基于RS485总线的压铸机运行管理系统
2021-01-14余梓唐
余梓唐
(义乌工商职业技术学院 机电信息学院,浙江 义乌 322000)
压铸机是利用液压驱动,将熔融的金属液体通过压射装置高速射入模具型腔中,经过冷却延时后,形成固态金属铸件的一种机械设备,在机械制造、冶金、电子、轻工业领域都有广泛的应用。压铸车间通常都有数十台甚至上百台压铸机,现在的压铸机通常都已是由PLC控制的自动化设备,缺料检测和加料也大多配备了自动加料机[1-3],从生产的角度来看自动化程度已普遍较高,但是,从运行管理的角度来,还存在不足,每台压铸机的参数、工况、产量、故障等信息都只能在压铸机的控制屏上显示,未能做到集成管理。如果能将压铸机通过现场总线分组联接,通过串口服务器接入车间管控计算机,通过管控计算机联入Internet,则可实现数字化、网络化的集成管理[4-5],节省操作人员,降低操作人员的工作强度,提高信息化管理水平。
1 硬件设计
本文以生产拉链头的小型卧式压铸机为例,为了提高生产效率,为每台压铸机都配备一台离心滚桶式的分料机,用于将铸件浇冒口分离,为了节省成本以及协调管理,压铸机和分料机由同一个PLC进行控制,压铸机工作时,落料计数的值用于跟踪当前产量,当落料计数值等于预先的设定模数的值时,会自动打开阀门将铸件送入分料机,分料机则根据设定的时间进行分料操作,时间到后完成滚桶倒料动作,这样就达到了成品和边角料自动分离的目的。
压铸机的控器核心是PLC,PLC通常都带有RS485接口,以OMRON CP1E为例,只需配置一个隔离式的RS-422A/485接口CP1W-CIF12就可实现485通信,如图1所示,通信距离可达500米。

图1 CP1W-CIF12 485接口
将压铸机分成若干个组,每组n台(n<128),将每组的485接口线的SDA+相连、SDB+相连,统一接到串口服务器 (现场总线终端服务器)的T/R-、T/R+端口上,车间管控计算机的RS232转换成RS485后也接入串口服务器,同时,车间管控计算机通过有线或无线接入Internet,并配置一台SQL Server数据库服务器,用于存储现场采集压铸机的运行数据,车间主任等管理人员的终端计算机可通过Internet访问SQL Server数据库,可以对数据进行查询、分析、统计、打印等操作。总体结构图如图2所示。

图2 总体结构图
2 软件设计
以压铸锌合金拉链头为例,基本流程为:
合模——压射(延时)——冷却(延时)——开模——脱模(扫落)(延时)——喷油(延时)——落料计数。模具合模到位后闭锁后,压射装置将熔融的锌合金压入模具,经过冷却延时后开模,同时,扫落器将铸件脱离模具,经过喷油冷确后再次合模,完成一个工作循环,落料计数器记录生产数量。其中的压射、保温、扫落、喷油等环节都涉及到延时的问题,对于不同的产品这些时间参数都有所不同,通常都是在确定产品类型后,由操作人员通过本机的触屏将参数输入到压铸机的PLC控制器中。
为了实现通过去485总线与计算机的数据交换,首先要配置串行通信口的协议,如图3所示,波特率9600、8个数据位、1个停止位、无校验、开始码0x59、数据帧长度28字节。
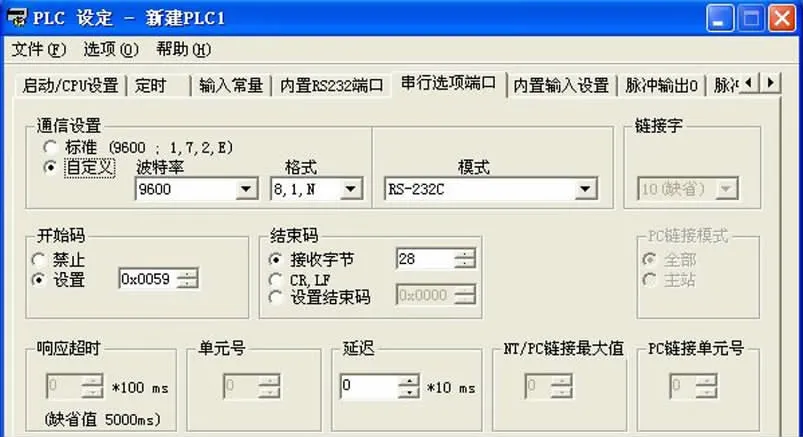
图3 串行通信口协议配置
为每台压铸机设置一个唯一的识别编号ID,车间管控计算机通过发送此ID进行查询式交互,当压铸机的PLC收到本机的ID编号时,根据收到的功能号向总线发送一帧数据,或执行相应的命令操作。查询、命令帧格式如表1所示。

表1 帧格式
其中偏移量为3的字节为功能码,1表示查询帧,要求读取压铸机参数;2-5表示命令帧,要求压铸机执行规定的动作命令。
查询帧的回复数据主要由工作状态 (0-正常运行,1-停机,2-通讯故障)、总产量(32 位)、当前模数、动作信息(0-正常运行,1-合模,2-开模,3-压射,4-扫落,5-喷油,6-油泵启动,7-油泵停止)、分料机当前状态 (0-分料机准备就绪,1-正在下料,2-正在滚料,3-正在倒料)、故障信息(0-正常运行,1-合模1出卡住,2-合模2出卡住,3-合模回卡住,4-扫落出卡住,5-落料开关打开,6-分料机未就绪,7-已被强制关机)等构成。
命令帧除了发送功能码(2-4),还需在命令帧的数据区填定要发送的执行参数,PLC收到这些参数,再根据功能号执行相应的操作。其中压铸参数主要由合模延时、压射时间、保温时间、喷油时间、扫落延时等参数构成。分料参数主要由分料模数、滚料时间、下料时间、倒料时间等参数构成。PLC通信程序流程见图4。

图4 PLC通信程序流程图
计算机端主控程序在通过定时器向各台压铸机发送查询帧,然后接收各机发回的回复帧,以CRC16校验无误后,分离出当前工作状态信息,工作状态由三态构成:0-正常运行,1-停机,2-通讯故障,程序要记录开机时刻、关机时刻,根据这些信息生成二类记录存入数据库。数据格式如表2所示。这些信息的记录为后续生成日报表、月报表、统计每台机器的开机率、停机率提供依据,也可以对数据进行查询、分析、统计、打印等操作。
当用户通过界面按钮要发送命令时,计算机向压铸机发送命令帧,相应的压铸机收到后执行并发送回复命令帧表示命令已执行完成。
3 结语
在配置了生产自动化程度较高的压铸机、加料机、分料机的压铸车间,构建了基于RS485总线的压铸机运行管理系统,使生产管理从自动化迈向了信息化,管理人员可以轻松了解每台压铸机的实时工作状态、开机率、停机率,进一步可对设备的完好情况进行评估,对停机率高的设备可以重点检查、排除可能的故障;也可统计出任一时段每台机器或每个操作人员的生产产量,为记件管理提供了实时、准确的重要依据。

表2 两类数据记录格式
