不同吞咽等级下钡餐配比及其润滑性能研究*
2021-02-27钱善华陈汝斯王志勇俞经虎
吴 越 钱善华,2 陈汝斯 王志勇 赵 健 俞经虎
(1.江南大学机械工程学院 江苏无锡 214122;2.江苏省食品先进制造装备技术重点实验室 江苏无锡 214122;3.福建医科大学附属第一医院 福建福州 350005;4.江南大学附属医院 江苏无锡 214122)
随着老龄化程度的加快及各种疾病的多发,特别是口腔、咽部、食管等部位的功能性病变所致的吞咽障碍发病率逐步升高,其病症的诊断及辅助治疗已成为当前社会医疗的热点问题之一。针对吞咽障碍病症,大部分医疗机构均通过口腔咽部和食管造影检查开展其诊断治疗,该方法能够直观地发现吞咽障碍患者各部位的结构性病变及功能性异常等病因[1]。造影检查所用的造影剂主要为钡剂与碘剂,钡剂价格便宜,无特殊气味,但过量摄入会导致病人无法排出体外,对人体造成伤害;碘剂价格较贵,有气味,难以下咽,但对人体无害。鉴于各类患者的吞咽能力,配比不同黏稠度及浓度的造影剂是极为重要的。但在实际检查中,医生往往依靠主观判断造影剂的黏稠度,缺乏客观的指导标准,导致病患在做检查时可能出现误吸和呛咳等危险[2]。因此,明确不同病患的吞咽障碍等级,深入研究钡餐造影剂浓度及增稠配比对吞咽的影响尤为重要,这也将为吞咽障碍造影诊疗手段提供技术参考。
目前,国内外学者针对造影剂添加剂及增稠剂的研发、吞咽压力及速度的检测、吞咽仿真及仿生材料等问题开展一系列卓有成效的研究。如韩金花和王琦[3]研发了一种果味钡餐,改善钡餐口味的同时不影响钡餐造影效果,可更容易被患者所接受。雀巢公司还专门为吞咽障碍患者开发了增稠剂,其原料为改性玉米淀粉[4]。与此同时,很多学者采用各种压力传感器及速度传感器来对比正常人与吞咽障碍患者在吞咽时的速度及压力变化[5-6]。此外,各种理论模型被用于研究舌/上颚间隙与黏度、密度、摩擦力间的变化关系[7],其中两圆平面挤压是较为经典的舌/上颚简化模型[8]。在仿生材料方面,聚二甲基硅氧烷(PDMS)常常被用来制作仿生舌及上颚等材料[9-11]。然而,这些研究并不能完全反映造影剂在不同吞咽等级下吞咽的润滑过程,尤其是造影剂含量及增稠剂配比对吞咽润滑性能的影响。
口腔环境下,吞咽时舌与上颚其本质为一对软体摩擦副,且摩擦因数越低,越利于吞咽[12-13]。因此,本文作者对吞咽障碍患者进行了分级(吞咽压力与速度),并以常用的钡餐为原料,根据国际吞咽障碍食物标准行动委员会(IDDSI)的食物标准,配制不同浓度钡餐溶液及不同增稠剂浓度的钡餐溶液,采用PDMS软材料制备用于模拟吞咽的摩擦副,在MT-5000磨损试验机上开展不同吞咽等级下钡餐溶液及增稠剂的润滑性能研究,为吞咽障碍患者的造影检查提供了技术参考。
