中压设备法兰密封方法的探讨
2021-03-13李聪晓
李聪晓
华陆工程科技有限责任公司 西安 710065
随着现代化工工业的迅猛发展及装置大型化的发展趋势,化工单元装置的非标准静设备规格也随之大幅增加。设计压力在6.0 MPa~10.0 MPa的非标准静设备在合成氨、甲醇合成、煤气化等工业生产中的应用越来越广泛。对于直径较大的压力容器,设备法兰是其重要的组成部分,密封结构的设计不仅要可靠,还要便于加工、装卸和检验,以有效地节约成本,缩短设备制造周期,保证设备长期、安全、稳定地运行。
本文讨论的设备压力范畴为6.0 MPa~10.0 MPa,属于中压压力容器,通过法兰密封面结构设计和理论计算,该类设备法兰可以实现很好的密封。但在工程实际中,直径较大(1000 mm≤DN≤2500 mm)的设备法兰经常发生密封面泄漏现象。为什么会出现这种问题?有没有相应的解决办法?下面将进行详细阐述。
1 密封的原理及选型[1]
密封的目的是将两种不同介质或压力、温度等参数不同的腔室相互隔离和防止物料外泄。根据密封的结构及机理,密封可分为静密封与动密封两大类。静密封是由相互压紧的密封面而取得。密封面尽管经过加工,但其微观几何形状经放大后,可以看出它的表面是凹凸不平的,存在微小峰谷,见图1。
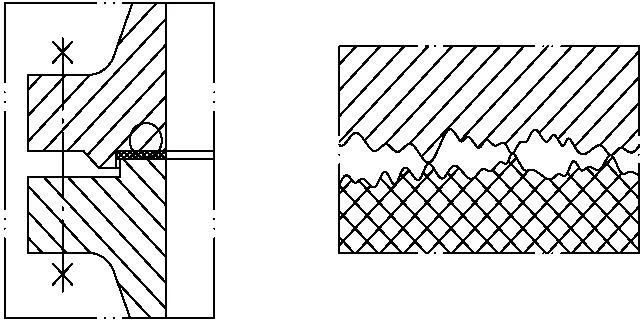
图1 密封面微观几何形状放大图
由于密封面间存在微小的峰谷,密封面间就有间隙,使介质由高压侧漏向低压侧。间隙被压得越小,泄漏就越少,直至压紧到停止泄漏。微小的间隙可由精加工密封面获得,但这种方法费用高,并对机械损伤敏感,因此在相互的密封面间可以加一层能用较小压力就可变形的密封垫片以达到“填补”间隙的效果。本文分析的是中压、较大直径的容器,其设备法兰采用由外部螺栓力来压紧密封垫片的强制式密封结构即可。
2 密封垫的宽度和选材分析
从规范[2]可知,密封垫片所需的压紧力随其垫片基本密封宽度b的增加而变大。为了减少总螺栓力,应将垫片的密封宽度选得尽量窄一些。
良好的密封只有在密封垫片塑性变形后才能获取,所以该类设备的法兰密封垫片可以选择金属软密封垫。另外,不安装在隼槽面中的垫片还会受到径向压力,使它从密封面上挤压出来,从而造成垫片失效。所以,往往需要选择凹凸面的设备法兰和带内环的金属软密封(缠绕式)垫片;根据工程经验,垫片的密封宽度b值大约为25mm。
现行的常用缠绕垫是以钢带(镀锌08钢、镀锌15钢、SS304等)与石墨或石棉橡胶板相间缠绕而成,钢带以点焊和内环定位圈加以固定。这种垫片弹性好,能起到多道密封作用,可用于较高温度和压力的场合,且在温度和压力波动情况下垫片仍能稳定工作[2]。
但是,带内加强环的缠绕垫由于垫片外部未加外环固定,在设备法兰、缠绕垫和螺栓的组装过程中,经常出现缠绕垫最外层钢带松散的现象,从而造成法兰密封失效。以与垫片供货商多次交流的经验,笔者认为:为了防止最外层钢带松散所造成的法兰密封渗漏,缠绕垫最好设计为带内、外加强环的型式;此外,带内、外加强环的缠绕垫在运输过程中也不易被损坏,垫片质量容易保证。
3 螺栓受力分析
正常情况下,螺栓在预紧状态下需要的最小螺栓载荷等于预紧状态下的最小垫片压紧力,将其演变为公式[2]:
