基于圆锥车削实训教学的两种工艺分析
2021-03-27刘树胜贾广攀梁永艳石南辉
刘树胜,贾广攀,梁永艳,石南辉
(北部湾大学,广西 钦州 535011)
0 引言
很多文献对圆锥车削实训教学和圆锥车削工艺进行了研究。如文献[1]采用配对圆锥进行实训教学,在技能鉴定和技能竞赛中收到了较好的效果;文献[2]介绍了车削圆锥零件的新方法,以及加工时的技巧,提高了圆锥零件的加工精度和效率;文献[3]介绍了一种新的圆锥车削方法,利用增加齿轮的方法改变刀具的进给方向,提高车削精度和改善劳动强度;文献[4]介绍了两种标准的圆锥车削方法;文献[5]设计了专用刀杆来加工直径大、长度长的大型圆锥孔,效果较好;文献[6-7]介绍了转动小滑板法的一些新工艺,提高了切削精度和效率。以上文献对圆锥车削方法的研究,主要是常用车削工艺的一些新方法和小技巧,没有对圆锥车削常用的两种方法进行系统的介绍。
职业院校和应用型普通高校担负着培养复合型、技术技能型人才的任务,如何在短时间内使学生掌握圆锥的车削技能,并能依据圆锥零件实际情况及工程应用选择合适的圆锥车削工艺,为学生进行专业学习打下良好的基础,是每位车工实训指导教师应该深入研究的课题。本文详细介绍圆锥车削的两种工艺,便于教师在实训教学中为学生讲授如何在不同场合选择不同的车削工艺。
1 圆锥车削基础
在车削圆锥实训教学过程中,转动小滑板法和偏移尾座法是比较常用的两种车削工艺。圆锥的基本参数如图1所示。
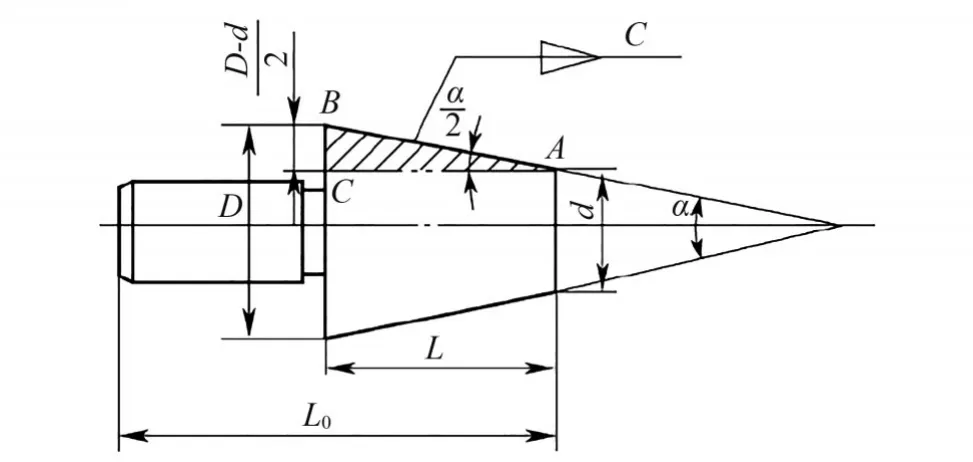
图1 圆锥的基本参数示意图
圆锥基本参数计算公式如下:

式中:α为圆锥角,即在通过圆锥轴线的截面内,两条素线之间的夹角;α/2为圆锥半角,是车圆锥时小滑板转过的角度;C为锥度,即圆锥的最大圆锥直径和最小圆锥直径之差与圆锥长度之比,锥度用比例或分数形式表示;D为最大圆锥直径,简称大端直径;d为最小圆锥直径,简称小端直径;L为圆锥长度,即最大圆锥直径与最小圆锥直径之间的轴向距离;L0为圆锥工件的全长;S为尾座偏移量,即尾座偏移轴心的距离。
