制备Lyocell纤维用纤维素浆粕的碱性酶处理工艺
2021-01-05姚勇波张玉梅王华平
元 伟,姚勇波,张玉梅,王华平
(1. 东华大学 材料科学与工程学院,上海 201620; 2. 嘉兴学院 材料与纺织工程学院,浙江 嘉兴 314001)
纤维素纤维具有来源丰富、天然可再生的优势,同时具有吸湿透气、穿着舒适等优点,广泛用于服装、家纺等领域[1-2],以纤维素为原料制备再生纤维素纤维,其产业化制备方法为溶液纺丝法[3]。纤维素浆粕原料的相对分子质量及其分布受生长周期、生长地域、植物种类等多种因素影响,给生产工艺的稳定控制带来了困难。传统的粘胶生产中,需要“老成”工艺使纤维素浆粕的聚合度降低到一定的范围内[4]。使用N-甲基吗啉-N-氧化物(NMMO)水溶液为溶剂可直接溶解纤维素,生产过程绿色环保,且纤维性能优良[5-7]。溶剂NMMO水溶液对纤维素的溶解速度快、溶解度较高[8],并可溶解高相对分子质量的纤维素[9-11],但在生产中为提高溶解效率和溶液品质,需要对浆粕进行预处理。一般采用机械搅拌、酸活化、碱中和方法进行预处理,而辐射、酶处理等方法也有报道[12-15]。酶处理的优点是无毒环保,工艺操作简单,对NMMO的回收利用没有影响。
纤维素酶是一种蛋白质,与纤维素作用能够切断纤维素分子中1,4-糖苷键等[16],已广泛应用于食品、纺织、生物能源等领域。利用纤维素酶处理的浆粕进行溶解和纺丝,可提高纤维素与溶剂的可及度,并进而提高溶解速率以及减小纤维素大分子在溶剂中的聚集尺寸。理论上应选择破坏纤维素无定形区氢键的酶,然而单一破坏氢键的纤维素酶不易获得,且其活性和效率很低[16]。常用的内切酶和外切酶是目前处理纤维素浆粕的优选酶。使用单组分的内切葡聚糖酶对溶解浆进行预处理后,溶解浆与二硫化碳的反应性增加,可使溶解浆相对分子质量下降,相对分子质量分布变窄[17-18],纤维素浆粕孔隙体积增大,纤维素的可及度增大;采用机械处理和酶处理相结合的方法,可进一步提高纤维素与二硫化碳的反应性[19-21],预处理后其结晶度和原纤的横向尺寸没有变化,原纤间的距离有所增加[22]。酶水解仅限于纤维素浆粕大孔隙和纤维的可接触表面,从而导致孔增大[23]。纤维素用量高时,纤维素酶的吸附率增加,与二硫化碳的反应性增高[24-25]。使用多组分内切葡聚糖酶Cel9B处理溶解浆使结晶指数增加,可说明无定形区的纤维素酶溶解优于结晶纤维素[26]。
