电磁脉冲成形技术在铝合金壁板翻边孔上的应用与研究
2021-01-24钱文杰熊艳艳
王 煜,张 松,龚 雄,钱文杰,熊艳艳
(上海航天设备制造总厂有限公司,上海 200245)
0 引言
铝合金壁板零件上翻边孔的成形方法主要是利用大型双动液压成形设备,通过常规预先制孔加多道次翻边的工艺完成,需要一套具有凸凹模的大型成形工装。采用传统的工艺流程,不仅流程复杂,需用多套工装模具,加工成本昂贵,并且生产条件恶劣,劳动强度大。另一方面,由于常用的高强铝合金板材,室温成形塑性较差,容易在成形过程中产生裂纹。为了避免开裂,生产中经常需要多次成形,中间工序要进行打磨、修边和退火处理(常导致粗晶现象发生),制造工艺相当复杂,致使生产效率低,成本高,工人劳动强度大。
应用电磁脉冲成形技术,针对运载型号常见的难成形法兰孔特征,开发工艺装备、工装模具,解决长期存在的铝合金壁板翻边孔成形难题具有重要意义。与传统加工工艺相比,电磁成形技术具有模具简单,设备通用性高,成形零件表面质量好,成形精度高,回弹小,同时可大幅度提高材料的成形极限等优点,可广泛应用于航空航天、汽车制造、兵器工业等领域。
1 电磁成形技术原理
电磁成形技术是利用磁场力(洛伦兹力)使金属工件成形的一种高速率成形技术,因在成形过程中载荷以脉冲形式作用于工件,因此亦称为磁脉冲成形技术。利用电源给高压电容器充电,将电能储存在电容器中,然后将开关闭合,在线圈中形成短脉冲高幅值的电流,使线圈周围产生一个快速变化的脉冲磁场,该脉冲磁场会在金属工件中产生感应电流,感应电流的方向与线圈中电流的方向相反,在这两个相反的电流磁场的相互作用下,工件与线圈间会产生很大的磁场力的相互作用,一般线圈固定,工件会在这股磁场力的作用下发生变形,在不同的模具下使工件成形为不同的形状,从而达到成形金属零件的目的[1]。
2 电磁成形工艺流程
针对航天器共底贮箱筒段壁板翻边孔成形,材料利用LD10-CZ、LY19-CZ状态,直接进行翻边成形。典型的工艺过程如图1所示。

图1 壁板、瓜瓣翻边孔典型工艺过程
3 电磁成形研究方法
电磁脉冲成形过程机理复杂,依靠传统的工艺研究手段难以进行分析,需建立新型的研究手段。具体的研究手段包括以下几个步骤:
1)局部特征电磁脉冲成形动态变形行为研究。建立试验板材准静态、动态变形本构模型;建立电磁场-力场数值模拟模型;典型曲面壳体零件局部特征电磁脉冲变形行为与应力-应变场特性研究,包括板壳件局部翻孔、筒壳壁侧孔翻边、筒壳端口翻边成形等。
2)典型件局部特征电磁脉冲成形力场特性与设计。针对典型曲面件翻孔成形需求,以局部几何特征的精确成形为目标,对脉冲力场的时空特性进行系统研究,进而实现脉冲磁场力幅值、分布的积极设计,从而决定电磁脉冲成形线圈的几何结构,并进一步估算放电参数。基于数值模拟研究和理论分析结果,针对具体待成形材料和尺寸匹配,研究磁脉冲成形线圈匝数、截面尺寸、绝缘要求、匝间隙对成形效果的影响规律,通过优化,确定线圈结构各参数值。
3)典型件局部特征成形工艺试验与尺寸精度控制。根据目标件的尺寸精度要求,搭建工艺试验平台,进行系统工艺试验研究,分析工艺参数对变形的影响规律。研究内容具体包括电磁脉冲成形工装和线圈结构,针对筒形件翻边孔,通过线圈结构、工艺参数和模具结构综合考虑和匹配,实现目标件尺寸精度控制,总结并提出变形精度控制策略,为具体生产提供工艺指导[2]。
4 电磁脉冲成形仿真分析过程
基于多物理场有限元分析平台ANSYS和电磁成形电磁-力场的耦合本质,对磁脉冲翻边成形进行有限元数值模拟分析。不考虑工件的变形计算磁场力的大小和分布,把求得的磁场力作为载荷施加到翻边工件,研究脉冲磁场力作用下翻边板坯的动态变形过程,讨论主要参数对翻边成形效果的影响。选择基于动力显式求解方法的ANSYS/LS-DYNA模块对磁脉冲翻边成形过程进行分析,该模块具有高度非线性动力学(应力/位移)瞬态分析能力。基于磁脉冲翻边成形电磁-力场松散耦合模型的思路,把磁场模拟分析得到的磁压力作为边界条件代入到ANSYS/LS-DYNA中进行变形分析[3]。如图2所示。
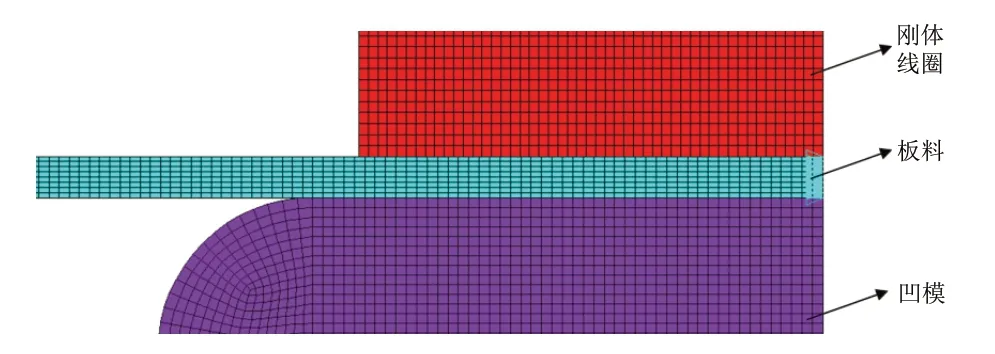
图2 模型网格划分示意图