1 试验部分
1.1 仿生材料制备
口腔环境下,在食物吞咽时主要为舌与上颚之间的相互运动挤压使食物进入咽部及食道。目前研究发现,舌/上颚模型可简化为微间隙下两块平板之间的挤压[14],因此,采用聚二甲基硅氧烷(PDMS)来制备舌与上颚材料,采用2个平面滑动模拟食物在口腔环境下吞咽过程。
选取聚二甲基硅氧烷(简称PDMS,Sylgard 184 Dow Coring,USA)为基础材料,按基础液与固化剂的质量配比19∶1即PDMS的基础液和固化剂均匀混合后,倒入圆形培养皿,并在超声波下均匀搅拌30 min;将培养皿置于70 ℃的高温干燥箱内静置12 h,取出后冷却至室温。
1.2 黏稠度测试方法
文中试验采用硫酸钡造影剂Ⅱ型口服钡餐(青岛红蝶新材料有限公司生产)。针对不同人群的吞咽能力,需要配制不同黏稠度钡餐且需满足一定的硫酸钡含量,钡餐溶液过稀会使患者发生误吸及呛咳,过稠会使患者花费更多的力气去完成吞咽,从而影响检查效果[15]。为快速判断钡餐黏稠度,国际吞咽障碍食物标准行动委员会(IDDSI)提出了吞咽障碍食物谱框架[2],其标准可在临床上快速检测钡餐的黏稠度,即根据测试液体流经10 mL注射器10 s后剩余量区分等级,如表1所示。
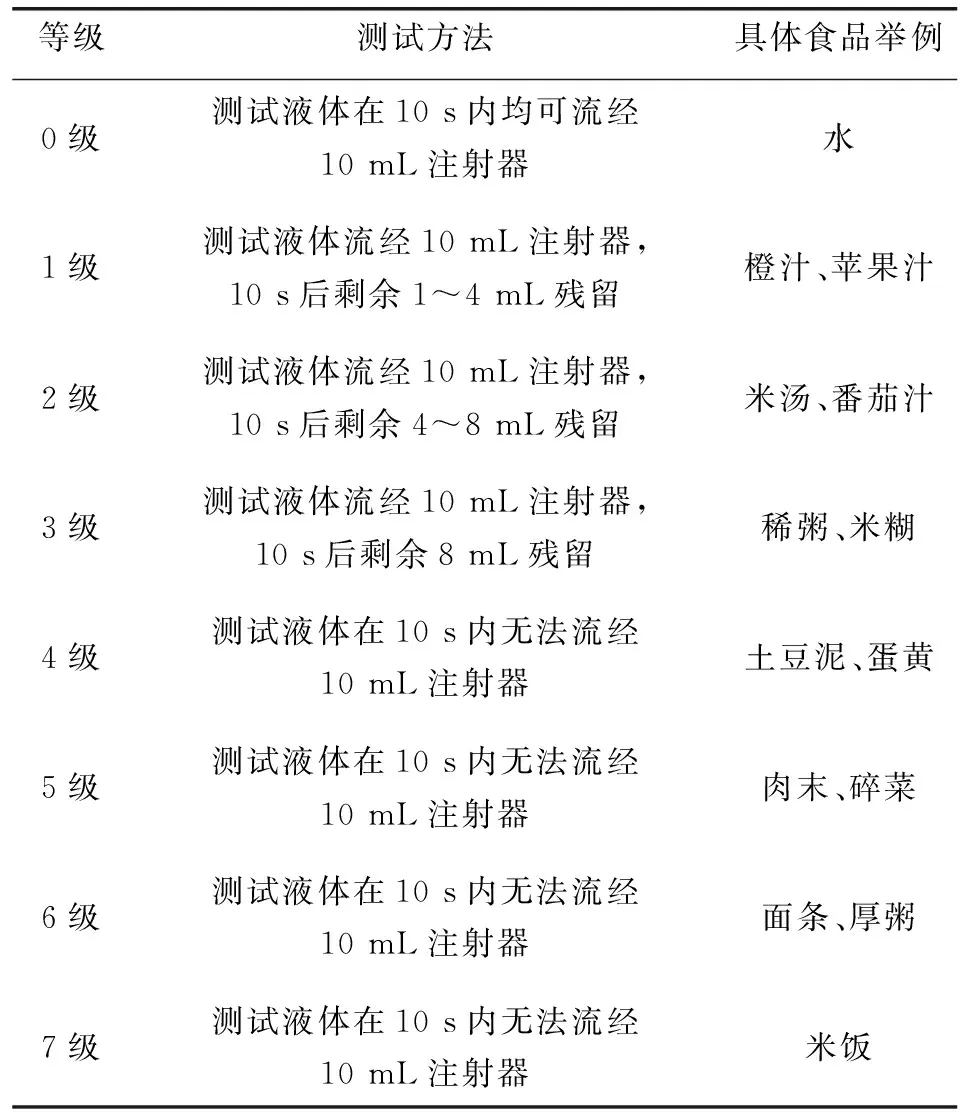
表1 食品等级测试方法[2]
在口腔食道造影检查中,常用钡餐浓度为600~2 500 g/L,其浓度的确定与病人的吞咽障碍等级密切相关,医护人员通常根据病人的患病情况选择大致的钡餐浓度以满足检查要求。因此,将该范围划分为600、1 050、1 500、1 950、2 400 g/L五个浓度等级,并在不影响检查的情况下,以最低的600 g/L浓度为基础,在40 mL的钡餐溶液中添加0.1、0.2、0.3、......、0.8 、0.9、1 g的食品增稠剂(日本和光堂),即增稠剂浓度为2.5、5、7.5、......、20、22.5、25 g/L,并利用IDDSI标准对钡餐溶液开展性能检测。
1.3 润滑性能测试方法
不同人群以及不同病症所导致的吞咽障碍程度是不同的,故对于不同的吞咽障碍等级的病患给予适当黏稠度的钡餐。藤岛一郎将吞咽功能等级从重度吞咽困难到正常吞咽分为了10级,分值为1~10分,分数越高表明吞咽困难程度越低,其中在评分为6~10分的患者中,可进行摄食;在1~5分的患者,均需要静脉营养。因此,6~10分的患者方可进行钡餐造影检查[2]。在口腔环境下,正常人吞咽的压力为(23±6.82) kPa[16],速度为(25.98±12.64) mm/s[17],而吞咽障碍患者的平均吞咽压力(18.23±8.93) kPa,速度为(18.07±15.39) mm/s。基于现有的压力与速度,结合藤岛一郎摄食-吞咽功能等级的评定标准,大致将可以进行钡餐造影检查的患者划分五大类,如表2所示,等级越高,吞咽能力越强。