上述研究主要是采用酸性酶分别对纤维素浆粕的某些不同的性能与结构进行研究,尚未获得用量、时间条件与纤维素相对分子质量和分布、可及度等之间的关系。本文根据Lyocell专用纤维素浆粕溶解的条件,选择活性在pH值等于8~9的碱性酶、温度为45 ℃,着重研究纤维素酶用量和处理时间对纤维素浆粕相对分子质量及其分布、浆粕的可及度与晶体结构的影响。通过优化酶处理工艺,提高纤维素浆粕与NMMO水溶液的可及度。
1 实验部分
1.1 实验材料
纤维素酶(Cellulase-A),富含纤维素内切酶,酶活力为1 600 U/mL,由上海康地恩生物科技有限公司提供;Lyocell专用纤维素浆粕,聚合度(DP)为550,购自美国科斯莫特殊纤维公司;D-(+)-葡萄糖,分析纯,购于阿拉丁试剂公司;二硝基水杨酸(DNS)显色试剂,购于厦门海标科技有限公司。
1.2 纤维素浆粕处理
1.2.1 预处理
将定量的Lyocell专用纤维素浆粕加入蒸馏水中进行打浆,获得均匀的湿浆粕。湿浆粕中水的质量分数为90%。
1.2.2 酶处理
取定量的Lyocell专用纤维素湿浆粕与定量的纤维素酶(纤维素酶的用量为0、500、1 000、2 000、4 000 mL/t(相对于干浆粕的量))溶液共混均匀,置于45 ℃的恒温水浴中60 min。然后抽滤去除水分,将浆粕置于60 ℃的热空气中干燥24 h,再置于60 ℃的真空干燥箱中脱水12 h,制得不同酶用量处理的纤维素浆粕样品。
将定量的湿浆粕与一定的纤维素酶溶液共混均匀,分别置于45 ℃的恒温水浴中处理15、30、45、60、 90、120 min。然后抽滤去除水分,将浆粕置于60 ℃的热空气中干燥24 h,再置于60 ℃的真空干燥箱中脱水12 h,制得不同酶处理时间的纤维素浆粕样品。
1.3 结构表征与性能测试
1.3.1 聚合度测试
按照FZ/T 50010.3—2011《粘胶纤维用浆粕 黏度的测定》,采用上海禾汽玻璃仪器有限公司的1835型乌式粘度计(毛细管直径为(0.80±0.05) mm),以铜乙二胺为溶剂测定纤维素的聚合度。
1.3.2 回潮率测试
将浆粕样品在温度为20 ℃、相对湿度为65%条件下放置24 h,参照GB/T 6503—2008《化学纤维 回潮率试验方法》,根据质量变化计算纤维素浆粕的回潮率。
1.3.3 含水率测试