学生在车削圆锥过程中需要掌握圆锥基本参数和计算公式,以便在车削前按已知情况计算出转动角度、偏移距离等。
2 圆锥车削工艺
圆锥连接是机械连接中常用的一种方式,当圆锥角小于3°时,可以传递很大的转矩,同轴度较高,能做到无间隙配合,常用于需经常拆卸且重复定位精度要求较高的连接和定位元件[8]。如车床主轴孔与顶尖的配合、车床尾座锥孔与麻花钻的配合等均为圆锥面配合,常见的圆锥配合件如图2所示,此种配合件在机械结构中广泛应用。加工圆锥的设备较多,如普通车床车削加工、数控车床加工、线切割加工等[9]。现阶段利用普通车床加工圆锥较为普遍,如职业学校的实训教学、等级技能考核等。普通车床车削圆锥需要掌握一定的技巧,对车削人员的技能水平和经验要求较高。随着数控加工技术的发展,已经改变了传统的切削方法,圆锥的切削效率和质量对操作人员的要求越来越低。

图2 常见的圆锥配合件示意图
2.1 转动小滑板法
转动小滑板法是一种最常见的圆锥车削方法,把小滑板按工件的圆锥半角α/2旋转一个相应角度,采取小滑板进给的方式,使车刀的运动轨迹与索要车削的圆锥素线平行。转动小滑板法车圆锥示意图如图3所示。在采用转动小滑板法切削圆锥的过程中,关键是要保证小滑板转动角度正确。

图3 转动小滑板法车圆锥示意图
调校小滑板转动角度的方法主要有以下几种,需要学生提前掌握。
2.1.1 利用百分表精确调整小滑板角度
转动小滑板法切削圆锥,需要先计算出圆锥半角,计算较为繁琐,且不一定是整数,只是圆锥半角的近似值,所以转动小滑板法切削的锥面的精度不够高。此种切削工艺只适用于对加工精度要求不高的零件加工,对于圆锥精度要求较高的工件不能采用此种方法进行加工。
