07MnNiMoDR钢制-50 ℃乙烯球罐用焊条研制及应用
2021-01-19蒋军房务农童天旺
蒋军, 房务农, 童天旺
(1.合肥通用机械研究院有限公司,合肥 230031;2.昆山京群焊材科技有限公司, 江苏 昆山 215312)
0 前言
球形储罐(以下简称球罐)与同容积的其他储存容器相比,具有表面积小、重量轻、制造周期短和占地面积少等优点,是石油化工行业中广泛应用的一种气、液体存储设备[1]。中国对石化能源的需求量增大,每年需建造大批球罐用于生产装置原料罐或储存罐,而乙烯球罐由于具有压力高、温度低、介质易燃易爆的特点,一直被认为是建造难度最大的球罐之一[2]。通常建造乙烯球罐壳体的材料为JFE-HITEN610U2L,15MnNiNbDR,07MnNiMoDR及09MnNiDR四种材质[3-6],随着天津石化首次实现乙烯球罐钢板国产化,日本JFE-HITEN610U2L因价格昂贵,彻底退出了中国市场;15MnNiNbDR属于-50 ℃正火型钢,由于板幅小、强度低,建造的球罐壁厚较厚,性价比较低,现已基本不用于乙烯球罐的建造;而09MnNiDR用于-70 ℃乙烯球罐,但强度更低,壁厚更厚,目前在国内保有量少。国内目前大部分-50 ℃乙烯球罐均选择性价比较高的07MnNiMoDR来建造,最大容积达3 000 m3,设计压力为2.16 MPa,采用分析设计的球罐壁厚仅44 mm,节约了建造成本。该类球罐壳体用钢板虽早已实现国产化,但焊条一直被日本神钢LB-65L所垄断,价格、工期及技术要求均受制于人,实现配套焊条国产化的意义重大。文中结合该类球罐焊条国产化研制过程,详细介绍其各项性能。
1 乙烯球罐用07MnNiMoDR钢板及焊接性介绍
07MnNiMoDR钢属抗拉强度610 MPa级的低合金调质高强钢,是在原来07MnNiMoVDR钢板基础上进行成分设计而得,主要用于制造-50 ℃乙烯球罐等低温压力容器[7]。该钢在Mn,Cr,Mo等强化元素基础上,添加了约0.3%Ni及微量合金元素,S,P等杂质元素含量极低。采用先进的热机械控制技术(Thermo mechanical control process,TMCP)[8],细化了奥氏体晶粒,加工应变控制了相变组织,轧制后加速冷却,抑制晶粒长大,再通过回火,从而获得高强度高韧性的超细的回火贝氏体组织,厚板时需加微量的B元素,提高钢板的淬透性,标准中规定该钢-50 ℃AKV≥100 J,实物水平可达280 J左右。该钢由于加入合金元素较少,焊接冷裂纹敏感性组成Pcm=ωC+ωSi/30+ωMn/20+ωCu/20+ωNi/60+ωMo/15+ωV/10+5ωB[9-12]较低,实物水平通常在19%左右。该钢含有Cr,Mo,V沉淀强化相元素,因此有一定的再热裂纹倾向,再热裂纹“C”曲线“鼻尖”约在615 ℃,因此该钢的焊后热处理温度通常规定为580±20 ℃,另外该钢调质状态交货,焊接时热影响区存在一定程度的软化问题[13-17]。
2 07MnNiMoDR低温球罐用焊条特点及难点
球罐用焊条首先要满足全位置下脱渣性好、飞溅小、发尘量少及成形美观等要求;其次立焊位置焊条需摆动焊接,焊接热输入较大,即便合理控制在35 kJ/cm以下,仍远大于平焊位置;再者球罐焊后热处理较特殊,如3 000 m3球罐的测温点全部达到保温时间,上极保温时间比下极约多出2 h,如考虑开罐检查后返修的热处理时间,所以焊条的熔敷金属热处理保温时间需按6 h来考虑[18-19]。
07MnNiMoDR球罐用E6215-N5M1焊条的技术要求见表1和表2,且焊接接头需满足在立焊位置、热处理状态下焊缝金属-50 ℃AKV≥54 J,为此,制订了攻关目标:①药皮选择合理的渣系,焊条熔敷金属的扩散氢含量≤5.0 mL/100 g;②全位置下焊接工艺性能良好,脱渣良好,成形美观;③熔敷金属杂质元素含量少,以针状铁素体为主;④熔敷金属经580 ℃×6 h长时间热处理后力学性能仍满足表2要求;⑤在40 kJ/cm大焊接热输入下焊缝金属冲击韧性仍可满足-50 ℃AKV≥54 J,比设计技术条件35 kJ/cm更严;⑥焊缝金属需具有较低的再热裂纹敏感性;⑦焊缝金属的无塑性转变温度低于-50 ℃,断裂韧性好。