将浆粕置于烘箱中,在105 ℃条件下烘至质量恒定(m1),即作为绝干浆粕。取定量的的绝干浆粕,置于标准条件(温度为20 ℃,相对湿度为65%)下,测试随时间的增加浆粕吸湿后质量的变化。根据下式计算浆粕在不同时间的含水率:
Cw=(m0-m1)/m0×100%
式中,m0为不同时间的浆粕总质量,g。
1.3.4 还原糖含量测定
参照GB/T 35808—2018《林业生物质原料分析方法 纤维素酶活性测定》,以DNS法测定还原糖的含量,即还原糖占浆粕的比例。
1.3.5 热性能测试
将浆粕样品放置于恒温恒湿室72 h以上,采用美国TA公司的Q20型差示扫描量热仪测试样品的热性能,测试样品质量为5~10 mg,气氛为氮气。以40 ℃/min的升温速率进行升温,温度范围为30 ~ 280 ℃。
1.3.6 结晶结构表征
采用上海同步辐射光源(SSRF)的束线站[27]表征样品的结晶结构,X射线波长为0.124 nm。根据X射线衍射图及Peakfit分峰结果,计算纤维素的晶面间距和结晶度[28]。纤维素I为单斜晶系,晶胞参数为:a=0.817 nm,b=0.786 nm,c=1.04 nm。
1.3.7 化学结构表征
将浆粕样品在标准条件(温度为20 ℃,相对湿度为65%)下放置24 h。采用美国Nicolet 公司的NEXUS-670型傅里叶变换红外光谱仪,并使用ATR附件表征浆粕的化学结构。分辨率为2 cm-1,波数范围为4 000~675 cm-1。
1.3.8 有序结构测试
将样品置于标准条件(温度为20 ℃,相对湿度为65%)下24 h,利用德国布鲁克公司的AV400型核磁共振波谱仪进行测试。场强为7.05 T,魔角探头直径为7 mm,转速为5 kHz,脉冲宽度为90°,交叉极化时间为4 μs,接触时间为800 μs,采样间隔时间为3 s,一级定标用四甲基硅烷,二级定标用甘氨酸。
1.3.9 分子质量及其分布测试
采用英国马尔文仪器有限公司的Viscotek型高温凝胶渗透色谱仪(HT-GPC)对样品进行测试,流动相是质量分数为0.5%的LiCl/二甲基乙酰胺(DMAc),温度为80 ℃,仪器使用聚苯乙烯标样进行校准。测试样品为2 mg/mL的纤维素/(9% LiCl/DMAc)溶液。
2 结果与讨论
2.1 酶处理对纤维素浆粕可及度的影响
浆粕的吸湿性和回潮率可反映纤维素浆粕可及表面的变化情况。图1示出酶处理时间和用量对纤维素浆粕回潮率的影响。可以看出:浆粕经过酶处理后,随着时间的增加,其回潮率有所增加;随着酶用量的增加,回潮率增大到一定程度后趋于稳定。