计算出来的圆锥角度一般都不是整数,而小滑板刻度盘上的刻度都以度为最小单位,因此在小滑板上调整的圆锥角度是正切三角函数算得角度值的近似值。如果遇到要求精度较高的圆锥件,这样的方法显然达不到精度要求,此时可利用百分表打表来精确调整小滑板旋转角度,从而衍生出借助百分表的转动小滑板法。具体方法是先将磁力表座固定在车床导轨上,松开小滑板底部转盘上的紧固螺母,转动一定角度,再将百分表测头抵在小滑板侧边,该方法示意图如图4所示。
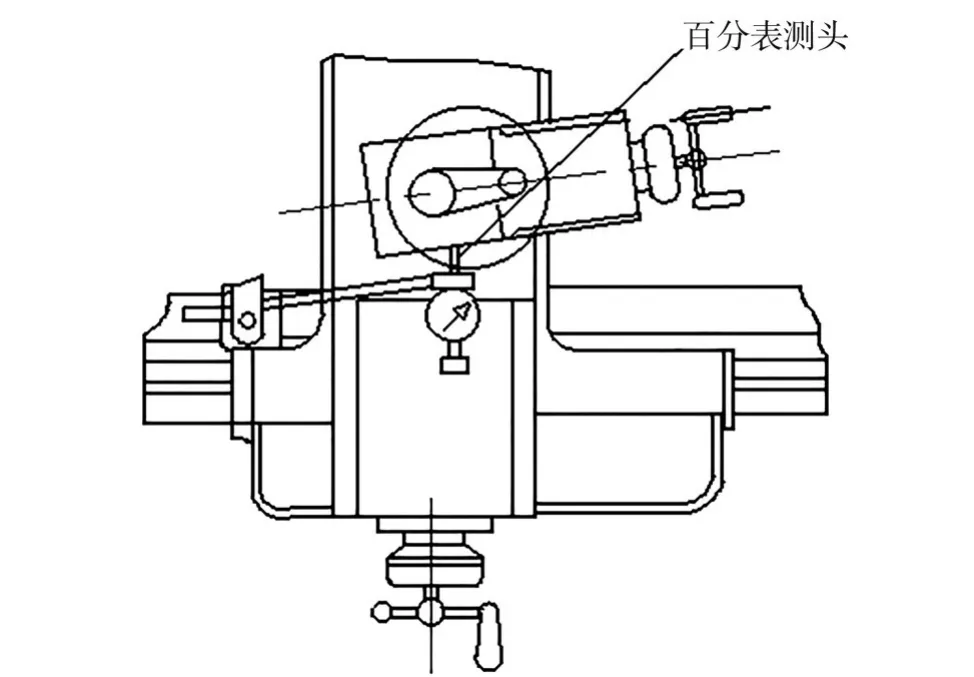
图4 利用百分表调校小滑板角度示意图
2.1.2 利用样件和百分表精确调整小滑板角度
把标准圆锥样件装夹在车床上,将磁力百分表座固定在小滑板上,松开小滑板底部转盘上的紧固螺母,转动一定角度;将百分表测头垂直抵在样件处,对准样件中心,移动小滑板并调整小滑板角度直至百分表指针摆动为零为止。该方法示意图如图5所示。
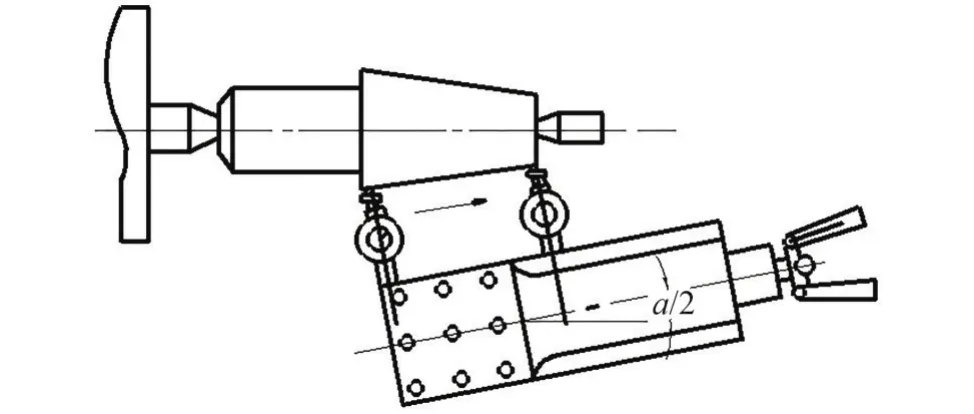
图5 利用样件和百分表调校小滑板角度示意图
在实训教学过程中,小滑板转动角度的计算及调整以图6为例进行详细说明。先将圆锥分成两个直角三角形和一个矩形,已知圆锥度是1:10,圆锥大端直径D为30 mm,利用锥度计算公式(1)计算出圆锥小端直径d为28 mm,从而得出直角三角形的一个直角边的数值为1 mm(另一个直角边是圆锥长度20 mm),将溜板箱纵向移动20 mm,轻微转动小滑板使百分表的数值变化是1 mm,拧紧小滑板底部转盘上的紧固螺帽,再反复移动溜板箱校验几次,防止拧紧螺帽的时候小滑板转动出现误差。车削时只需按照圆锥大端直径或小端直径进行切削即可。这种改进的方法省去了用三角函数计算圆锥角的步骤,调整小滑板时间短,误差小,精度高。这种方法也同样适用于内圆锥的加工,调整小滑板角度方法也一样,只不过要将小滑板反方向(顺时针)转动一定角度。
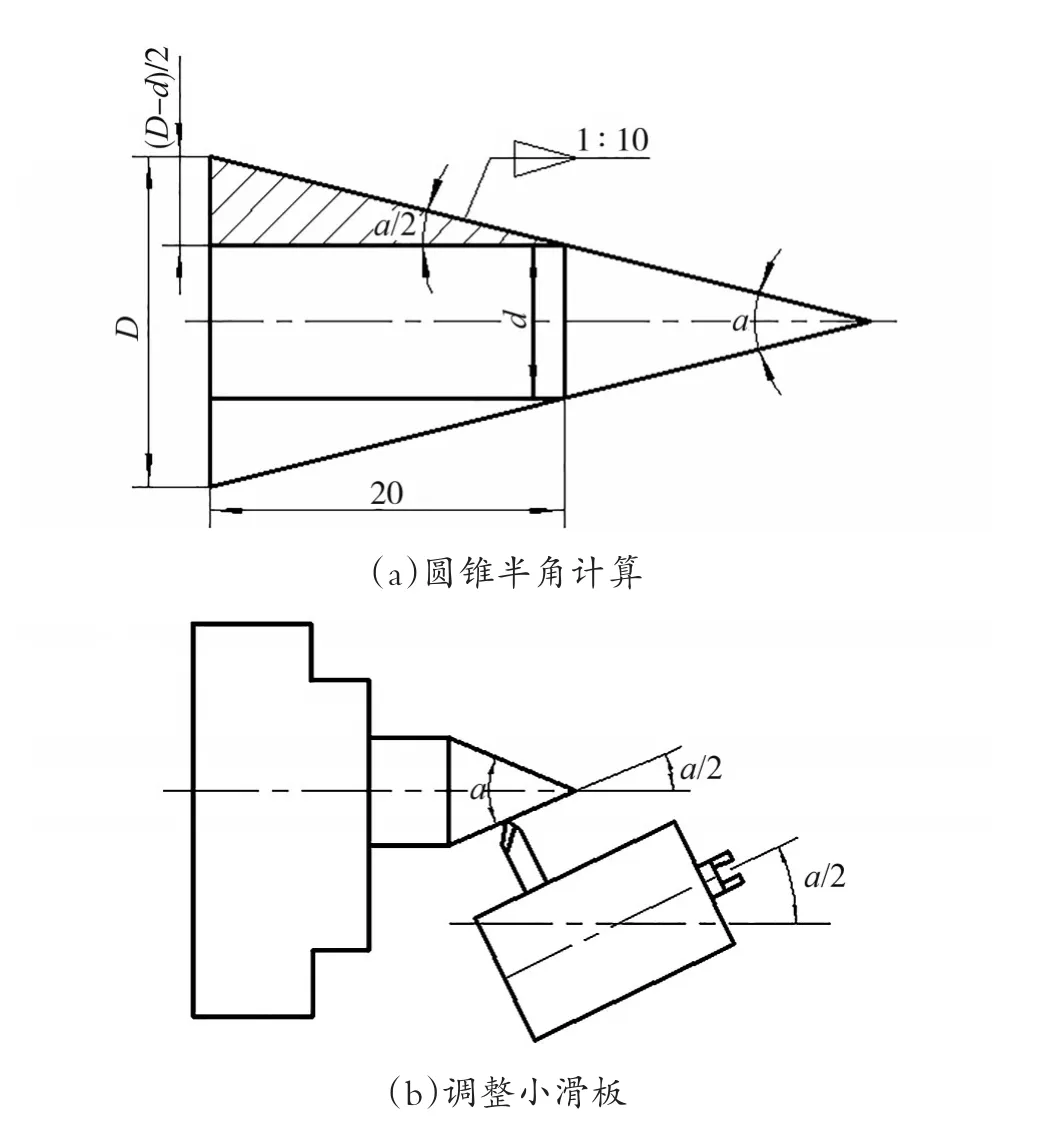
