铁磁性材料焊缝的表面检测探究
2021-01-25张博霍天龙
张博 霍天龙
(桂林航天工业学院 电子信息与自动化学院,广西 桂林 541004)
承压设备、铁路、桥梁等关键领域,常以铁磁性材料为主[1]。本文对某承压设备铁磁性管材试件的对接焊缝处进行渗透检测、磁粉检测,通过两种表面检测方法的灵敏度及缺陷检出准确率做出对比。实验结果表明对铁磁性材料进行表面无损检测时,建议优先选择磁粉检测,为工程上铁磁性材料的表面无损检测提供合理的检测依据。
1 检测对象
承压设备铁磁性管材对接焊缝,规格Φ105 mm×10 mm×150 mm,材料为碳素钢,材料牌号为20#,焊接方法氩弧焊。
2 渗透检测
2.1 渗透检测工艺
2.1.1 检测器材
渗透检测剂选择上海新美达探伤器材有限公司、DPT-5、同族组、喷罐式着色渗透探伤剂,包括着色渗透剂、清洗剂及显像剂,如图1所示。

图1 着色渗透探伤剂
2.2.2 渗透检测过程
检验场地,被检试件表面白光照度不低于500 lx;检测前采用不锈钢镀铬辐射状裂纹试块(B型试块)校验操作方法和工艺系统灵敏度,如图2所示,图中依次标出缺陷序号1、2、3。依据NB/T 47013.5—2015《承压设备无损检测 第5部分 渗透检测》,灵敏度为C级[2],证明渗透检测剂族组灵敏度较高,符合渗透检测要求。

图2 B型试块校验
(1)表面准备和预清洗:采用溶剂去除的方法对被测试件表面进行预清洗,将清洗剂喷洒到洁净不脱毛的绒布上,用该不脱毛绒布对被测试件进行擦拭,去除试件表面的焊接飞溅、焊渣、碎屑、毛刺等,保证被测试件表面干净、平滑、无油污,避免伪缺陷产生[3]。
(2)施加渗透剂:手持装有着色渗透剂的喷罐,当喷罐喷口距被测焊缝距离约300 mm处时按压喷罐进行喷涂,被测试件渗透温度控制在10~50 ℃,渗透时间在5~10 min,注意在喷涂着色渗透剂过程中,应保证被测试件待检测区域应完全被渗透剂覆盖,同时被测试件在渗透时间内应一直处于润湿状态[4]。渗透剂的喷涂,如图3所示。

图3 施加渗透剂
(3)去除多余渗透剂:渗透剂去除时应注意单向擦拭被测试件焊缝表面,避免伪缺陷的产生。被测试件大部分多余渗透剂采用未施加清洗剂的洁净不脱毛的绒布单向擦拭去除,剩余的少部分渗透剂采用喷有清洗剂的洁净不脱毛的绒布单向擦拭去除,反复上述步骤,直至少部分渗透剂去除干净为止。
(4)干燥:采用室温自然干燥法,干燥时间1~2 min。
(5)显像:摇动显像剂喷罐,使显像剂悬浮液混合均匀,喷罐喷口与被测试件倾斜角约为40°,距离约为300 mm,轻压喷罐掌握合适的力度,在被测试件表面形成一层均匀的薄膜。显像时间为5~30 min,显像后的缺陷显示如图4所示。


图4 渗透检测显像后的缺陷显示
2.2 检测结果
通过图4渗透检测显像后的缺陷显示,该被测试件焊缝处存在两处缺陷显示,一处为l1≈5 mm的纵向缺陷,一处为l2≈4 mm的横向缺陷。
3 磁粉检测
3.1 磁粉检测工艺
3.1.1 磁粉检测设备
本文采用CDG—2000型多功能荧光磁粉探伤机,如图5所示。该设备采用可控硅调压,电流连续可调,过流、过压及超温多重保护;具有周向磁化、纵向磁化及复合磁化三种磁化方式。

图5 CDG-2000型多功能荧光磁粉检测机
依据NB/T 47013.4—2015《承压设备无损检测第4部分磁粉检测》,荧光磁粉磁悬液浓度配置为0.5~3.0 g/L,沉淀浓度为0.1~0.4 mL/100mL[2]。
3.1.2 检测方法
本文采用周向磁化与纵向磁化叠加的复合磁化方法对被测工件进行复合磁化,周向磁化采用轴向通电法,纵向磁化采用磁轭法[5]。复合磁化后在试件上产生螺旋形磁场,不同时刻,试件上不同部位的磁场大小和方向不同,可检测被测试件上多个方向的缺陷。
3.1.3 磁化规范
(1)周向磁化
轴向通电法:可用于检测试件外表面与电流平行的纵向缺陷和断面的径向缺陷[6]。
轴向通电法磁化规范,连续法磁化电流交流计算公式:
I=(8-15)D
(1)
外径Φ为105 mm,I=(8-15)D=(840-1 575)A,被测试件周向磁化电流范围为840~1 575A。
(2)纵向磁化
磁轭法:用于发现两磁极连线垂直的缺陷。
本文采用CDG-2000型多功能荧光磁粉检测机对被测试件进行磁粉检测,该设备的纵向磁化电流可调,磁化被测试件时,选择A1-15/100的标准试片校验灵敏度,灵敏度校验如图6所示。

