0.10 mol,n(乙醇)∶n(丙二酸)=3.0,w(催化剂)=7%,带水剂选择环己烷、t=3 h,考察V(环己烷)对酯化率的影响,见图2。
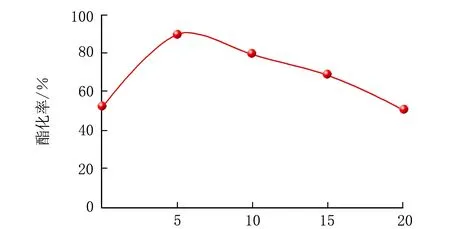
V(环己烷)/mL图2 V(环己烷)对酯化率的影响
由图2可知,反应酯化率随着V(环己烷)增加先变大后减小,V(环己烷)<5 mL,部分乙醇就会起到了带水剂的作用,导致醇酸比降低,进而影响了酯化率;V(环己烷)>10 mL,会降低反应体系的温度(见表3),从而降低了酯化率。
这是由于在反应体系中加入环己烷作为带水剂时,环己烷能与产物水形成二元共沸物,及时将水带出,是平衡不断向生成酯的方向移动;但当V(环己烷)过多时,不仅会降低反应体系的温度,从而降低了酯化率,而且加入过多的环己烷会使反应物醇和酸的浓度降低,反应速率降低,酯化率降低。所以选择V(环己烷)=5 mL。
2.4 n(乙醇)∶n(丙二酸)对酯化率的影响
n(丙二酸)=0.10 mol,w(催化剂)=7%,V(环己烷)=5 mL,t=3 h,改变无水乙醇使用量,研究n(乙醇)∶n(丙二酸)对酯化率的影响,见图3。
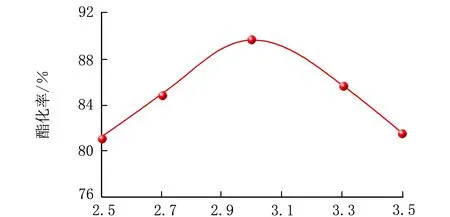
n(乙醇)∶n(丙二酸)图3 n(乙醇)∶n(丙二酸)对酯化率的影响