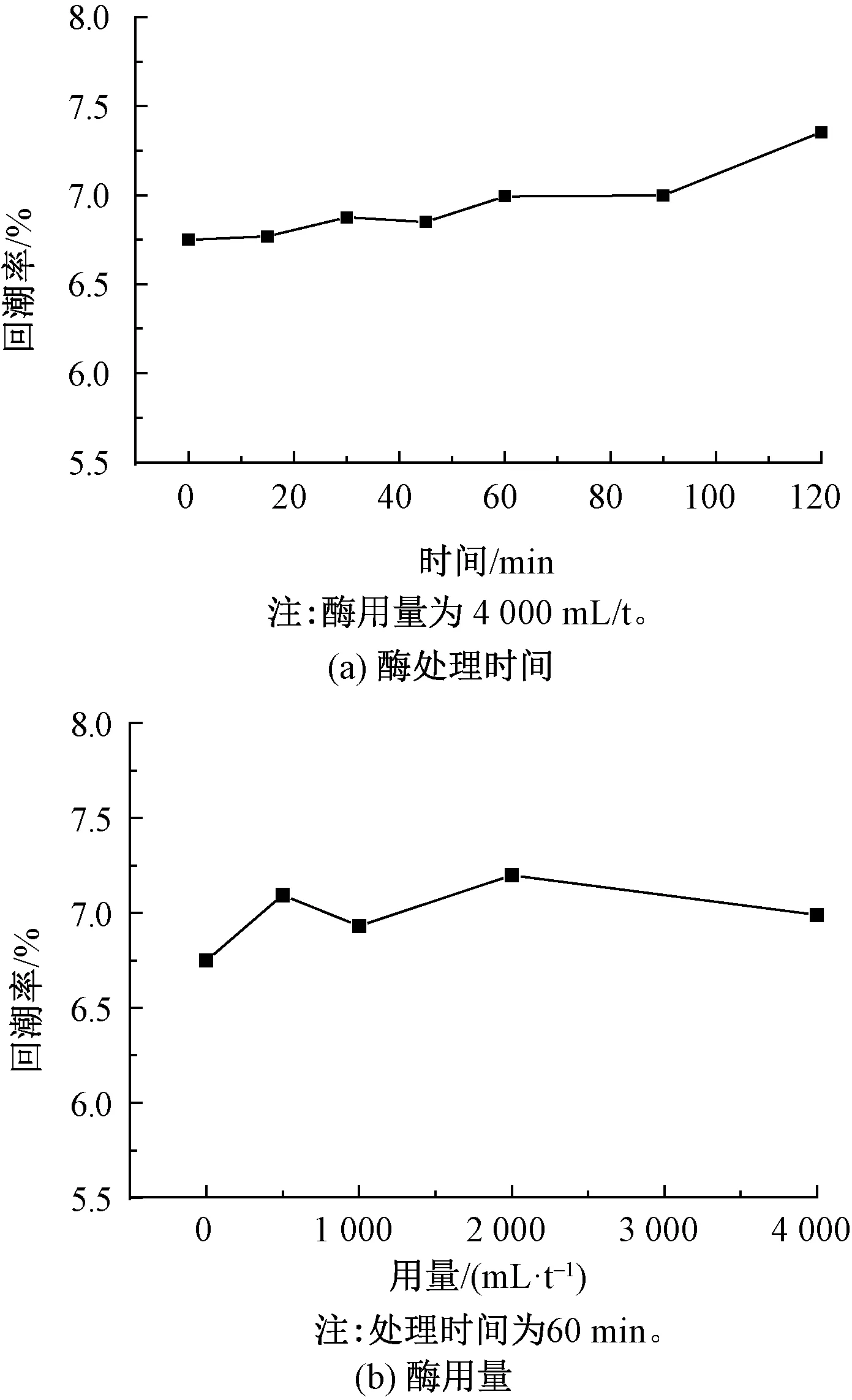
图1 酶处理时间和用量对纤维素浆粕回潮率的影响Fig.1 Effect of enzyme treatment time(a)and dosage(b)on moisture regain of cellulose pulp
图2示出经酶处理前后浆粕含水率随时间的变化。研究发现,相同的时间内经过酶处理的浆粕含水率大,吸湿较快。这种现象证明了纤维素浆粕经酶处理后其可及表面积有所增大。
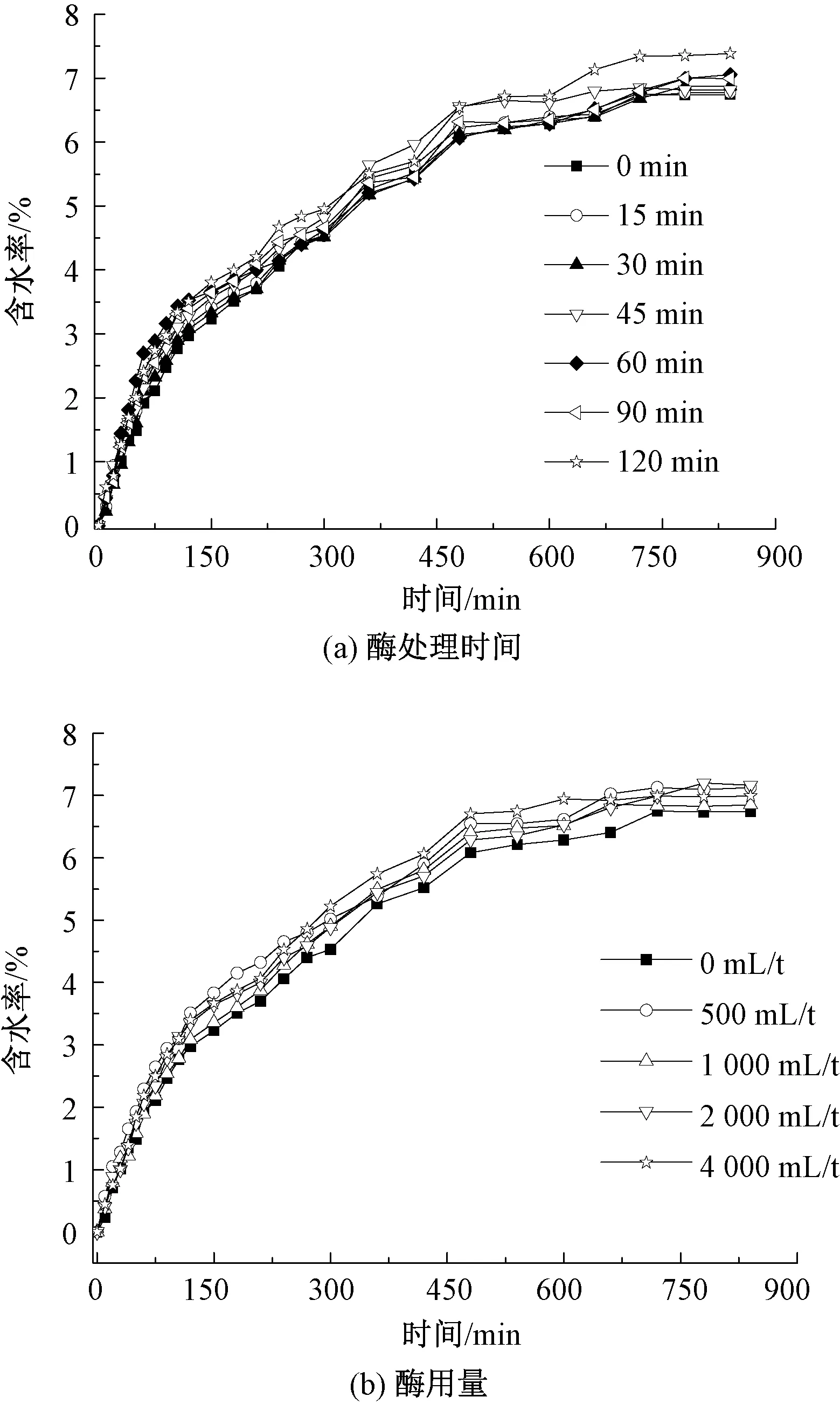
图2 酶处理时间和用量对纤维素浆粕 含水率的影响Fig.2 Effect of enzyme treatment time(a)and dosage(b)on water content of cellulose pulp
纤维素浆粕经过酶处理后,浆粕的可及表面部分有所变化,因此,浆粕吸附水分子的含量也可能会有所变化,这对于浆粕的溶解有着重要作用。在纤维素分子的红外谱图中,分子内羟基O—H的伸缩振动峰在3 330 cm-1处;分子间羟基O—H的伸缩振动峰在2 901 cm-1左右;吸附水、含氧基团的峰在1 640 cm-1左右[29]。通过研究纤维素分子与H2O形成氢键的强弱可判断其浆粕可及表面的变化。图3示出经不同用量和时间的酶处理后浆粕的红外光谱图。可知,浆粕吸附水的红外吸收峰在1 645 cm-1左右。随着酶处理时间的增加,其吸附水的峰强比原始浆粕吸附水的强度有所增加,说明纤维素浆粕的可及度增加;而随着酶用量的增加,曲线表现出与酶处理时间增加相同的规律,浆粕的可及度也有所增加。
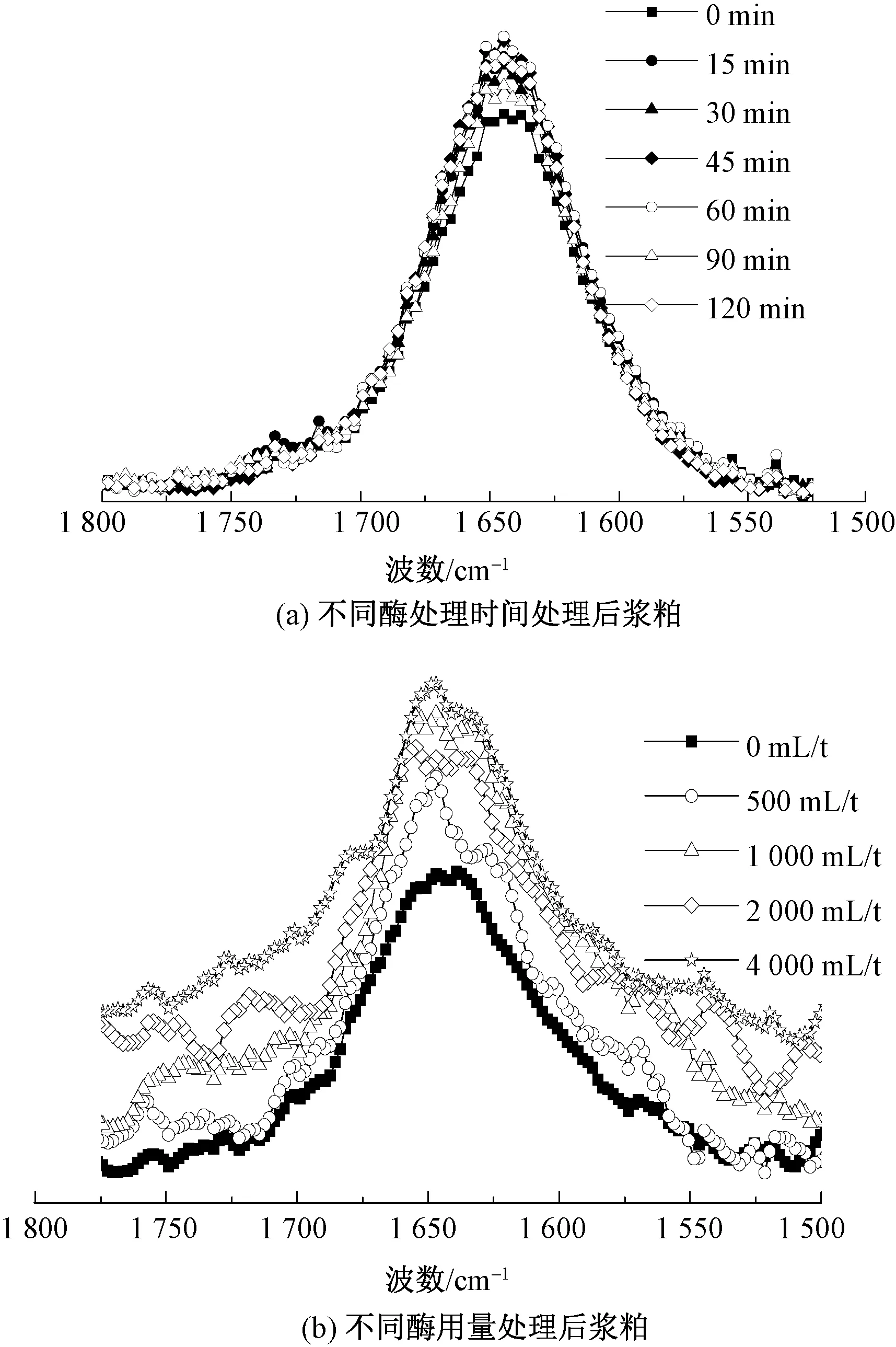
图3 经不同时间和不同用量酶处理后浆粕的红外光谱图Fig.3 FT-IR spectra of cellulose pulp treated with enzymes at different time(a)and dosage(b)