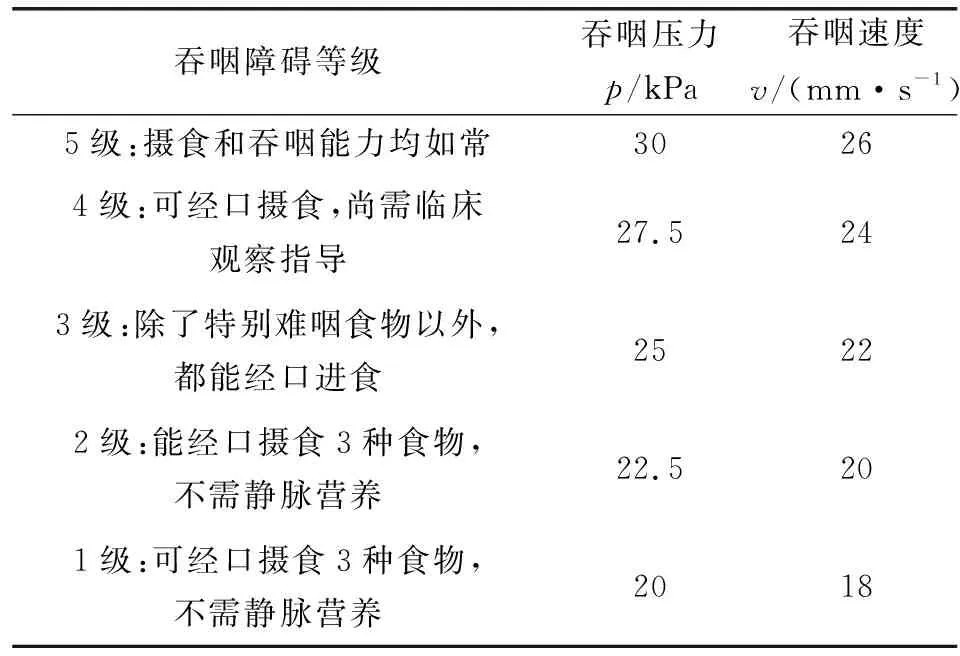
表2 吞咽障碍等级评定标准
基于吞咽障碍等级,对其进行不同浓度及不同增稠剂配比钡餐的润滑性能测试,其示意图如图1所示。上试样和下试样分别模拟人体的上颚和舌,均采用质量分数为95%的PDMS软材料以实现软体摩擦副。上试样利用胶水固定于金属夹具上并用小刀切至1 cm2以满足压力要求(即加载1 N的力以相对于10 kPa的压力),且试样与夹具的中心在同一直线上,下试样固定于底座上,钡餐溶液则均匀地涂在下试样表面。试验选用载荷为2、2.25、2.5、2.75、3 N并分别以18、20、22、24、26 mm/s的速度满足吞咽等级的压力与速度要求。在滑行过程中,上试样固定不动,下试样底座采用高频往复模块进行往复滑动,往复行程为5 mm,试验时间为30 s。当上下试样在外载荷作用下进行接触和滑动时,试验机传感器能够测定X方向力Fx及X、Z方向位移,同时可监测Z方向力Fz的变化,摩擦因数即为Fx/Fz,外载荷和滑动速率均由预先编好的程序控制。此外,每组试验重复进行3次,且每组试验结束后均更换新的试验材料开展下一组测试。

图1 基于PDMS软摩擦副的润滑性能测试示意
2 结果与讨论
2.1 钡餐溶液黏稠度的影响因素
基于IDDSI对流体食品的检测标准,不同浓度的钡餐溶液呈现出不同的黏稠度变化,如图2所示。如图2(a)所示,发现不添加增稠剂钡餐溶液的黏稠度随其浓度的增加而变大,对应IDDSI食品标准,600、1 050 g/L钡餐溶液为0级食品,1 500、1 950、2 400 g/L钡餐溶液分别对应于1、2与3级食品,未出现4级食品,且钡餐溶液浓度低于1 500 g/L时,黏稠度变化较小;在其浓度高于1 500 g/L时,黏稠度变化上升趋势变快。而如图2(b)所示,添加增稠剂的600 g/L钡餐溶液的黏稠度随增稠剂浓度的增加而增大,且在增稠剂浓度大于15 g/L时,发现其上升趋势逐渐变缓;同时,增稠剂浓度为2.5 g/L时为0级食品,5 g/L与7.5 g/L浓度时为1级食品,10 g/L与12.5 g/L浓度时为2级食品,15~20 g/L浓度为3级,超过22.5 g/L浓度后,已达到4级食品的标准。