表1 熔敷金属化学成分技术要求 (质量分数,%)

表2 熔敷金属力学性能技术要求
3 07MnNiMoDR低温球罐用焊条研制及试验
3.1 渣系选择
GER-N27M焊条采用 CaCO3-TiO2-CaF2高碱度渣系。适度提高TiO2含量,可降低熔渣表面张力、细化熔滴、减少飞溅、改善脱渣性、熔渣覆盖性,并能降低发尘量;但从提高焊缝金属韧性和降低扩散氢含量的角度出发,氟化物的含量不能太少,碳酸盐也必须占有一定的比例[20-24]。其扩散氢含量实测值通常低于2.5 mL/100 g,焊接冷裂纹敏感性较低。
3.2 焊条在全位置下焊接工艺性
由于选择了合理的渣系,对原材料的目数严格控制,并辅以适量稳弧剂,其中K,Na离子可提供电子,提高电弧的稳定性,减少焊接飞溅。试验参照GB/T 25776—2010《焊接材料焊接工艺性能评定方法》,在平焊位置测定其电弧稳定性见表3,在立焊位置评价焊条脱渣性见表4。

表3 综合性焊接工艺性试验评价

表4 立焊位置脱渣率
3.3 合金体系选择
由于焊条需要熔敷金属高强度、高韧性,最终确定以Mn-Ni-Mo为合金体系。研究表明,Mn含量保持在1.2%左右,Ni含量适度增加利于熔敷金属中针状铁素体(AF)的形成[25]。试验表明Ni含量在2.00%~2.75%之间,熔敷金属随Ni含量增加先共析铁素体减少,针状铁素体增多,并使针状铁素体的长宽比发生改变,使板条变得更加多角化,提高了低温韧性。熔敷金属金相组织如图1所示,低温韧性见表5,由图1可见,针状铁素体细小,从而得到的表5数据较理想,并高于攻关指标表2。

表5 熔敷金属力学性能
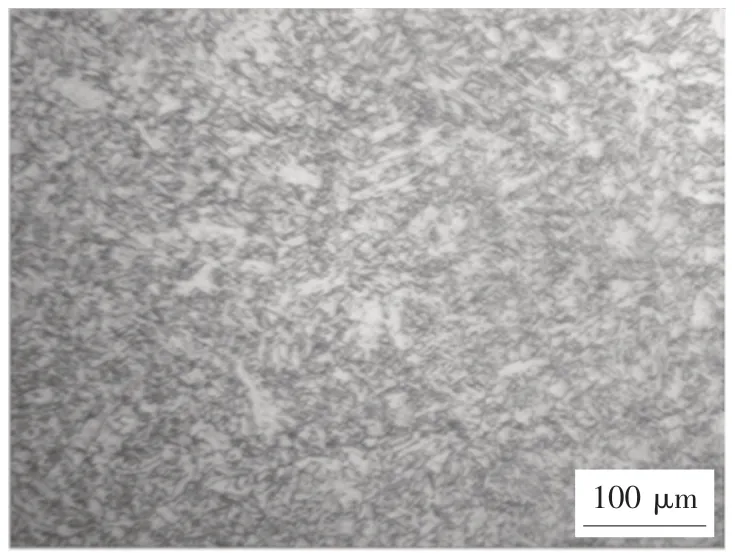
图1 熔敷金属组织
3.4 微合金化先进技术
该焊条强度级别较高,熔敷金属中锰含量较高,而高Mn助长马氏体-奥氏体组元(M-A)形成,必须采用微合金化技术。例如含钛的氧化性夹杂物(TiO)可促进在奥氏体晶粒内形核,有利于晶内针状铁素体的生成。研究表明加入适量稀土,可以使熔敷金属组织得到细化,细小均匀的针状铁素体含量增加[26],可以降低焊缝金属对焊接热输入敏感性,这对球罐现场立焊至关重要。
试验采用48 mm厚的07MnNiMoDR钢,ϕ4.0 mm的GER-N27M焊条,预热温度为75 ℃,进行焊接热输入系列试验,焊后进行 (580 ±15 ℃)×6 h热处理,按NB/T47014—2011的规定在1/4T处制取焊缝金属的冲击试样,分别进行-50 ,-60 ℃低温冲击试验,焊接热输入对焊缝金属影响如图2所示。由图2可见,焊接热输入达40 kJ/cm,焊缝金属-50 ℃AKV仍在70 J以上,高于技术条件要求,表明该焊条有较宽的焊接工艺规范范围,完全适应球罐全位置焊接。