图6 标准试片校验灵敏度
3.1.4 磁粉检测过程
(1)预处理:清除试件表面的油污、灰尘、铁锈、毛刺、焊渣等表面杂质。
(2)按照CDG-2000型多功能荧光磁粉探伤机操作规程安装被测试件,如图7所示。
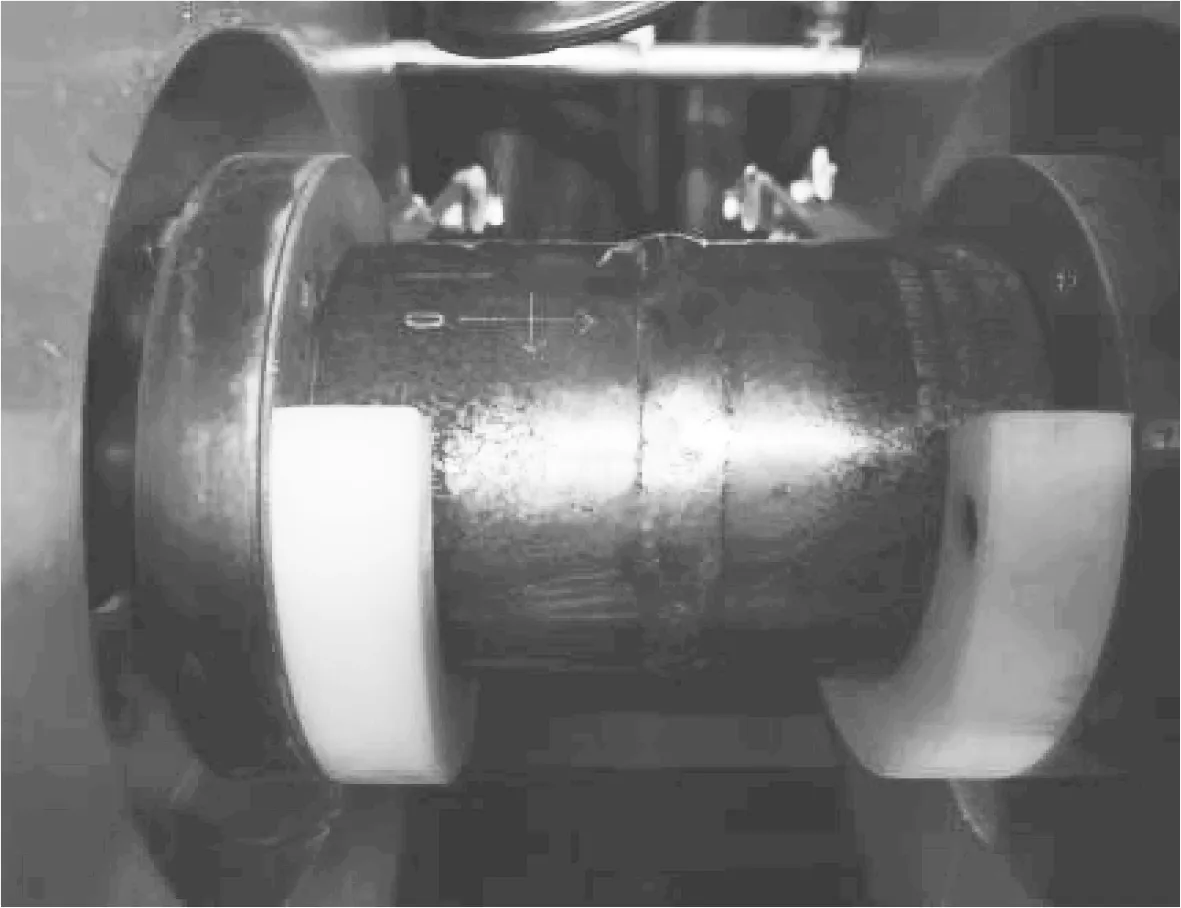
图7 安装被测试件
(3)检验人员进入检测暗区,需黑暗适应3~5 min,并用照度计对检测暗区进行测试,保证可见光照度不大于20 lx。
(4)CDG-2000型多功能荧光磁粉探伤机可实现全自动及半自动磁粉检测,为便于观察,将设备调到手动操作状态,依次按起动按钮、夹紧按钮、喷淋按钮、磁化按钮,观察结束后按动退磁按钮对工件进行退磁处理。该设备使用过程中应注意被测试件只有在按动夹紧按钮被夹紧后方可进行下一步操作;磁化过程和喷洒磁悬液可同时进行;喷淋磁悬液和观察缺陷显示时均可按动旋转按钮,旋转被测试件使磁悬液喷洒均匀,旋转被测试件观察不同位置的缺陷。磁悬液喷洒如图8所示,缺陷显示情况如图9所示。

图8 喷洒磁悬液

图9 磁粉检测缺陷显示
3.2 检测结果

4 对比分析
综上所述,依据某铁磁性管材对接焊缝处的渗透检测、磁粉检测分析对比如表1所示。

表1 铁磁性管材对接焊缝表面检测方法比较
5 结论与建议
(1)通过对被测试件渗透检测及磁粉检测结果进行对比,铁磁性管材对接焊缝试件使用磁粉检测方法具有较高的检测灵敏度及较高的缺陷检出率。
(2)对多个与被测试件材料牌号相同的铁磁性管材对接焊缝试件进行渗透检测和磁粉检测,试验结果均具有上述特征,因此工程上对20#碳素钢及成分相近的铁磁性材料工件,其表面及近表面缺陷检测建议优先采用磁粉检测。