不同表面处理对氧化锆陶瓷与牙本质粘接强度的影响
2021-03-30黄凌霞王焕平白雪倩高宇雨陈建治
黄凌霞,王焕平,白雪倩,高宇雨,陈建治
氧化钇稳定四方相氧化锆(Y-TZP)陶瓷凭借良好的生物相容性、美学及力学性能,已经成为间接修复体制备材料的理想选择;临床成功的修复不仅由上述这些性能决定,可靠的粘接也很重要[1]。临床上常出现氧化锆修复体脱落,断裂界面主要发生在氧化锆陶瓷与树脂粘接剂之间[2]。陶瓷与树脂粘接剂形成粘接力的原理为两者的化学性结合、机械锁合、物理性吸附和浸润作用。由于氧化锆稳定性强,难以与粘接剂形成化学键相结合,经氢氟酸酸蚀及单独使用硅烷偶联剂也并未明显提高粘接强度[3]。因此,国内外学者将目光聚集于氧化锆表面处理的研究,包括通过机械处理粗化表面以增加粘接面积和微机械嵌合作用,还包括制备硅涂层活化表面和使用含酸性功能单体粘接剂的化学处理方法[4],从而达到增强粘接的目的。氧化锆的表面特性(微观形貌和粗糙度)是影响粘接效果的重要因素,表面处理是提高粘接强度的重要途径。对于氧化锆粘接前最佳表面处理技术的选择,学术界仍存争议。Al2O3喷砂是目前临床最常用的方法,但存在影响氧化锆力学性能的问题。
近几年,激光因拥有精确、高效、清洁等优势,成为研究材料表面改性的热门。飞秒激光作为超短脉冲激光的代表,具有更精细、可控性更强、“冷”加工等优点,在美容整形、眼病医治、显微外科手术领域等备受青睐,也逐渐应用于口腔,如正畸托槽和钛种植体的表面改性等,更加适合材料的表面处理,进而改善材料表面性能,是一种很有前景的处理材料表面的技术[5]。然而,关于飞秒激光对氧化锆陶瓷蚀刻后粘接性能的研究很少。因此,本研究拟对氧化锆陶瓷表面进行不同方式的机械处理,获取微米级别粗糙度,增加粗糙度和粘接表面积,加强微机械嵌合力,比较不同激光蚀刻及临床常用的喷砂处理方式对氧化锆粘接效果的影响,以期为氧化锆粘接性能的改良提供有效方法。
1 材料与方法
1.1 主要材料和设备
氧化锆陶瓷(ZrO293.0%~95.0%,Y2O34.0%~6.0%,Al2O3<0.5%,其他氧化物<0.5%)(浙江丹斯登生物材料有限公司,中国),NX3树脂粘接系统(Kerr,美国),飞秒激光(CoherentCorp,美国),Er:YAG激光(Fotona,德国),Nd:YAG激光(Fotona,德国),双笔式喷砂机(Basic classic,德国),冷场发射扫描电子显微镜(SU8010,日本),探针式表面轮廓仪(DektaXT,Bruker,德国),体式显微镜(F12莱卡,德国),电热恒温水浴槽(HH600,上海景迈仪器设备有限公司)。
1.2 离体牙的收集
选择50颗牙冠无损的上颌第三磨牙,且未曾受过任何化学治疗,于蒸馏水中-20 ℃储存,离体牙30 d内使用[6]。
1.3 瓷块试件的制备与分组