Wa=Fa=3.14DGby
(1)
螺栓在操作状态下需要的最小载荷公式[2]:
(2)
式中,Wa为预紧状态下需要的最小螺栓载荷,N;Wp为操作状态下需要的最小螺栓载荷,N;Fa为预紧状态下需要的最小垫片压紧力,N;Fp为操作状态下需要的最小垫片压紧力,N;F为内压引起的轴向力,N。
但在实际的设计过程中,由于设计人员对设备法兰的密封面未提出相应的形位公差要求,导致法兰密封面的形位公差值只能依赖机床和工人的能力来决定,可能会造成法兰密封面的变形过大,见图2。
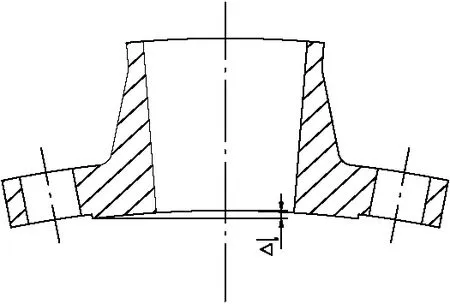
图2 法兰密封面变形
这种情况下,在法兰预紧或者操作过程中,螺栓会产生一个克服变形(△l)的力F△,根据虎克定律[3],
F△=E*△l
(3)
式中,E为法兰材料的弹性模量,MPa;△l为法兰密封面的变形量,mm。
那么,螺栓在预紧状态下需要的最小螺栓载荷就变成了下式:
Wa=F△+FG
(4)
Wp=F△+F+Fp
(5)
由公式(1)、(2)可知:Wa和Wp是一个固定值;由公式(4)、(5)可知:F△越大,FG或者(F+Fp)越小,即作用在法兰密封面上的有效力越小,法兰泄漏的几率就越大;由公式(3)可知:弹性模量E为法兰材料的固有值,不受加工、制造的影响,为了降低F△的数值必须减小法兰密封面的变形量△l。笔者从设计过的众多中压法兰中总结出:当F△ 根据制造厂经验,参照GB/T1184中形状和位置公差的数值表,要控制F△ 然而,现行的相关标准并没有对法兰密封面提出相应的形位公差要求,笔者认为应该加入这一项规定。在标准尚无规定的情况下,建议设计人员在设计蓝图上对法兰密封面的平面度提出要求。 为了保证密封力,螺栓一定要在弹性范围内工作,如果螺栓在工作情况下产生了塑性变形,那在降压或在压力波动过程中将会产生泄漏[1]。 通过对设计、校核过的多台较大直径、中压设备法兰的分析,笔者认为:为了达到最好的密封效果,在满足螺栓所需总截面积的前提下,螺栓规格应该按照直径小、数量多、并且个数是4的倍数的原则进行选择,同时,为了实现操作,还要注意满足螺栓的最小间距要求。 为了保证密封效果,螺栓的上紧应分级进行,逐级递增。因法兰螺栓个数基本都是4的倍数,所以上紧时被上紧螺栓的布置要相互呈90°错开,上一次上紧与下一次上紧的位置应错开一定角度,以达到上紧均匀的目的。 为了上紧螺栓时螺栓不发生塑性变形,设计人员应该在蓝图上明确标示上紧螺栓时所需的力。 以20个螺栓为例,其上紧顺序如图3所示,具体操作可按参考文献5进行。 图3 20个螺栓的的上紧顺序 法兰的受力情况复杂,故引起密封面泄漏的因素也很多。以上是笔者根据多台、符合本文所述设计条件的法兰设计制造经验的总结,提出的引起法兰密封泄漏原因只是众多原因的一种,对法兰泄漏的认识尚属肤浅。但希望通过本文的阐述能引起业内的重视,并对此类问题进行深入探讨和研究。 另:本文所涉及的密封力、虎克定律等内容,系引用参考文献1、2和3,其具体表达方法和现行标准、规范略有区别,但所涉及的原理是完全一致的。4 螺栓数量的确定
5 螺栓的上紧顺序[5]

6 结语