采用差示扫描量热法(DSC)评价了酶对浆粕可及度的影响,通过测量与纤维结合的水量(以吸附水蒸发热焓值表示)的变化,结果如表1所示。纤维素纤维的吸水能力在很大程度上取决于自由羟基的可及性,一般认为吸水几乎完全发生在纤维素的非晶形区域,因此,通过纤维素结合的水量的变化来判断纤维素纤维可及表面的大小[30],浆粕的可及度随着酶处理时间的增加而有所增大;增加到一定程度后就趋于稳定。同时,由实验测试得到酶用量由0 mL/t增大到2 000 mL/t后,脱水热焓值由123 J/g增至133 J/g,然后基本保持不变。综上可知,浆粕的可及度随着酶用量和作用时间的增加而有所增大,增加到一定程度后趋于稳定。
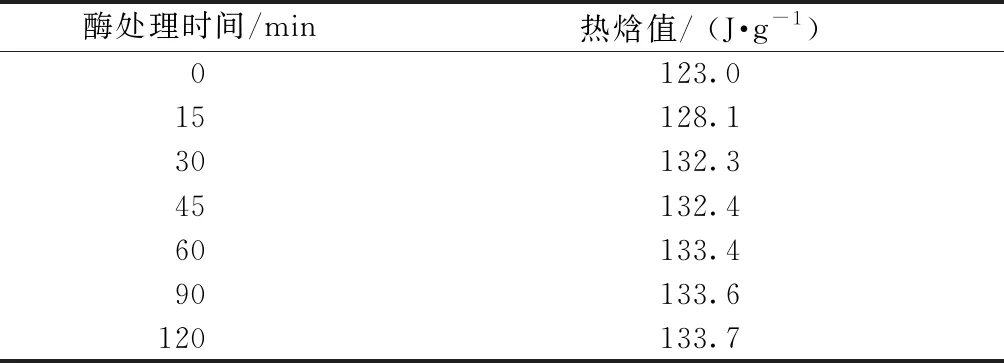
表1 酶处理时间对浆粕脱水热焓值的影响Tab.1 Effect of enzyme treatment time on dehydration enthalpy of pulp
2.2 酶处理对相对分子质量的影响
纤维素浆粕经过酶处理后,纤维素相对分子质量及其分布的变化关系到纺丝液的均匀性、可纺性,且得到的再生纤维素纤维的结构与力学性能也会有所差异。图4(a)示出纤维素浆粕的聚合度随酶用量的变化。可以看出:当酶的用量大于2 000 mL/t时,纤维素浆粕的聚合度趋于稳定,约为430;经过酶处理的纤维素浆粕随着酶用量的提高,其纤维素分子的聚合度逐渐降低。这说明所使用的碱性酶对纤维素分子链有一定程度的降解作用,且不是无限降解。当酶用量开始增加时,会获得一定降解程度的纤维素浆粕;而当酶用量达到一定值后,酶用量的增加并不能带来纤维素浆粕聚合度上的明显变化,这就为在工业生产中使用酶的量提供了依据。
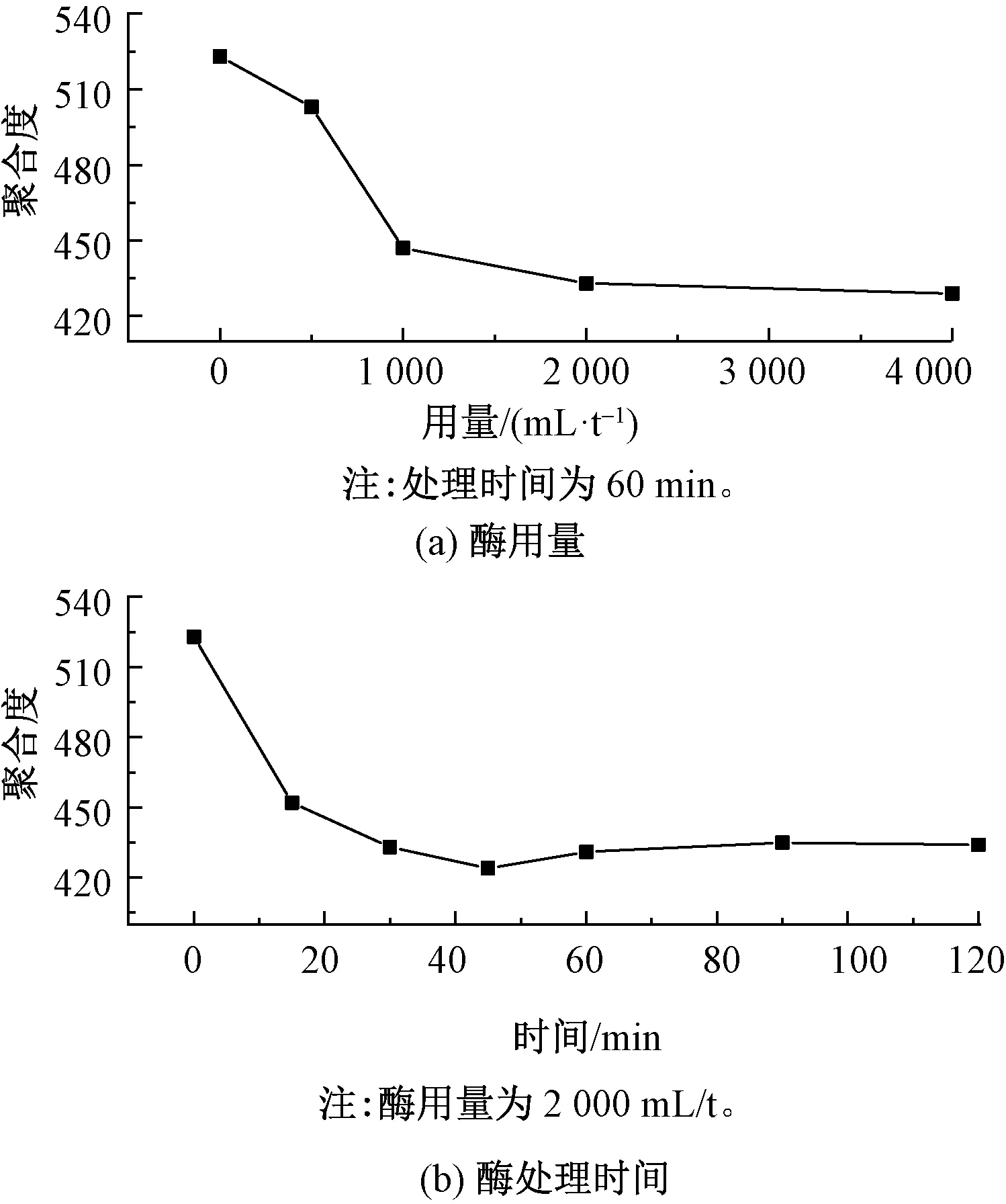
图4 酶用量(a)和酶处理时间(b)对浆粕聚合度的影响Fig.4 Effect of with enzyme dosage (a) and treatment time (b) on polymerization degree of cellulose pulp
图4(b)示出纤维素浆粕的聚合度随酶处理时间的变化。可以看出,纤维素浆粕的聚合度随着酶处理时间的增加逐渐降低,在45 min时降到最低值,然后又有所升高并趋于稳定,即在处理时间为60~120 min时,浆粕的聚合度在430左右。这种现象可能是因为浆粕经过酶处理后,又经过过滤干燥进行测试,这个过程中经过酶降解的小分子纤维素和葡萄糖溶于水而被洗脱出去;而酶对处于结晶区的大分子纤维素浆粕的降解作用不明显,所以浆粕的聚合度测试值先降低然后又有所升高。