图3 不同电压下终态等效应变图(t=300µs)
通过仿真分析,针对铝合金板材磁脉冲翻边孔成形过程,建立了磁场-力场有限元分析模型,磁场部分采用隐式算法,而变形部分采用显示算法,考虑了高速率变形过程的惯性效应。
在磁脉冲翻边过程中,磁场力作用于全部变形区,同时其高速率变形的特点一并促进了材料的径向流动,有利于改善减薄,提高直壁高度。随着放电能量提高,有利于材料的径向流动、圆角贴膜,但是,对于直壁边缘贴膜程度,存在最佳参数,在本研究条件下,放电电压介于8.5kV~12kV之间[4]。如图3所示,在放电参数不变的条件下,随预制孔直径增大,待变形区的面积减小,翻边孔成形贴模性提高,内边缘减薄幅度减小。
5 鉴定试验过程和验证结果
以铝合金筒段壁板试验件进行φ120翻孔,成形效果如图4所示。通过试验,材料为LY19-CZ时,模具圆角为15mm,预制孔为φ95.2、成形电压10kV时,翻边孔尺寸满足要求。
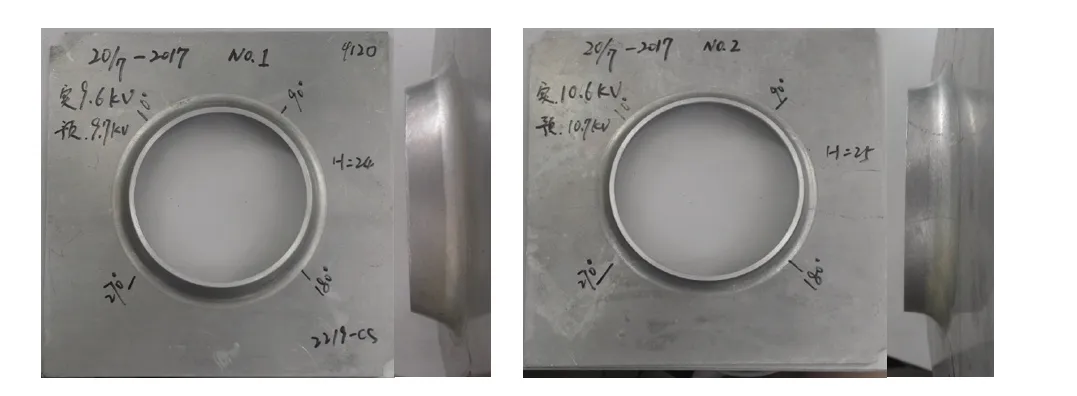
图4 φ120 成形效果图
按照生产该型壁板的材料状态及条件,选做同曲率板材进行翻孔试验,LD10-CZ板材,厚度4.5mm,按照图纸曲率弯曲变形坯料截取试样。按照试件优化后的工艺参数,型面匹配线圈和模具(线圈匝数与平板试验同),产品的加工5所示。
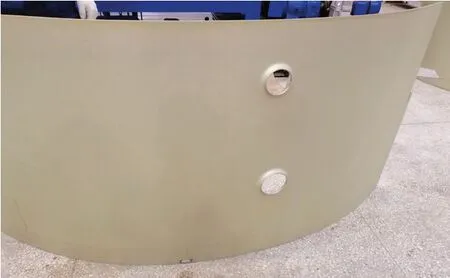
图5 筒段壁板鉴定件
对成形的工艺鉴定件进行外观检测、形位尺寸检测均满足要求,在后续工艺鉴定件时效过程中,将初始试件随炉进行了人工时效,时效后分别进行力学性能测试和翻边孔区域金相组织检测。
为了分析高速率成形对于材料内部组织的影响,对工艺鉴定件进行了金相组织分析,并测评了组织的晶粒度级别。经测验标定,晶粒度级别为6、7级,符合变形组织要求。且经组织评定,变形区域、母材区域组织在热处理后基本一致,未产生因电磁脉冲高速成形导致的组织畸变等缺陷。同时,为了考证电磁脉冲成形对2219铝合金在成形过程中的内部组织变化,对成形后未时效状态的试件进行了切片,如图6所示,评定了翻边区域与母材区域的组织变化情况,未发现明显的晶粒畸变[5]。如图7所示。

图6 微观组织取样区域及高度切片测量示意图

图7 翻边孔金相组织
电磁脉冲成形工艺为新工艺,成形方式为非接触式成形。在成形工艺参数稳定、预开孔处理质量符合工艺要求的前提下,电磁脉冲成形成形质量可控,成形合格率可达100%,工艺稳定性较好。电磁成形属于高电压,设备本身要求接地电阻不大于1Ω,成形过程要求防护周边3米以外即可屏蔽电磁辐射,无安全风险[6]。
6 结语
针对常见的难成形法兰孔特征,通过电磁脉冲成形技术的应用与研究,能够解决长期存在的铝合金壁板翻边孔成形难题。而且具有模具简单、设备通用性高、成形零件表面质量好、成形精度高回弹小,同时可大幅度提高材料的成形极限等优点。可广泛运用于航天运载器筒段壁板翻边孔成形生产,并可推广至航空、汽车、兵器工业等其他领域。