图2 焊接热输入对焊缝冲击能量的影响
3.5 焊缝金属再热裂纹敏感性
焊缝金属再热裂纹试验参照GB/T 9446—1995《焊接用插销冷裂纹试验方法》的有关规定进行。在焊接试板上制取如图3所示的试样,半V形缺口开在焊缝金属上,单边V形坡口根部应力集中系数(缺口轴向峰值应力/缺口轴向平均应力)高达3.99[27],试验条件苛刻。试验采用“断裂”准则,即试样经一定时间不断裂所承受的最大应力为焊缝金属抗裂能力。

图3 插销再热裂纹试验试样要求
试验得到再热裂纹敏感“C”曲线如图4所示,由图4可看出该焊缝再热裂纹敏感温度即“鼻尖”处温度约625 ℃,高于母材的再热裂纹温度,再热裂纹敏感性较低。
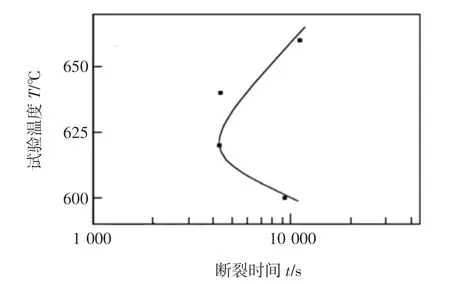
图4 焊缝金属插销再热裂纹试验结果
3.6 焊缝金属在不同焊后热处理下的冲击韧性
对48mm厚的GER-N27M焊条焊制的立焊位置试板,进行不同的焊后热处理,参照NB/T 47014制取焊缝金属冲击试样,结果见表6,由表6可见,焊缝经长时间热处理仍可满足技术条件要求。
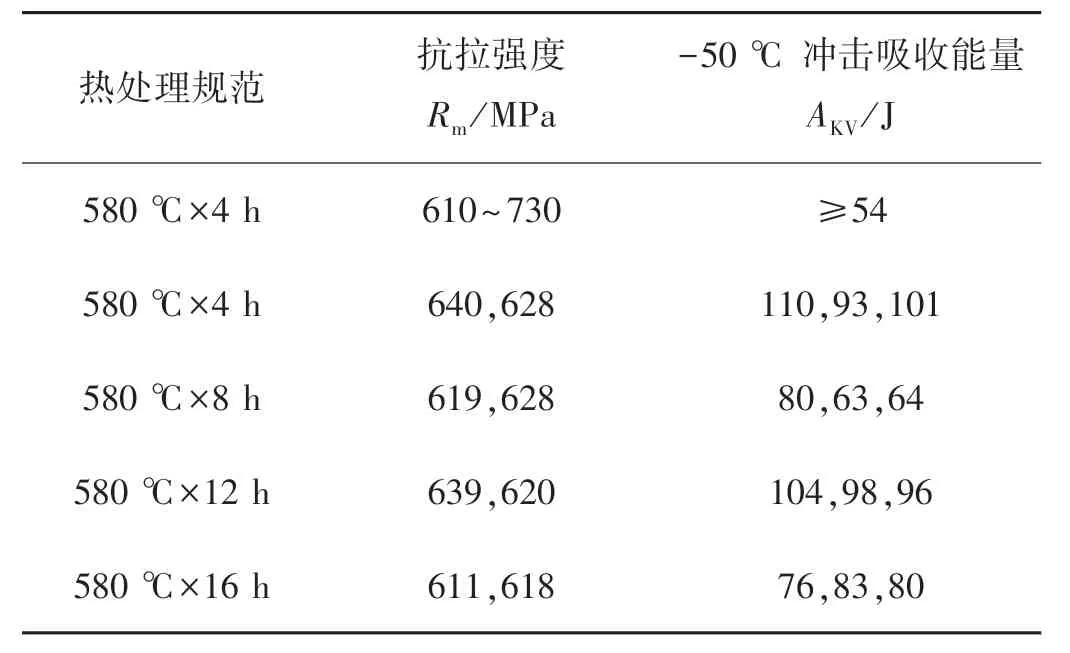
表6 热处理规范对立焊位置焊接接头性能影响
3.7 焊缝金属韧脆性转变温度测定
采用GER-N27M焊条焊制48 mm厚的07MnNiMoDR立焊位置试板,经(580±15) ℃×6 h焊后处理,参照NB/T 47014—2011《承压设备焊接工艺评定》在1/4板厚处取冲击试样, V形缺口垂直于试板表面,焊缝金属系列冲击试验结果分别如图5和图6所示。由图5、图6得出立焊位置焊缝金属的韧脆性转变温度VTE,VTs分别为-53.2 ℃,-51.7 ℃,表明该焊缝金属低温韧性优良,正常情况下不会发生脆性断裂。