表2示出不同酶处理时间对纤维素浆粕还原糖质量分数的影响。可知,当酶处理时间为45 min时,还原糖质量分数约为0.60%。随着酶处理时间增加,小分子纤维素被降解成葡萄糖的总量增加并最终趋于一个恒定值。
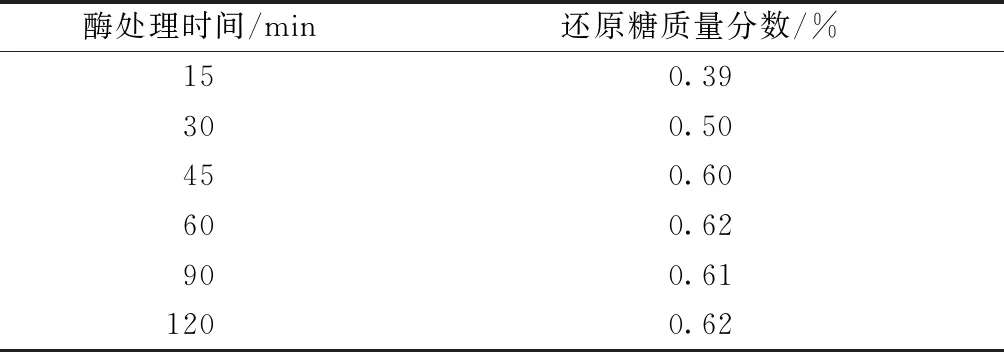
表2 酶处理时间对纤维素浆粕还原糖 质量分数的影响Tab.2 Effect of enzyme treatment time on reducing sugar content of cellulose pulp
不同酶用量处理的纤维素浆粕的分子质量分布测试结果如图5所示。用纤维素酶处理浆粕后,可以看到高相对分子质量部分的纤维素有所减少,低相对分子质量部分的纤维素有所增加。这表明纤维素酶可使纤维素浆粕的分子链断裂,尽管随着纤维素酶用量的增加,这种断裂的现象有所增加,但增加的程度不大。纤维素浆粕的相对分子质量分布对再生纤维素纤维的性能有着重要影响。纤维素酶可能仅仅作用于纤维素浆粕的无定形区域的分子链,又因为纤维素浆粕结晶度较高,所以纤维素浆粕分子链的总体降解程度不大。
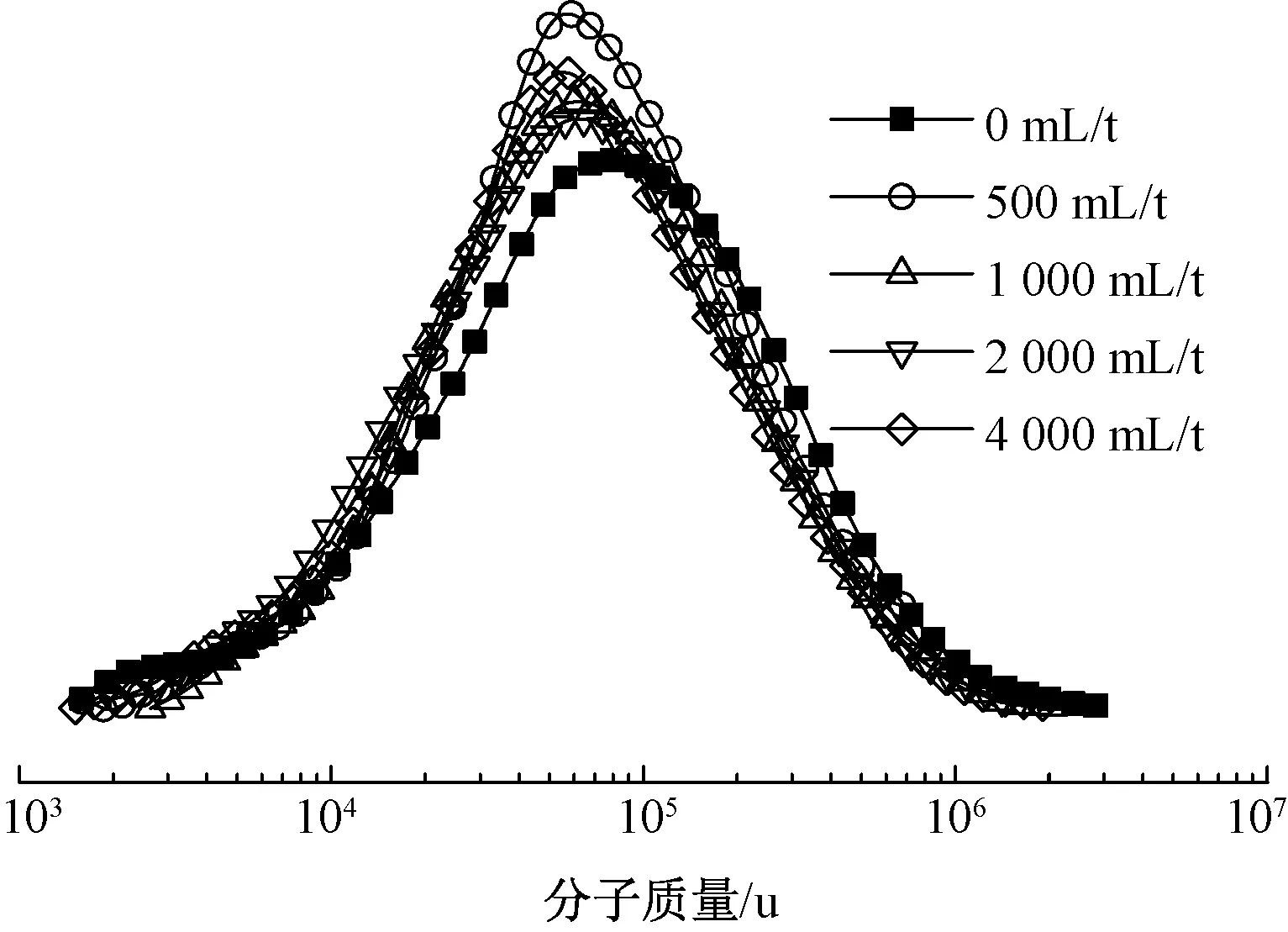
图5 酶用量对浆粕分子质量分布的影响Fig.5 Effect of enzyme dosage on molecular weight distribution of pulp
纤维素浆粕的相对分子质量分散指数(PDI)结果如表3所示。可以发现,纤维素浆粕的相对分子质量分布变窄。对酶处理后浆粕的过滤液进行还原糖质量分数分析,当酶用量由500 mL/t增至4 000 mL/t时,还原糖质量分数由0.08%增至0.61%。上述数据表明,较低相对分子质量的纤维素分子被进一步降解为更小的分子或葡萄糖,从而在酶处理过程中从浆粕中洗出。浆粕中低分子质量纤维素的降解,导致纤维素浆粕测试的分子质量分布变窄。
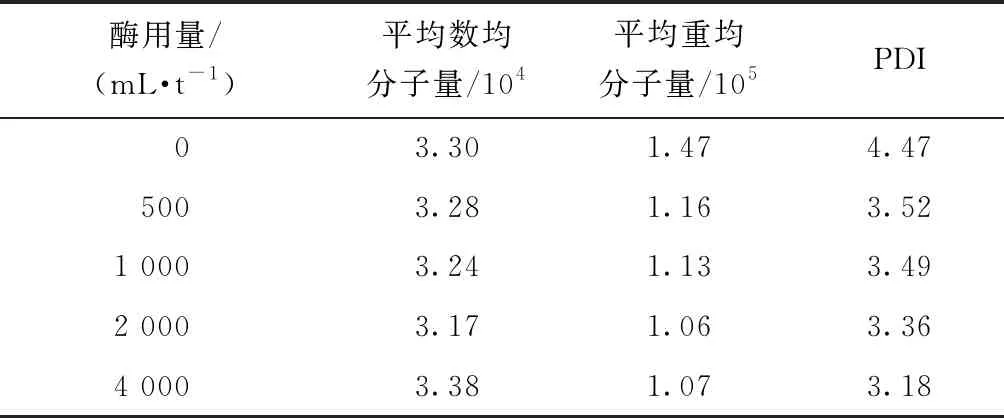
表3 酶用量对纤维素浆粕相对分子 质量的影响Tab.3 Effect of enzymes with different dosage on molecular weight of cellulose pulp
2.3 酶处理对纤维素超分子结构的影响
纤维素浆粕经过纤维素酶处理后,进行广角X射线衍射实验对其晶体结构的变化进行了研究,结果如表4、5所示。对其数据进行分析发现,经过酶处理的纤维素浆粕结晶度变化不大。通过计算纤维素浆粕经不同时间和不同用量的酶处理后的晶体晶面间距发现,纤维素晶型没有受到破坏,且仍为典型的纤维素I型结构。