图6 圆锥半角计算及调整小滑板示意图
转动小滑板法操作工艺流程:按已知参数计算圆锥半角→按圆锥大径车圆柱→松开小滑板底部紧固螺母→调整需要的圆锥半角并紧固螺母→粗车(调试)→检测→精车→检测。
圆锥检测方法主要有3种:万能角度尺检测,此种检测方法需要掌握万能角度尺数据读取技巧;角度样板检测,此种检测方法简单方便,但需要经常对样板角度进行校正;借助圆锥套规和圆锥赛规采用涂色法检测。
转动小滑板法特点:可以车削各种角度的圆锥,锥度范围较宽;操作简单,能保证一定的车削精度;只能手动操作小滑板进给,劳动强度较大,不易保证圆锥面的质量;受小滑板行程限制,只能加工锥面不长的工件。
2.2 偏移尾座法
偏移尾座法将尾座进行一定的偏移,实现锥度的切削。这种方法的优点是可以实现自动进给车削圆锥体,表面质量好,适用于加工锥体较长的外锥体工件,弥补了小滑板只能手动进给的缺点,但偏移尾座法受尾座偏移量的限制,只能加工小锥度工件,不能加工内锥孔。偏移尾座法车圆锥示意图如图7所示。
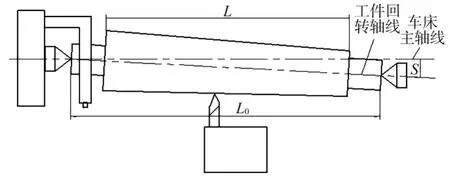
图7 偏移尾座法车圆锥示意图
选用偏移尾座法车削圆锥,需要按已知条件计算尾座的偏移量。尾座的偏移方法较多,实训过程学生可根据实际情况进行选择。
2.2.1 利用尾座刻度偏移
车床尾座在正常状态下,为“0”线对齐,如图8(a)所示。车床尾座自带标尺,计算好偏移量S后,拧开尾座螺钉1和2,再移动尾座到需要的刻度,锁紧螺钉,如图8(b)所示。

图8 利用尾座刻度偏移示意图
2.2.2 利用中滑板刻度偏移
计算好偏移量后,可如图9所示,先将中滑板距离调整为S,再拧开尾座螺钉1和2,然后移动尾座靠近中滑板,使尾座轴与中滑板刀架上的触头接触,锁紧螺钉。

图9 利用中滑板偏移示意图
2.2.3 利用百分表偏移
计算好偏移量后,可如图10所示,先将百分表磁力座固定在中滑板与尾座之间的导轨上,将百分表距离调整为S,再拧开尾座螺钉1和2,然后移动尾座靠近百分表触头,使尾座轴与百分表的触头接触,锁紧螺钉。