图5 焊缝金属冲击吸收能量与温度的关系

图6 焊缝金属剪切断面收缩率与温度的关系
3.8 焊缝金属无塑性转变温度测定
试验采用GER-N27M焊条焊接制备48 mm厚的07MnNiMoDR立焊位置试板,焊后经(580±15) ℃×6 h热处理,制取落锤P-2试样,按GB/T 6803—2008《铁素体钢的无塑性转变温度落锤试验方法》对焊缝金属进行落锤试验,结果见表7。

表7 焊缝金属落锤试验结果
由表7可看出,立焊位置的焊缝金属的无塑性转变温度(Nil-ductility transition temperature,NDTT)为-60 ℃,表明该焊缝金属在正常使用情况下止裂能力较强。
3.9 焊缝金属-50 ℃低温断裂韧性测定
试验采用GER-N27M焊条焊接制备48 mm厚的07MnNiMoDR立焊位置试板,焊后经(580±15) ℃×6 h热处理,按GB/T 2358制取试样,进行裂纹尖端张开位移试验(Crack tip opening displacement,CTOD),采用全板厚试样测定焊缝金属的脆性启裂-50 ℃ CTOD值δC,见表8。
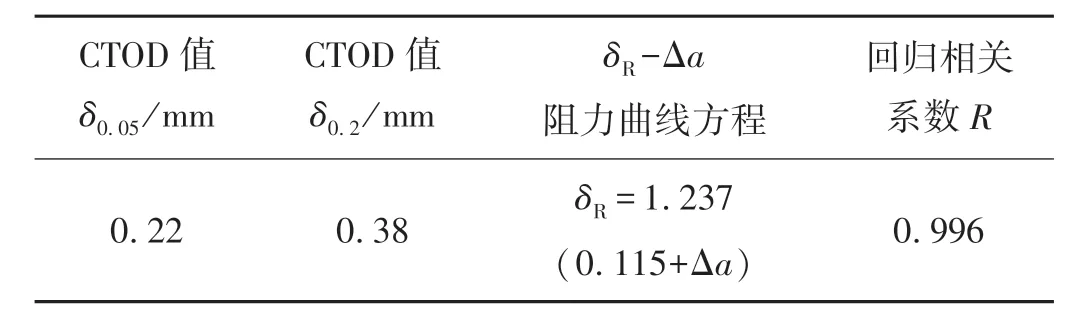
表8 焊缝金属-50 ℃的CTOD特征值