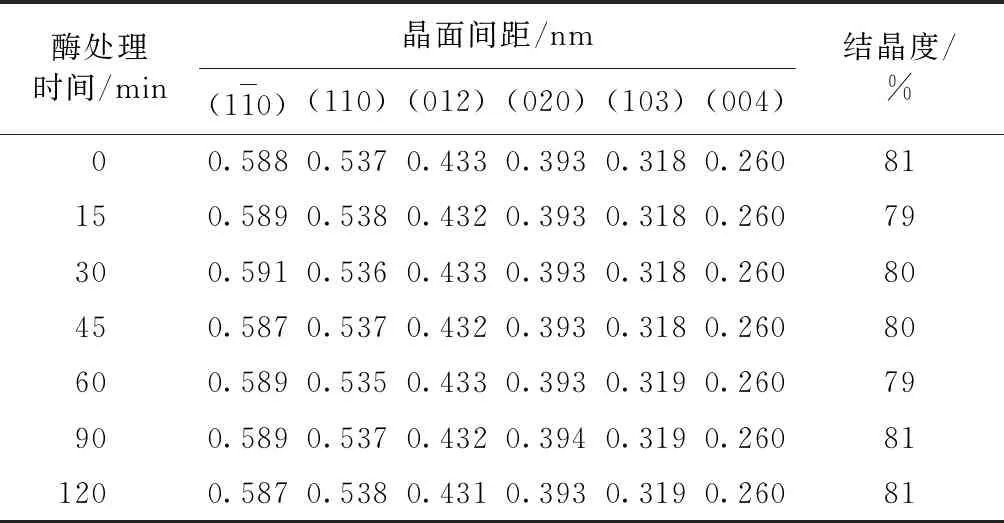
表4 纤维素浆粕经过不同时间酶处理后的 晶面间距和结晶度变化Tab.4 Changes of crystalline spacing and crystallinity of cellulose pulp after enzymatic treatment at different time
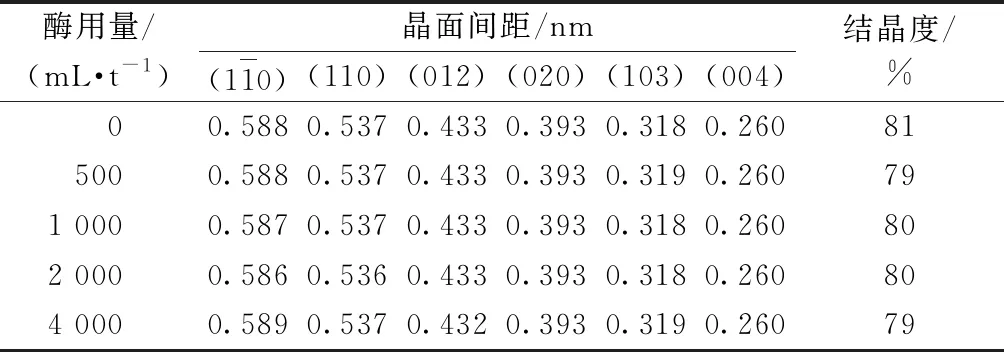
表5 纤维素浆粕经过不同用量的酶处理后的 晶面间距和结晶度变化Tab.5 Changes of crystal plane spacing and crystallinity of cellulose pulp after enzymatic action at different dosage
图6示出不同用量和时间酶处理的纤维素浆粕的固体核磁曲线。在固体核磁共振中,纤维素的吸收信号主要在化学位移δ为60~110范围内。其中,化学位移δ在81~93之间的区域归属于C4。纤维素的C4谱线裂分为2部分:较窄的低场和宽阔的高场,分别对应着纤维素的结晶内部有序和结晶表面部分有序。结晶表面部分有序又包括结晶表面较好有序与结晶表面较差有序[31]。
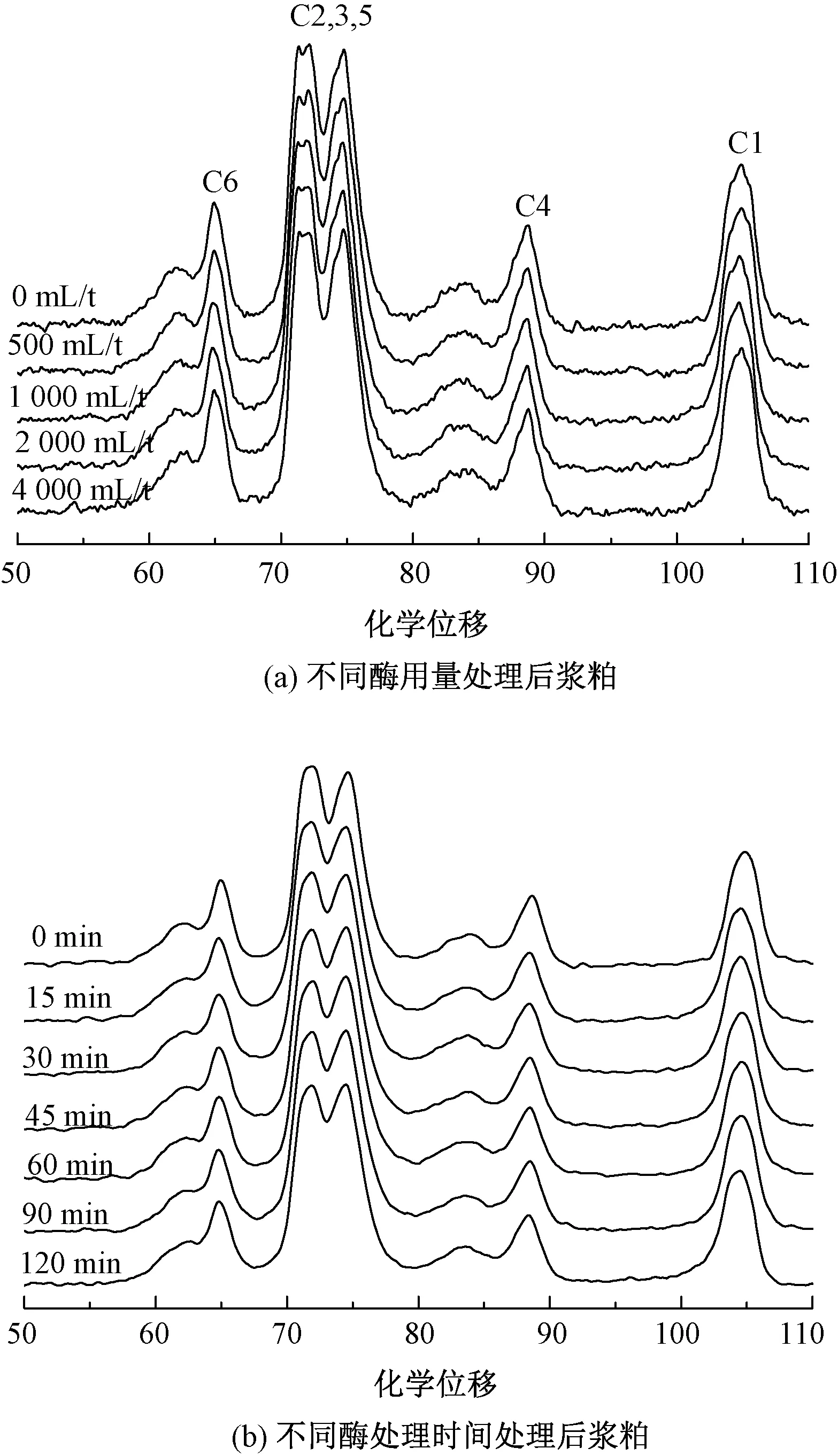
图6 经不同用量和时间酶处理后纤维素 浆粕的固体核磁曲线Fig.6 Solid state NMR of cellulose pulp treated with enzyme at different dosage(a)and time(b)
利用固体核磁分析纤维素C4原子所处的环境。纤维素浆粕结晶内部有序结构的化学位移δ在 86~92的范围,其结晶表面部分有序以及完全无序结构的化学位移δ为80~86[31]。对图6数据进行处理,得到各结构占比,如表6、7所示。由表6可以看出,随着酶用量的增加,纤维素结晶表面较差有序部分逐渐降低,相对应的结晶表面较好有序和结晶内部有序部分的占比都有所增加。纤维素结晶表面较差有序部分和无序部分的占比相对降低,这可能是因为纤维素大分子在酶的作用下部分被降解为聚合度更低的小分子或者葡萄糖,从而在处理过程中被洗脱出来。随着酶用量的增加,被纤维素酶降解的纤维素小分子或葡萄糖数量增加,从而被洗脱出来,但相对应的结晶表面较好有序部分裸露在外的表面积增加,更易亲水,从而使纤维素的可及表面积增加。纤维素大分子链的断裂也增加了裸露的羟基数目,使纤维素的亲水性增加。