1.3.1 制备 使用慢速切割机将氧化锆陶瓷胚体水冷均匀切割成5.0 mm×5.0 mm×7.5 mm尺寸的瓷胚共80件,在烧结炉中烧结成4 mm×4 mm×6 mm的瓷块,使用抛光机120 r/min,依次用400、600、800、1 000 目水砂纸抛光至平面平整一致,用无水乙醇超声震洗5 min,压缩空气吹干备用。
1.3.2 分组 将瓷块随机分成5组,分别为A、B、C、D、E组,每组16个,按组别分别进行以下表面处理:A组:对照组,不做任何处理;B组:喷砂处理组,在0.20 MPa下,距瓷块表面1 cm,110 μm的Al2O3颗粒(APA110)均匀垂直持续喷射21 s[7-8];C组:Er:YAG激光蚀刻组,波长为2 940 nm,脉冲频率20 Hz,脉宽70 μs(SSP),能量200 mJ,先均匀铺盖石墨粉薄层于瓷块表面,光纤头距其1 mm,垂直照射10 s[9-10];D组:Nd:YAG激光蚀刻组,波长为1 064 nm,脉冲频率20 Hz,脉宽120 μs(MSP),能量200 mJ,先均匀铺盖一层石墨粉薄层于瓷块表面,光纤头距其1 mm,垂直照射20 s[11];E组:飞秒激光蚀刻组,波长为800 nm,频率5 kHz,脉宽35 fs,光斑直径10 μm,获得能量为0.015 mJ/pulse,速度0.25 mm/s,间隔40 μm[12]。所有试件经无水乙醇超声震洗5 min,压缩空气吹干备用。
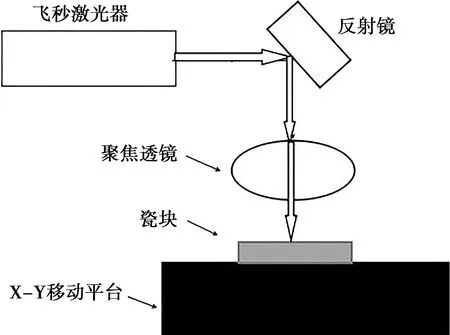
图1 蚀刻氧化锆瓷块的飞秒激光设备及扫描方向Fig.1 Femtosecond laser device and laser scanning direction for processing zirconia ceramic blocks
1.4 方法
1.4.1 扫描电镜(scanning electron microscopy,SEM)形貌观察 从A~E组每组瓷块中随机选取1个,用碳导电胶带固定于铝台,在扫描电子显微镜下观察分析表面形貌。
1.4.2 表面粗糙度值(Ra)测定 从A~E组每组剩余的瓷块中随机选5个,探针式轮廓测量仪依次按组别测量每个瓷块的表面粗糙度,每个瓷块表面测取2次,得出各组表面粗糙度值取平均值,精确度为0.01 μm。
1.4.3 牙本质粘接面的预备 将50颗离体牙水冷下,用快速涡轮手机沿釉牙骨质界磨除牙根,将牙冠近中面制备成平整面,并用抛光车针抛光,暴露至釉牙本质界下0.5 mm,尽量光滑平整一致,将牙本质逐个用自凝塑料包埋于聚乙烯管(内径20 mm,高25 mm)中央,充分显露粘接面,并保证其与管口所在平面平行,依次用220、400、600、800、1 000目水砂纸依次打磨20 s,无水乙醇超声振洗5 min,压缩空气吹干备用。