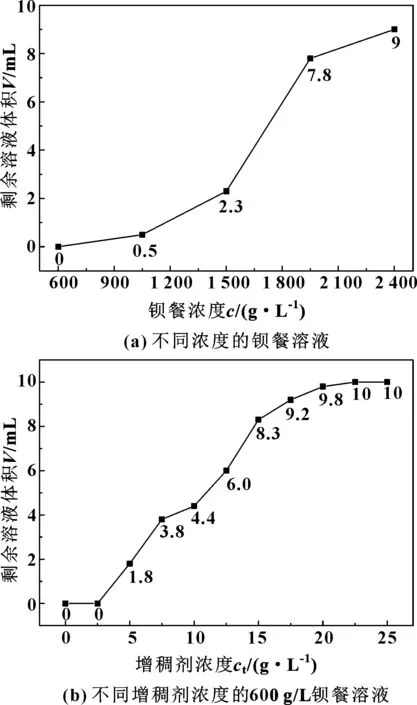
图2 不同浓度钡餐溶液及不同增稠剂浓度的600 g/L钡餐溶液的黏稠度变化
因此,未添加增稠剂的钡餐溶液黏稠度变化与添加增稠剂的600 g/L钡餐溶液近似相同。因此,在造影检查时,600~2 500 g/L浓度标准下,为使患者少量摄入钡餐含量,且不影响溶液黏稠剂情况下,可在最低标准的600 g/L钡餐溶液中添加增稠剂,以使其溶液黏稠度达到要求。故根据各自的黏稠度变化,选择增稠剂浓度为0(0级)、5 g/L(1级)、12.5 g/L(2级)、17.5 g/L(3级)及22.5 g/L(4级)的600 g/L钡餐溶液与开展吞咽润滑性能测试。
2.2 钡餐浓度对其润滑性能的影响
基于表2的吞咽能力等级,在不同的载荷与速度工况下开展不同浓度下未添加增稠剂的钡餐溶液润滑性能测试。图3所示为在吞咽等级为3级(载荷2.5 N、速度22 mm/s)下摩擦因数随钡餐浓度的变化关系。发现各浓度的钡餐溶液在同一载荷和速度工况下,摩擦因数与时间呈类周期性波动变化。浓度2 400 g/L钡餐溶液的摩擦因数明显高于其他4组溶液,且摩擦因数的波动区域为0.6~1.8,其余4组的摩擦因数区域为0.4~1.5;而浓度1 500 g/L钡餐溶液对应的摩擦因数的波动幅值略小于另4组溶液。因摩擦副的表面及基体表面的平整性较低,致使摩擦因数呈波动性变化。结合滑动过程中正压力的变化趋势,从总滑动时间30 s中选取中间20个往复行程,并将指定工况下选取某区域载荷的测试数据,如表3所示,并求其平均摩擦因数,以此对比不同浓度钡餐下摩擦因数的变化趋势。此外,后续的结果均按该方法进行处理。
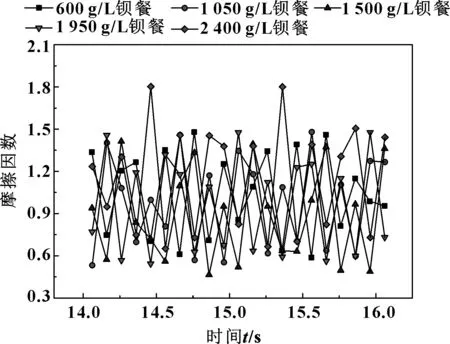
图3 2.5 N、22 mm/s工况下摩擦因数随钡餐浓度的变化曲线

表3 载荷的选取区域
基于数据选取标准及“摩擦因数越小,越利于吞咽”的原则,对筛选后数据进行分析。图4所示为不同吞咽等级下平均摩擦因数随钡餐浓度的变化曲线。发现平均摩擦因数随钡餐浓度的增加呈现波折的变化趋势。吞咽等级为1级(2 N、18 mm/s)时,1 050 g/L与2 400 g/L浓度时对应平均摩擦因数较小,分别为0.65、0.61,1 500 g/L浓度时其值达到最大值0.77;吞咽等级为2级(2.25 N、20 mm/s)与4级(2.75 N、24 mm/s)时,平均摩擦因数随钡餐浓度的变化大致呈现先下降后上升的趋势,2级在1 500、1 950 g/L浓度存在最小值0.74,而在600 g/L浓度达到最大值0.87,4级在1 050 