由表8可见,该焊缝金属-50 ℃ CTOD特征值较佳,试样均未脆性断裂,这样确保了焊缝金属在球罐运行期间的安全性。通过对比何前进等人对LB-65焊条[28]进行的各项研究数据表明,GER-27M焊条整体性能与LB-65焊条处于同一水平。
4 GER-27M焊条工程应用情况
GER-27M焊条在国内多个项目中进行了工程应用,结果见表9,可以看出,焊缝金属性能优良,运行1年后开罐检查,无任何裂纹,该焊条获得各方的高度认可。
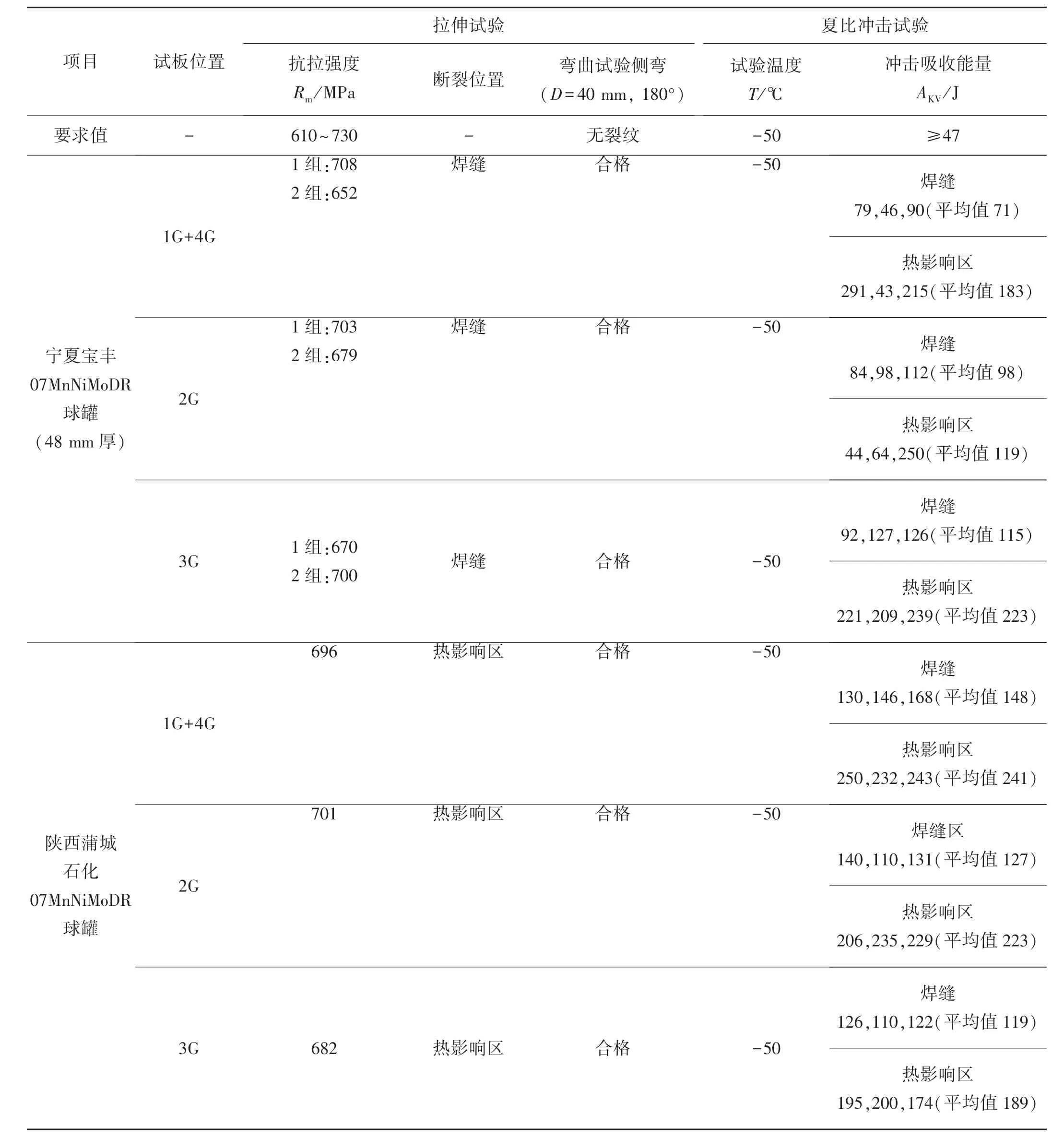
表9 GER-27M焊条实际应用性能
5 结论
(1)GER-N27M焊条选用了合理的渣系,全位置下焊接工艺性良好,熔敷金属扩散氢含量极低。
(2)焊条采用Mn-Ni-Mo合金体系,并采用微合金化技术,在立焊位置40 kJ/cm下的焊缝金属经长时间焊后热处理,其-50 ℃AKV数据仍高于技术条件要求。
(3)焊缝金属再热裂纹敏感性较低,焊缝金属经580 ℃×12 h焊后热处理,力学性能仍满足要求,热处理范围较宽。
(4)立焊位置焊缝金属韧脆性转变温度低于-51 ℃,抗脆性断裂能力强,且焊缝金属NDTT温度为-60 ℃,止裂性能良好。
(5)焊缝金属-50 ℃下的断裂韧性较佳。
(6)GER-N27M焊条研发与工程应用,使国内07MnNiMoDR钢制-50 ℃低温球罐的建造,得以摆脱进口焊条的束缚,社会效益、经济效益显著。