1.4.4 测试试件的制作与粘接 5组瓷块(A~E组,n=10)均用NX3通用树脂粘接系统进行粘接,严格按照树脂粘接剂使用说明书,将Primer均匀涂抹于牙本质粘接面20 s,压缩空气轻吹5 s,再均匀涂布Adhesive 15 s,用压缩空气先轻吹5 s,再强吹15 s,使之稀薄,以免粘接剂聚集。同时,将Adhesive均匀涂布于瓷块15 s,用压缩空气先轻吹5 s,再强吹15 s。将双管自混树脂混合后均匀涂布于瓷块表面,瓷块置于离体牙上,中心相对,以质量500 g的砝码静止持续加压,用小毛刷去除周围多余粘接剂,从四周及上方光照,每侧20 s,共100 s,所有试件室温放置1 h,后置于37 ℃水浴中保存24 h后取出。
1.4.5 剪切强度(shear bond strength,SBS)测试 使用万能实验机对50件试件进行剪切强度的测试。采用自制夹具固定试件,尽量调整至加载头平面与粘接面贴合,加载速度为0.5 mm/min,垂直加载至试件上的瓷块脱落,如图2所示。记录粘接破坏时所加最大荷载剪切力。根据公式“P=F/S”计算并记录剪切强度数值,测试精度为0.01 MPa,P为剪切强度(MPa),F为最大剪切力(N),S为粘接面积(mm2)。
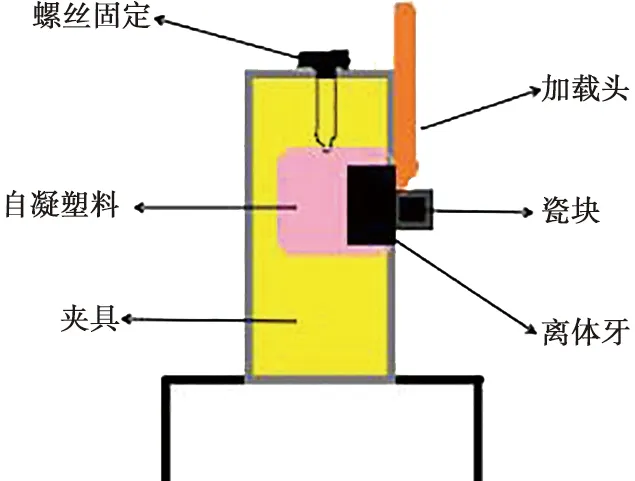
图2 测试试件剪切强度装置Fig.2 Device for testing shear strength of test piece
1.4.6 断裂模式及表面形貌观察 体式显微镜下观察各组试件的断裂界面,来判断样本粘接界面的破坏形式,断裂模式如下:①粘接破坏:断裂界面发生于牙本质与氧化锆粘接界面;②内聚破坏:断裂界面发生在树脂层或瓷层内,发生于粘接力足够大时;③混合破坏:既有粘接破坏,又有内聚破坏。
1.5 统计学分析
采用SPSS 25.0分析软件(IBM,美国)对剪切强度分别采用单因素方差分析(one-way ANOVA)及LSD最小显著t检验,分别比较各组间的总体差异和两两比较5组样本;对粗糙度进行单因素方差分析及Dunnett检验法,分别比较各组间的总体差异和两两比较5组样本。各项分析的检验标准均为α=0.05。
2 结 果
2.1 SEM观察结果
SEM图像(图3)显示了不同方法表面处理后的氧化锆表面分别放大1 000倍和5 000倍的形貌。可见未经处理的氧化锆表面均匀布满晶体颗粒,砂纸打磨后在其表面留下浅划痕。喷砂处理后,形成任意分布的卷边等凹凸不平的不规则形状,晶体消失,有微小断裂。Er:YAG激光蚀刻后,分布深浅不一的凹陷和微突起,可见裂纹。Nd:YAG激光蚀刻后,可见细浅的线性凹陷以大致相同的方向穿行,间隔不一,也可见裂纹。飞秒激光蚀刻后,表面可见粗细均匀一致的等间距分布的微凹槽阵列,微凹槽内的基质被移除,微深度相对较大,但未见裂纹。
2.2 表面粗糙度
氧化锆经不同处理后表面微观形貌发生了显著变化,各组的Ra值与SEM图像基本呈一致趋势。A~E组Ra测量结果分别为(0.34±0.07)、(1.29±0.25)、(0.66±0.11)、(0.49±0.11)、(1.05±0.20)μm。Ra值从大到小分别是B组、E组、C组、D组、A组,结果显示,F=59.71,P=0.000,各组之间的差别有统计学意义(P<0.05),可认为不同表面处理均对Ra值产生影响,其中,喷砂组与飞秒激光组的Ra值均大于其他任意组别(P<0.05)。