图10 利用百分表偏移示意图
2.2.4 利用锥度样件偏移
计算好偏移量后,选取锥度样件,可如图11所示,拧开尾座螺钉1和2,移动尾座装夹好锥度样件,将百分表磁力座固定在中滑板与尾座之间的导轨上,使尾座轴与百分表的触头和样件接触,调整到需要的偏移量S,锁紧螺钉。

图11 利用锥度样件偏移示意图
偏移尾座法车圆锥操作工艺流程:按已知参数计算尾座偏移量→按圆锥大径车圆柱→选择偏移方式→调整需要的尾座偏移量并紧固螺钉→粗车(调试)→检测→精车→检测。
偏移尾座法特点:受尾座偏移距离的限制,只适合于车削锥度不大的工件,精度不高,但可切削较长的工件,工件长度范围较宽;可以纵向机动进给车削,工件锥面质量较高;偏心旋转容易造成顶尖与中心孔的不均匀磨损;不能加工内圆锥和整体外圆锥。
2.3 两种车削工艺在实训教学中的选择
在车削圆锥零件实训教学过程中,实训指导教师应该根据工件的实际情况,选择合适的车削工艺进行实训教学。
1)车削锥度较大的圆锥零件时,应选择转动小滑板法进行实训教学,如果选择偏移尾座法可能无法实现。
2)车削加工长零件的锥度时,可选择偏移尾座法进行实训教学,效果会更好。若此时选择转动小滑板法,学生操作的劳动强度增大,车削精度、效率都会降低。
3)内圆锥车削实训教学时,应选择转动小滑板法。
因此,在圆锥车削实训教学中指导教师要仔细分析零件的实际情况,再选择合适的车削方法进行实训教学。
3 结语
两种圆锥车削工艺各有优缺点,在选择之前需要充分考虑加工圆锥的实际情况、应用场合、圆锥的精度要求等具体情况。指导教师在实训教学过程中需要讲解两种车削工艺各自的特点及应用场合:转动小滑板法主要应用于锥度较大、单件、短小圆锥零件的车削以及内圆锥的车削;偏移尾座法主要应用于锥度小、批量、较长圆锥零件的车削以及外表面要求较高的圆锥零件车削。
