PECVD工艺制备的背面氮化硅薄膜对双面单晶硅太阳电池EL发黑的影响
2021-03-04张福庆王贵梅张军杰朱少杰
张福庆,王贵梅,赵 环,张军杰,朱少杰
(晶澳太阳能有限公司,邢台 055550)
0 引言
氮化硅薄膜在晶体硅太阳电池制造过程中起着至关重要的作用。已有许多文献针对氮化硅薄膜在太阳电池表面的钝化和减反射作用进行了详细论述[1],在此不再赘言。氮化硅薄膜对晶体硅太阳电池电致发光(EL)发黑也有较大影响,但目前针对此方面的研究较少。为此,本文针对采用PECVD工艺制备的背面氮化硅薄膜导致双面单晶硅太阳电池EL发黑的各种条件进行了实验验证及理论分析,研究了背面氮化硅薄膜底层膜、中层膜,以及上层膜边缘的折射率等条件不同的情况下对双面单晶硅太阳电池EL发黑的影响,研究结果对双面单晶硅太阳电池生产线的现场良品率控制有一定的帮助。
1 EL原理
EL又称场致发光。EL的基本原理为:给太阳电池加正向偏置电压,p区加正电压,n区加负电压,正向偏置电压的电场与p-n结自建电场方向相反,正向偏置电压的电场削弱了自建电场对晶体中电子扩散运动的阻碍作用,使n区中的自由电子在正向电压的作用下源源不断地通过p-n结向p区扩散;当结区内同时存在大量导带中的电子和价带上的空穴时,它们将在注入区产生复合;当导带中的电子跃迁到价带中时,多余的能量就以光的形式发射出来。当向太阳电池施加正向电流后,太阳电池会像发光二极管一般,发出近红外的光,该近红外光的光强除了与输入电流成正比外,也与太阳电池的缺陷密度有关,由此可以区分太阳电池晶格缺陷、隐裂等异常产生的成因[2]。
2 实验介绍
2.1 实验仪器
实验采用德国Meyer Burger AG公司生产的PECVD设备(2.45 GHz)制备氮化硅薄膜,采用北京量拓科技有限公司生产的EMPro-PV激光椭偏仪测试氮化硅薄膜的膜厚和折射率,采用沛德光电科技(上海)有限公司生产的EL测试机对双面单晶硅太阳电池进行EL测试。
2.2 实验样品
PECVD设备反应仓内一共有6根石英管,每根石英管对应的氨气和硅烷流量计可以单独控制;且第6根石英管对应边缘流量计和中间流量计2种,分别控制硅片边缘和中间位置的镀膜。
双面单晶硅太阳电池的背面氮化硅薄膜采用3层不同折射率的SiNx结构。由于前2根石英管靠近硅片一侧,因此将其镀制的膜层称为第1层膜或底层膜;最后1根石英管(第6根石英管)主要用于调整载板内单晶硅片表面镀膜的均匀性,由于该根石英管靠近空气,所以将其镀制的膜层称为第3层膜或上层膜;中间3根石英管镀制的膜层夹在底层膜和上层膜之间,因此称为第2层膜或中层膜。底层膜、中层膜、上层膜这3层膜层叠加后即为整体的氮化硅薄膜,亦可称为叠膜。
在背面氮化硅薄膜底层膜、中层膜、上层膜边缘的折射率等条件不同的情况下制备背面氮化硅薄膜;然后采用相同的开槽激光、丝网印刷、烧结工艺后制备双面单晶硅太阳电池;最后分别测试不同条件下制备的双面单晶硅太阳电池的EL情况,并分析背面氮化硅薄膜底层膜、中层膜,以及上层膜边缘的折射率对双面单晶硅太阳电池EL发黑的影响。
3 实验结果与讨论
3.1 背面氮化硅薄膜的折射率与双面单晶硅太阳电池背电极位置EL发黑的关系
在保证叠膜的膜厚控制在90 nm、折射率控制在2.12 (均为公司内部标准值)不变的情况下,通过改变背面氮化硅薄膜底层膜的折射率nbottom来制备氮化硅薄膜。实验共改变了5次底层膜的折射率,改变范围根据设备流量计取整得出。具体底层膜的折射率条件如表1所示。
将单晶硅片背面分别镀制nbottom不同的氮化硅薄膜后,经过相同的开槽激光、丝网印刷、烧结工艺得到双面单晶硅太阳电池,并测试制备的双面单晶硅太阳电池的EL情况。双面单晶硅太阳电池的EL测试结果显示,当nbottom≤2.11时开始出现背电极位置EL发黑的情况,具体如图1所示。