2.3 剪切强度
各组SBS值见表1所示,结果显示:SBS值从大到小依次为:E组、B组、C组、D组、A组,不同的表面粗化处理对SBS值产生的影响有显著差异(P<0.05),获得SBS值最高的处理方法为飞秒激光。
2.4 断裂模式分析
A~E组氧化锆断裂模式分布状况见表1,经24 h老化后的测试组均未出现内聚破坏。其中,未经表面处理组全都为粘接破坏,经不同表面粗化技术处理后,混合破坏所占比有所上升,Er:YAG激光组与Nd:YAG激光组出现极个别混合破坏,仍以粘接破坏为主,相比之下,喷砂组与飞秒激光组的优势在于较少出现粘接破坏,以混合破坏为主。另外,粘接剂-牙本质界面体现了优良的粘接性能,均未发现粘接破坏。
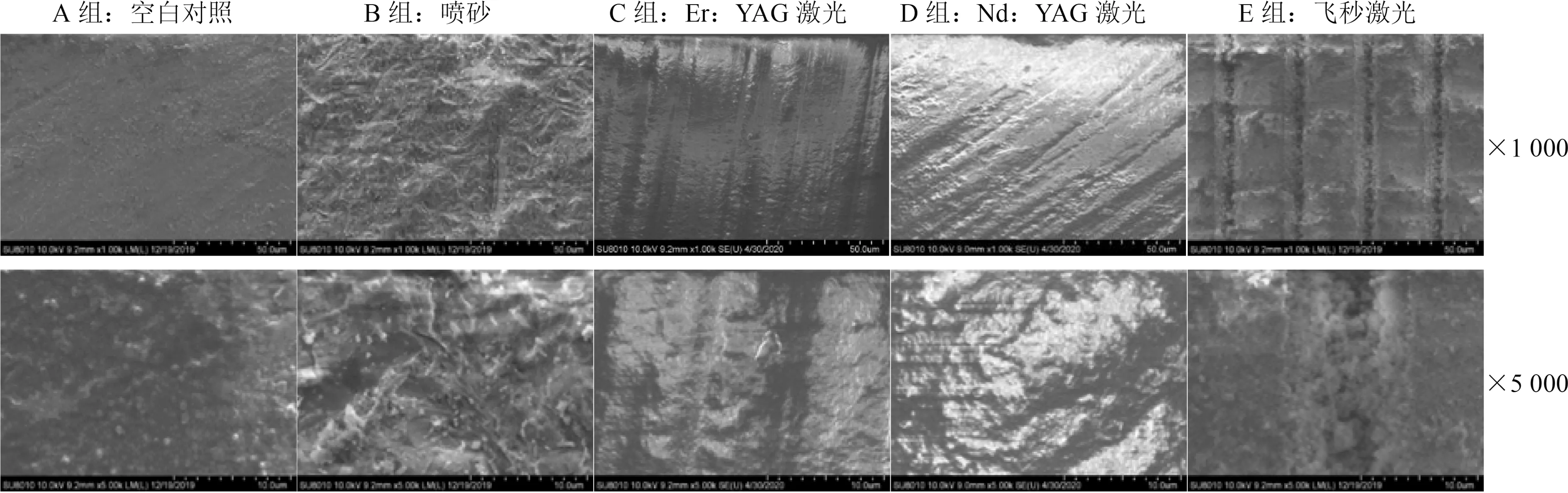
图3 不同处理后的氧化锆表面SEM图像Fig.3 Zirconia surface SEM images after different treatments
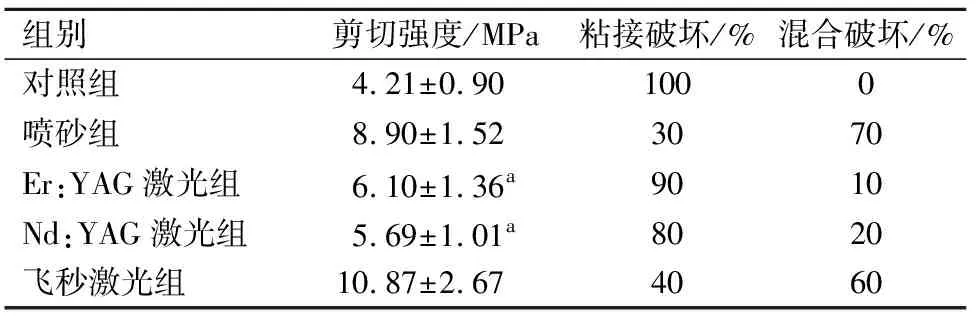
表1 不同表面处理方式对应强度表Tab.1 Strengths according to surface treatments
3 讨 论
良好的粘接是间接修复体修复成功的必要条件,氧化锆与树脂粘接剂的粘接力主要通过以下机制获取:一是陶瓷表面经粗化后可与粘接剂形成微机械锁结作用,二是两者通过化学键形成化学结合[11]。本实验对照组陶瓷的表面非常光滑,其初始粗糙度不能提供充分的微机械固位,且断裂后的粘接界面未见粘接剂残留,未形成有效粘接强度。众所周知,氧化锆的惰性非常强,由于不含玻璃基质和Si—OH基团,通过氢氟酸酸蚀和使用硅烷偶联剂这些对硅酸盐陶瓷有效的处理,均难以达到令人满意的粘接效果[3],后者往往需要在陶瓷表面制备硅涂层,联合使用硅烷偶联剂才能使瓷与粘接剂形成化学结合,但由于操作繁杂、价格昂贵,未能在临床普及。
机械锁结可以通过表面粗化来达成。本研究将喷砂与三种不同激光蚀刻的粗化方法进行对比研究,结果显示,这四种技术均使其粘接性能带来了不同程度的变化,相比对照组,喷砂组与飞秒激光组的Ra与SBS值的提升程度均大于Er:YAG激光组与Nd:YAG激光组,且喷砂组与飞秒激光组大部分的断裂面清晰可见岛状分布的残留粘接剂,进一步表明这两种处理方法对提升氧化锆与树脂粘接剂的粘接性能带来更大变化。