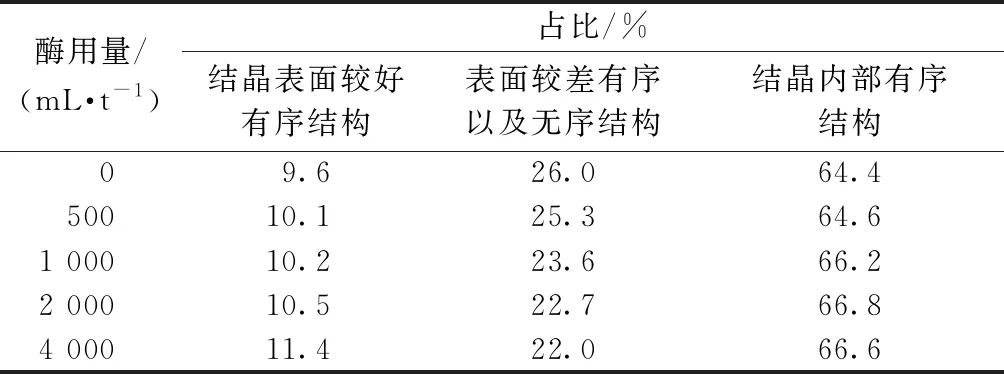
表6 酶用量对纤维素浆粕各结晶结构占比的影响Tab.6 Effect of proporation of crystalline regions in cellulose pulp at different enzyme dosage
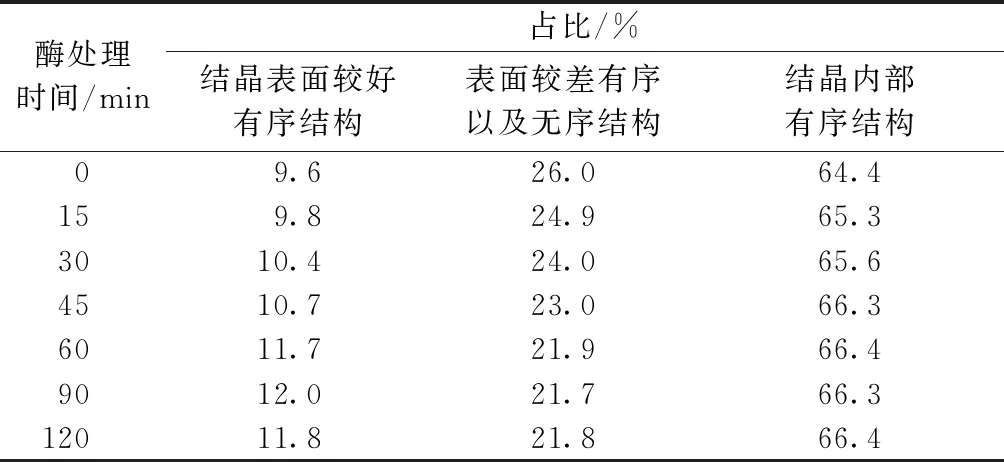
表7 酶处理时间对纤维素浆粕各结晶结构占比的影响Tab.7 Effect of proporation of crystalline regions in cellulose pulp at different enzyme treatment time
由表7可知:纤维素酶处理纤维素浆粕时,随着处理时间的增加,纤维素浆粕结晶表面较差有序部分和无序部分的占比有不同程度的降低;而在1 h之后,纤维素浆粕大分子的有序部分与无序部分的组成比例基本不再变化,这表明纤维素酶经由扩散渗透达到纤维素浆粕的可及表面对部分纤维素大分子降解后,其反应活性降低,无法有效进行进一步的纤维素分子降解,这与纤维素浆粕聚合度的变化一致。
3 结 论
Lyocell专用纤维素浆粕经碱性酶处理后,其部分纤维素分子链受到酶的作用而断裂,聚合度逐渐降低。当酶的用量达到2 000 mL/t后,纤维素浆粕的聚合度趋于稳定。纤维素浆粕吸附水的红外吸收峰增强,浆粕的回潮率增加,说明其浆粕的可及表面积有所增大。由纤维素浆粕的结晶数据分析发现,纤维素浆粕的整体结晶度变化不大。通过固体核磁分析发现,纤维素浆粕结晶有序的部分并未减少,说明其结晶部分保存较好。纤维素浆粕结晶表面较差有序的部分会受到纤维素酶的作用而使其分子链部分断裂,酶处理主要是作用于纤维素的无定形区。
随着酶处理时间的增加,纤维素浆粕的聚合度逐渐降低至稳定值,这表明大分子链的纤维素分子降解较少,而部分低相对分子质量的纤维素逐渐降解为葡萄糖,从而在处理过程中洗脱出来。这也使测得的纤维素浆粕的分子质量分布变窄。研究发现,酶的用量大于2 000 mL/t,处理时间为60 min时,浆粕的聚合度趋于稳定,此时其分子质量分布较窄。