由图3可知,随n(乙醇)∶n(丙二酸)变大,酯化率先变大后减小。n(乙醇)∶n(丙二酸)≤3.0,增加无水乙醇使用量促进丙二酸二乙酯的生成,这主要是因为乙醇和丙二酸的酯化反应是可逆的,增加反应物醇的用量会使平衡向生成酯的方向移动而提高了酯化率;n(乙醇)∶n(丙二酸)≥3.0,过量的无水乙醇不断回流吸热致使反应温度降低(见表4),从而导致酯化率减小,所以较适宜的n(乙醇)∶n(丙二酸)=3.0,此时酯化率较高,反应温度比较理想,反应体系为无色,副反应较少。

表4 反应温度随n(乙醇)∶n(丙二酸)的变化
2.5 催化剂用量对酯化率的影响
n(丙二酸)=0.10 mol,n(乙醇)∶n(丙二酸)=3.0,V(环己烷)=5 mL,t=3 h,改变催化剂使用量,考察对酯化率的影响,见图4。
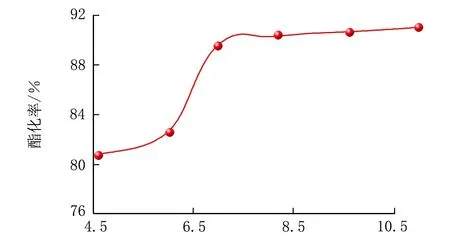
w(催化剂)/%图4 w(催化剂)对酯化率的影响
由图4可知,随着w(催化剂)的增大,酯化率不断增大,w(催化剂)≥7%,酯化率增大不明显,所以从经济效益方面考虑,选择w(催化剂)=7%。
2.6 催化剂的重复使用性能
n(丙二酸)=0.10 mol,n(乙醇)∶n(丙二酸)=3.0,w(催化剂)=7%,V(环己烷)=5 mL,t=3 h,测其酯化率,待实验完成后,回收催化剂,直接用于下次的反应,研究催化剂的重复使用性能,见表5。

表5 催化剂的重复使用次数对反应的影响
2.7 馏分检验
所得馏分为一种有水果香味,无色透明的液体。测定产物的折射率n=1.413 5,与文献值[15]一致。测定产物的红外光谱,见图5。
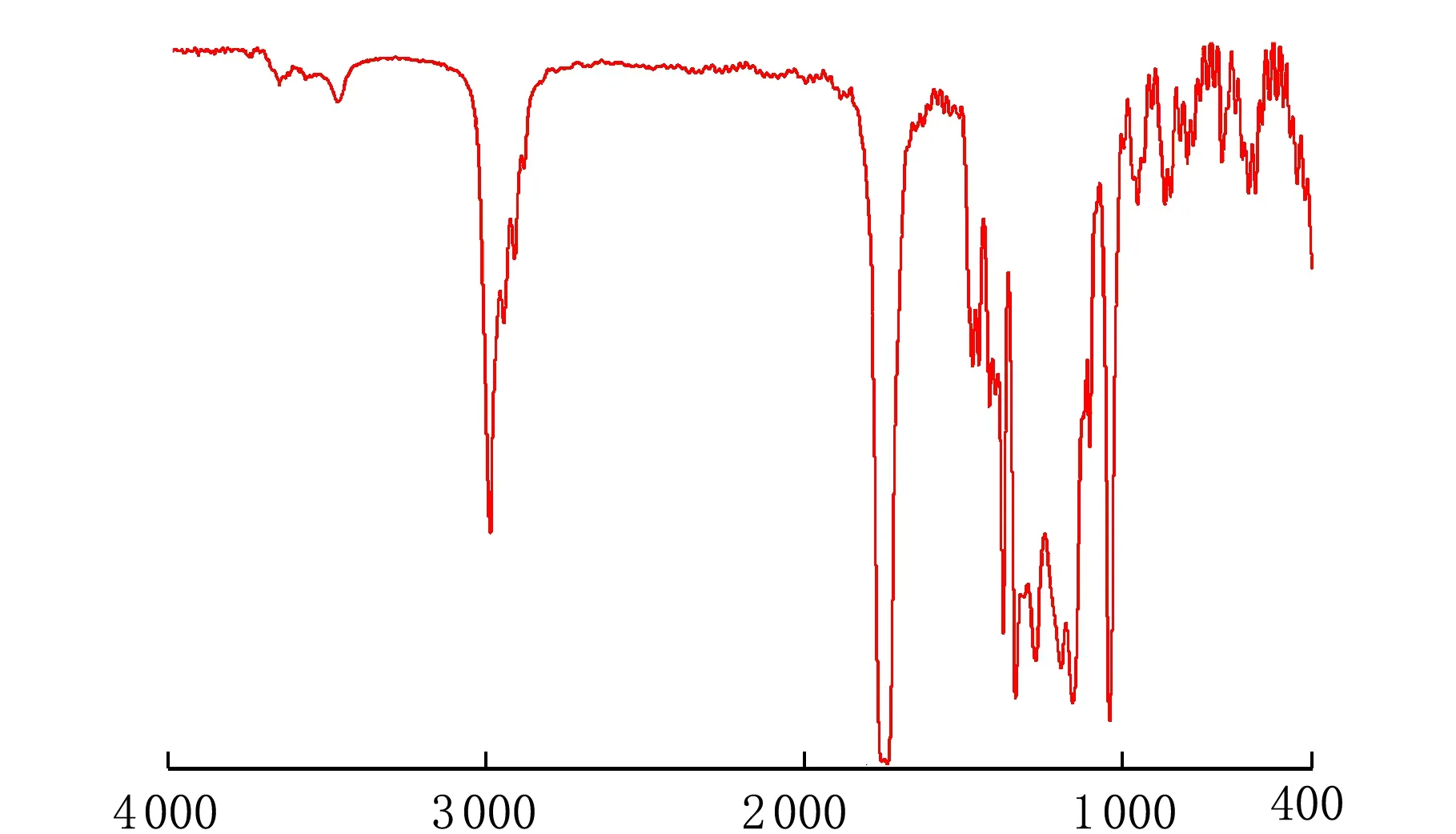
σ/cm-1图5 馏分的红外光谱图
3 结 论