g/L浓度时摩擦因数达到最小值0.59,而在2 400 g/L浓度达到最大值0.77;吞咽等级为3级(2.5 N、22 mm/s)时,在2 400 g/L浓度存在较小的平均摩擦因数0.63,在600 g/L浓度时达到最大值0.90,且在1 500、1 950 g/L浓度分别达到0.74、0.71;而吞咽能力5级(3 N、26 mm/s)时即为正常人,在1 050 g/L浓度时发现其摩擦因数最小值0.73,最大值为1 050 g/L浓度时的0.84。

图4 不同吞咽等级下平均摩擦因数随钡餐浓度的变化曲线
基于各等级的吞咽能力及避免摄入过多的硫酸钡,且利于患者的吞咽,按食品分级标准,1级吞咽能力选取1 050 g/L浓度(摩擦因数f=0.65),2级选取1 050 g/L浓度(f=0.74),3级选取1 950 g/L浓度(f=0.71),4级选取600~1 500 g/L浓度(f=0.59~0.72),5级选取600~1 950 g/L(f=0.73~0.84)为检查浓度较为合适。
2.3 增稠剂浓度对其润滑性能的影响
基于吞咽能力等级,在不同的载荷和速度工况下对不同增稠剂浓度的600 g/L钡餐溶液开展润滑性能测试。图5所示为不同吞咽等级下摩擦因数随增稠剂浓度的变化曲线。发现在不同吞咽等级下,平均摩擦因数随增稠剂浓度增加均呈先下降后上升的趋势,且发现与添加增稠剂的钡餐溶液相比,不添加增稠剂的钡餐溶液的平均摩擦因数最大。吞咽等级为1级(2 N、18 mm/s)时,增稠剂浓度12.5、17.5 g/L对应的平均摩擦因数较小,分别为0.56、0.55;吞咽等级为2级(2.25 N、20 mm/s)时,浓度12.5 g/L对应的平均摩擦因数最小,为0.39;吞咽等级为3级(2.5 N、22 mm/s)时,浓度17.5 g/L对应的平均摩擦因数最小,为0.47;吞咽等级为4级(2.75 N、24 mm/s)时,浓度5 g/L对应的平均摩擦因数最小,为0.55;吞咽等级为5级(3 N、26 mm/s)时,浓度12.5 g/L对应的平均摩擦因数最小,为0.50。
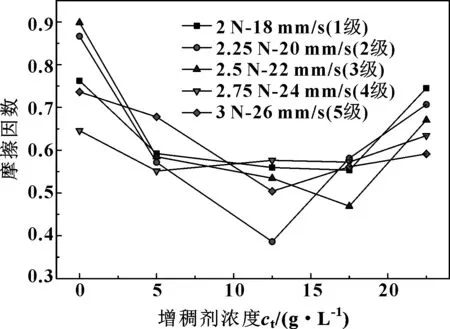
图5 不同吞咽等级下平均摩擦因数随增稠剂浓度的变化曲线
基于各等级的吞咽能力及不同增稠剂浓度的600 g/L钡餐溶液的食品分级,1级吞咽能力选取12.5 g/L(f=0.56),2级选取5~12.5 g/L(f=0.39~0.58),3级选取5~17.5 g/L(f=0.47~0.58),4级选取5~22.5 g/L(f=0.55~0.63),5级选取0~22.5 g/L(f=0.50~0.73)为检查浓度较为合适。