喷砂是临床最常用的表面粗化技术,李新等研究了不同压强(0.1、0.2、0.4和0.6 MPa)、粒径(50和110 μm)和喷射时间(7、14、21 s)对牙科氧化锆材料粘接强度及表面丧失的影响[7-8],认为采用110 μm的Al2O3颗粒在0.2 MPa下喷射21 s为最优参数。本实验参照此参数,Al2O3颗粒冲撞氧化锆平面后散布于陶瓷表面,增加润湿性和表面自由能,去除表面污染物[13],同时还获得了凹凸不平的不规则粗糙面,为粘接界面形成机械锁结提供有利条件。据报道[14],10-MDP中含有磷酸功能基团,能与氧化锆的锆原子化学结合后形成牢固的化学键,喷砂结合MDP 可满足陶瓷与粘接剂之间的机械锁结与化学结合,获得可靠的粘接力。本实验采用的粘接剂中含有GPDM,虽然不等同于MDP,但属于磷酸酯类功能单体,可与陶瓷的锆原子发生化学反应,结果确实证明喷砂能提高氧化锆与树脂粘接剂的粘接强度。然而从SEM图像中仍可发现氧化锆表面出现微断裂,氧化锆有沿这个裂纹应力集中区断裂的趋势[15],降低远期机械强度。喷砂像把双刃剑,尤其在喷射时间过长、压力过大、颗粒粒径过粗时,会造成热损伤及裂纹。因此,仍需要更多的研究来确定合适的喷砂条件,在确保机械性能的前提下提高粘接强度,形成理想的远期修复效果。
激光蚀刻氧化锆的原理是将光能转化为热能,氧化锆吸收激光能量后发生微爆破,破坏基质及溶解晶体,构成凹坑、孔隙等形态粗化表面,形成微机械嵌合作用,达到提高氧化锆的粘接性能的效果[16]。同时还可去除表面原吸附物和污染物,提高表面能和浸润性[17]。陶瓷表面的性状变化程度取决于激光辐射的能量密度和陶瓷的类型。Cavalcanti等研究发现,与高能量强度(400和600 mJ)相比,低能量强度(200 mJ)对改变陶瓷表面形貌效果较好,且表面更少发生裂纹等热损伤,是一种较适宜的参数[10]。而对于激光蚀刻后的氧化锆表面能否提供足够的机械固位力从而提高陶瓷与粘接剂的粘接强度,不同学者的观点存在分歧[18-19]。从本实验结果分析,相比空白对照组与Nd:YAG激光组,尽管Er:YAG激光蚀刻后的Ra得到了较大提升,但SBS与Nd:YAG激光组无明显差别,仍远远低于飞秒激光与喷砂处理。另外,这两种激光后的氧化锆断裂界面较少有粘接剂残留,以粘接破坏为主,进一步表明经这两种激光蚀刻后的氧化锆粘接强度提升的程度并不理想。结合SEM图像分析,Er:YAG激光组表面形成了浅层突起和粗细不同的浅层凹陷,伴裂纹;Nd:YAG激光组多为细浅的线形粗糙面,也伴裂纹。因此,可以认为这两种激光蚀刻后形成的粗糙面不能使粗糙度达到足以与粘接剂形成充分的微机械嵌合作用,且易造成陶瓷表面的热损伤和裂纹,粘接效果远不及喷砂,与Li等研究结果趋势一致[20]。而Sofi[21]与Usumez等[22]实验表明,Er:YAG激光与Nd:YAG激光照射后氧化锆与树脂粘接剂的粘接强度得到了明显改善,且明显优于喷砂组,与他们研究实验结果的差异可能来自于激光不同的设备参数设置(蚀刻时间、激光的脉宽、频率、输出功率与能量密度等)、是否为接触式照射及不同种类的氧化锆。
