中频感应设备在枪管尾座热处理中的应用
2015-04-23于海涛
金属加工(热加工) 2015年17期
■ 于海涛
我公司以往采用箱式炉对枪管尾座整体热处理,在淬火温度下,由于表面存在氧化脱碳,导致热处理硬度不均。另外,枪管尾座外形不对称,淬火变形难以校正。为此,我们购置了GPH-60晶体管式中频设备,设计制作了专用感应器,不仅保证两处闭锁槽同时加热,还有效控制加热位置,防止周边薄壁处过热熔废的质量问题。
1. 枪管尾座中频感应加热
枪管尾座材质42CrMo,枪管尾座如图1所示。枪管尾座局部热处理硬度要求大于45HRC,感应部位壁厚4.5mm,周边壁厚仅1.5mm,如采用高中频感应加热,由于透热深,当厚处到温后薄处已过热熔废。
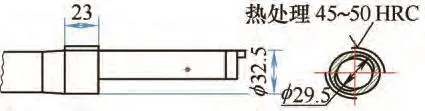
图1 枪管尾座
枪管尾座感应器如图2所示,专用感应器形如葫芦,以葫芦内圆弧感应加热尾座两处闭锁槽,相邻闭锁窝薄壁处恰葫芦口与底侧,远离感应器铜管而不致过热。
2. 中频感应淬火参数
感应淬火输入功率为60kVA,输出振荡电流为1000A。将淬火加热温度由原来(860±10)℃,改为(870±10)℃;感应加热时间:15~20s。淬火冷却介质采用快速淬火油,确保局部感应淬火硬度大于45HRC。
回火设备为RJJ-35井式炉,装炉量100件,回火温度为(180±10)℃,保温时间:1.5~2h。
枪管尾座局部热处理新工艺如图3所示。
3. 新旧工艺对比
(1)枪管尾座采用原工艺时,表面存在氧化脱碳,导致硬度不均;采用新工艺以来,工件无氧化脱碳,硬度均匀,达到45~50HRC,满足设计要求。
(2)枪管尾座原工艺淬火后变形0.15~0.20mm,校直困难;采用新工艺以来,工件局部热处理无变形超差现象,全部达到设计要求。
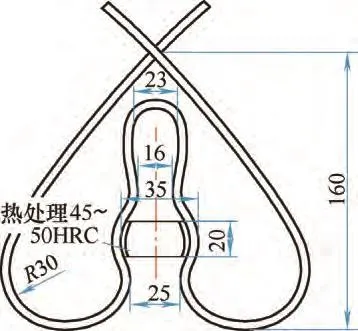
图2 枪管尾座感应器
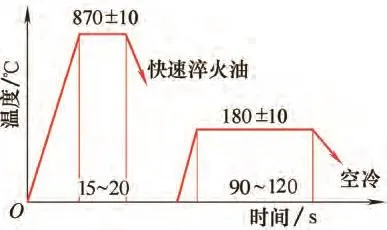
图3 枪管尾座局部热处理工艺