2.4 讨论
基于不同浓度钡餐及不同增稠剂浓度的平均摩擦因数随吞咽等级变化的测试结果,发现在不同浓度钡餐溶液中,不同吞咽等级下,平均摩擦因数呈现波折的变化,无特征性的变化趋势。而对于不同增稠剂浓度的600 g/L钡餐溶液中,不同吞咽等级下,平均摩擦因数随增稠剂浓度的增大均呈现先减小后增大的趋势,且在相同吞咽等级下,未添加增稠剂钡餐溶液均比含有增稠剂钡餐溶液的平均摩擦因数大。结合图4、5可发现,未添加增稠剂钡餐溶液的平均摩擦因数大致范围在0.6~0.9,而添加增稠剂钡餐溶液的平均摩擦因数则处于0.4~0.75。此外,在不同吞咽等级及食品分级标准下,添加增稠剂钡餐溶液的平均摩擦因数低于未添加增稠剂钡餐溶液15%~35%。如3级吞咽等级下,所选取的相同食品等级溶液时,未添加增稠剂溶液的平均摩擦因数(f=0.71)比添加增稠剂溶液平均摩擦因数(f=0.58)高22.4%,而两者均处于2级食品标准,故两者相比,添加增稠剂的钡餐溶液更利于患者的吞咽,且区分度较好。因此,为防止病患在造影检查时发生呛咳、误吸、哽咽及钡餐摄入量过多等危险,检查者应当减少为提高黏稠度而提高钡餐浓度的操作方法,而是在不影响检查效果的情况下,采用在低浓度钡餐中添加增稠剂并按照不同吞咽等级选取不同的增稠剂浓度来提高钡餐黏稠度以满足检查需求,改善患者的吞咽润滑性能。
此外,各试验工况下,平均摩擦因数在0.4~0.9之间,数值略高。主要原因可能为上试样与下试样均为PDMS软材料,且上试样与下试样的接触面积仅为1 cm2,在往复滑动过程中,由于该材料较软,故上试样会产生很小角度的倾斜以及挤压变形并使得载荷处于一个波动的状态下。此外,载荷的选取范围对平均摩擦因数计算有一定的影响,但在同一范围下选取的平均摩擦因数有较大的可比性。因此,文中的测试结果能比较不同浓度的钡餐溶液及不同增稠剂浓度的钡餐溶液的润滑性能,为不同吞咽等级下的钡餐溶液及增稠剂配比提供了参考。
3 结论
(1)未添加增稠剂与添加增稠剂的钡餐溶液的黏稠度均随其浓度的增加而增大,且添加增稠剂钡餐溶液的食品等级更均匀,表明添加增稠剂有助于区分钡餐溶液的黏稠度。
(2)在不同吞咽等级下,未添加增稠剂钡餐溶液的平均摩擦因数随其浓度的增大呈无明显的变化趋势,但添加增稠剂的600 g/L钡餐溶液的平均摩擦因数随增稠剂浓度的增大呈现先下降后上升的趋势,且添加增稠剂钡餐溶液的平均摩擦因数低于未添加增稠剂钡餐溶液15%~35%。
(3)依据不同吞咽等级的患者,选择不同增稠剂浓度的600 g/L钡餐溶液,可改善患者的吞咽润滑性能,提高患者在检查时吞咽的舒适度。