传统的机械表面处理方法会使氧化锆表面产生热损伤等负作用,而飞秒激光在飞秒范围内发射超短脉冲(1 fs=1×10-15s),向蚀刻材料表面传递极低热量。本实验中,飞秒激光蚀刻后氧化锆的微凹槽宽度几乎等同光斑直径大小,约10 μm,说明它是高精密度的“冷”加工,只在蚀刻处产生非常小的热影响。高精度的实现可以通过专用软件设定脉冲能量等参数,轻松地制备出预设的图形。本实验参照Mara等对飞秒激光等不同表面处理技术在循环加载后对氧化锆的粘接强度的影响研究结果[12],选用速度0.25 mm/s,间隔40 μm,获得的能量为0.015 mJ/pulse,从SEM图像可以看到蚀刻后的氧化锆表面具有相互平行排列且呈周期性分布的微凹槽阵列,可以使粘接剂与氧化锆的微凹槽相互交织,相比初始光滑的粘接面,提高了表面粗糙度和有效粘接表面积。
聚焦微凹槽,可见许多不规则的粗糙纳米级颗粒无序地分布于其内壁及槽底,与水稻叶结构相似,水稻叶表面无规则分布的微突起形成了沿着叶脉有规律排列的沟槽阵列,液滴只可能顺着沟槽方向流动滚落,且向着根部流动;同理,若将液滴放置于飞秒激光后的微凹槽阵列,液滴则会顺着微凹槽方向伸长,更偏向于沿着微凹槽走向向前后延展,沿着微凹槽滚落下去为其主要滚动方向,飞秒激光制备的微纳级各向异性的结构让其获得各向异性的液滴滚动特性[23-24]。从本实验的Ra与SBS值分析,与喷砂组相比,飞秒激光组的Ra值未见优势,但SBS值更高,推测是因为飞秒激光蚀刻后的氧化锆发生了表面改性,粘接剂更倾向于沿着微凹槽走向延展并滚落入微凹槽内,有利于粘接剂渗透入陶瓷的微观孔隙,使其充分分布于微凹槽内,增大有效粘接面积,两者形成良好的微机械嵌合作用。本实验证明,飞秒激光蚀刻对提升氧化锆的粘接性能有显著影响,与之前的研究结果[12,25-26]一致,可以认为飞秒激光制出特有的具浸润性同时具备粗化效果、清洁的表面可大大提升氧化锆与粘接剂的短期粘接强度,是一种很有前景的表面技术。
口内是一个复杂潮湿的环境,粘接界面的水解作用可导致粘接失败,而氧化锆表面有亲水性,因此口内粘接系统薄弱的环节更容易发生在氧化锆与树脂粘接剂之间[2]。有文献指出,超短脉冲激光蚀刻的氧化锆表面区域由亲水性转为疏水性,与水可以形成Cassie接触,从而能够有效减弱粘接界面的水解作用,对抗口内唾液的老化作用,改善粘接持久性能[27]。氧化锆经该粗化技术处理后,在口内环境老化后的粘接持久性能是否与该研究结果一致还有待进一步研究。
4 结 论
(1)采用喷砂、Er:YAG激光、Nd:YAG激光与飞秒激光,均使氧化锆表面微观形貌产生显著变化;(2)采用喷砂、Er:YAG激光、Nd:YAG激光与飞秒激光,均可提高氧化锆表面的粗糙度,且飞秒激光与喷砂组的粗糙度大于Er:YAG激光组与Nd:YAG激光组;(3)氧化锆飞秒激光蚀刻与喷砂处理后可获得较高的SBS,大于Er:YAG激光组与Nd:YAG激光组,可能是由于后两者形成的粗糙面不能使粗糙度达到足以与树脂粘接剂形成充分的微机械锁结;(4)飞秒激光蚀刻后可获得周期性分布的微凹槽阵列表面的氧化锆,具有较好的粘接性能,且优于喷砂处理,是一种有前景的氧化锆表面处理方法。