表1 底层膜的折射率条件Table 1 Refractivity conditions of bottom layer film

图1 当nbottom≤2.11时,双面单晶硅太阳电池背电极位置的EL发黑情况示意图Fig. 1 When nbottom≤2.11,EL blackening at back electrode position of bifacial mono-crystalline silicon solar cells are observed
从图1可以看出,当背面氮化硅薄膜的nbottom≤2.11时,EL图像显示双面单晶硅太阳电池背电极位置出现连续或断续发黑的情况。分析认为,随着nbottom降低,其与中层膜的折射率nmiddle的差距变大,开槽激光入射光容易在底层膜和中层膜的临界位置发生全反射,使激光的实际能量变小,则开槽激光未能完全将氮化硅薄膜打破,从而导致铝浆未能与硅片进行充分接触,无法形成良好的欧姆接触,最终导致双面单晶硅太阳电池背电极位置的EL图像发黑[3]。
背面氮化硅薄膜nbottom≤2.11时制备的双面单晶硅太阳电池背电极位置EL发黑时的成分图如图2所示,EL图像显示的发黑位置的成分含量对比如表2所示。

图2 双面单晶硅太阳电池背电极位置EL发黑时的成分分析Fig. 2 Component analysis of EL blackening position at back electrode of bifacial mono-crystalline silicon solar cells
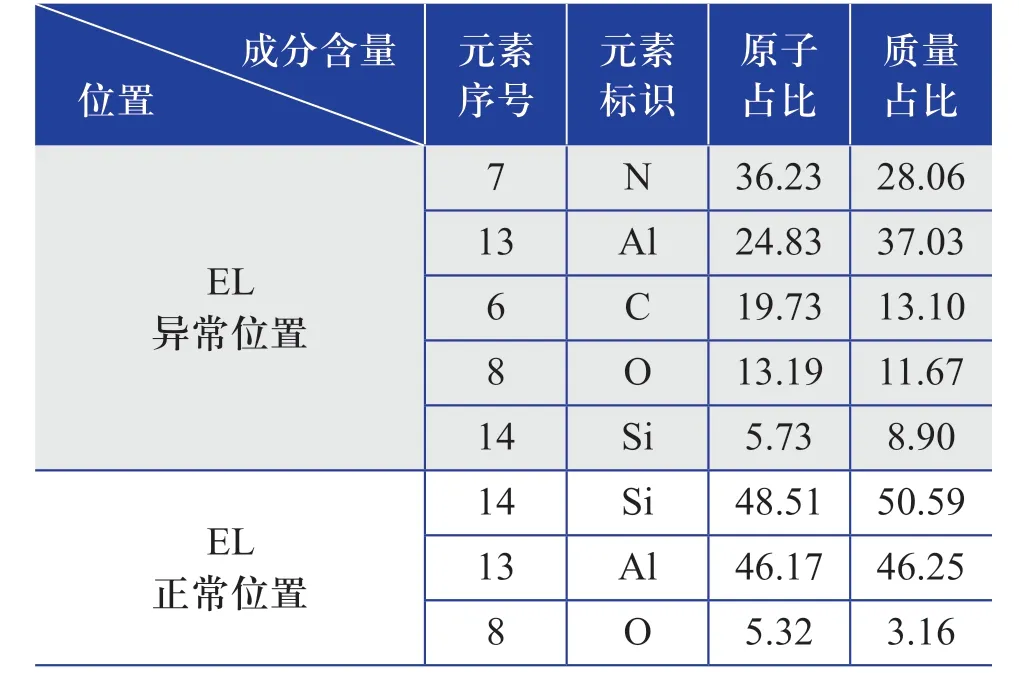
表2 双面单晶硅太阳电池背电极位置EL发黑时的成分含量对比Table 2 Comparison of component contents of EL blackening at back electrode position of bifacial mono-crystalline silicon solar cells
由表2可知,双面单晶硅太阳电池背电极位置EL发黑时的成分中,N元素原子含量较多,Al元素原子含量较少(正常情况下Al元素原子含量应在40以上),而EL图像正常位置的Al元素原子含量较多,与前面的分析推断一致。
3.2 背面氮化硅薄膜的折射率与双面单晶硅太阳电池EL大面积发黑的关系
在保证叠膜的膜厚控制在90 nm(公司内部标准值)不变的情况下,通过改变叠膜中底层膜、中层膜的折射率来制备不同的背面氮化硅薄膜。实验共改变了5次折射率条件,改变范围根据设备流量计取整得出。具体底层膜、中层膜的折射率条件如表3所示。

表3 底层膜和中层膜的折射率条件Table 3 Refractivity conditions of bottom layer film and middle layer film
分别镀制nbottom、nmiddle不同的氮化硅薄膜后,所有硅片均经过相同的开槽激光、丝网印刷、烧结工艺制备得到双面单晶硅太阳电池,并测试这些双面单晶硅太阳电池的EL情况。双面单晶硅太阳电池EL测试结果显示,当nbottom≥2.22且nmiddle≥2.19时,双面单晶硅太阳电池开始出现EL大面积发黑的情况,如图3所示。

图3 当nbottom≥2.22且nmiddle≥2.19时,双面单晶硅 太阳电池EL大面积发黑的情况Fig. 3 When nbottom≥2.22 and nmiddle≥2.19,large area blackening of EL of bifacial mono-crystalline silicon solar cells are observed
从图3可以看出,当背面氮化硅薄膜的nbottom≥2.22且nmiddle≥2.19时,双面单晶硅太阳电池EL出现了大面积发黑的情况。分析原因,可能是由于双面单晶硅太阳电池背面氮化硅薄膜中的Si/N比较大,使氮化硅薄膜的实际含硅量提升,导致氮化硅薄膜的致密性变好,但致密性过高会影响开槽激光的刻槽效果,从而使电池背面铝浆与硅基底的接触性变差,出现了双面单晶硅太阳电池EL大面积发黑的情况。当双面单晶硅太阳电池背面氮化硅薄膜的Si/N比偏大时,即折射率偏大,会导致成品太阳电池背面出现开槽激光线外观不可见的异常现象,从而使对应位置的EL图像出现大面积发黑的情况,也导致了双面单晶硅太阳电池EL大面积发黑的情况。
3.3 背面氮化硅膜的折射率与双面单晶硅太阳电池边缘EL发黑的关系
特殊气体流量计根据输出流量时对应的单晶硅片位置不同,可分为边缘流量计和中间流量计,具体的示意图如图4所示。边缘流量计为PECVD反应仓最后1根(第6根)石英管对应的3个独立的硅烷流量计、3个独立的氨气流量计,这些边缘流量计和中间流量计对应的硅片位置差异导致位置1~位置5硅片边缘对应的流量计位置的镀膜效果与中间位置硅片的镀膜效果存在差异。

图4 边缘流量计和中间流量计对应的单晶硅片的 位置示意图Fig. 4 Schematic diagram of mono-crystalline silicon wafers position corresponding to edge flowmeter and intermediate flowmeter
在保证中间位置2~ 位置4上硅片的工艺参数不变,2.11

表4 上层膜边缘的折射率条件Table 4 Refractivity conditions of upper layer film edge
通过改变单晶硅片边缘流量计的流量分别镀制nupper不同的氮化硅薄膜后,采用相同的开槽激光、丝网印刷、烧结工艺得到双面单晶硅太阳电池,并测试制备的双面单晶硅太阳电池的EL情况。单晶硅双面太阳电池的EL测试结果显示,当nupper≥2.21时制备的双面单晶硅太阳电池开始出现边缘位置EL发黑的情况,如图5所示。

图5 当nupper≥2.21时制备的双面单晶硅太阳电池的边缘位置EL发黑情况Fig. 5 When nupper≥2.21,EL blackening of edge position of bifacial mono-crystalline silicon solar cells are observed
从图5可以看出,在2.11
4 结论
本文研究了采用PECVD工艺制备的背面氮化硅薄膜对双面单晶硅太阳电池EL发黑的影响,得出以下结论:
1)背面氮化硅薄膜的底层膜的折射率过低时,会导致双面单晶硅太阳电池背电极位置出现EL发黑的情况;在实验中,底层膜的折射率为2.11时,就出现了双面单晶硅太阳电池背电极位置EL发黑的现象。
2)背面氮化硅薄膜的底层膜、中层膜的折射率过高时,会导致双面单晶硅太阳电池出现EL大面积发黑的情况;在实验中,当底层膜的折射率为2.22、中层膜的折射率为2.19时,就出现了双面单晶硅太阳电池EL大面积发黑的现象。
3)背面氮化硅薄膜的上层膜边缘的折射率过高时,会导致双面单晶硅太阳电池出现边缘位置EL发黑的情况;在实验中,当上层膜边缘的折射率为2.21时,就出现了双面单晶硅太阳电池边缘位置EL发黑的现象。
需要说明的是,不同的设备型号及氮化硅薄膜的膜厚、折射率控制标准的差异可能会得到不同的氮化硅薄膜底层膜折射率的范围。因此,实验所得折射率范围并不是最重要的,最重要的是从实验中得到的变化趋势和规律。针对双面单晶硅太阳电池背面氮化硅薄膜PECVD工序制定合理的底层膜、中层膜,以及上层膜边缘的折射率范围,可以有效避免双面单晶硅太阳电池不良品的产生。