基于LENZE 9400拉拔定尺飞锯控制系统设计
2021-01-05雷兆锋彭泽丰蒙绪怡
雷兆锋,彭泽丰,蒙绪怡,陈 欣
(广东冠邦科技有限公司,广东 佛山 528312)
0 前言
定尺飞锯广泛应用于管材、型材等生产线的高精度连续自动切割[1]。高精度的管材、型材切割能显著降低材料切割的损耗率,对于提高生产企业效益具有重要的意义。
定尺飞锯是铜管拉拔定尺机组的关键组成设备,其功能是将拉拔成型后的铜管切断为一定长度范围内的任意长度,并且要求具有较高的锯切精度和切割效率。目前,常用的微机定尺锯切机利用直流电机构建管材切割伺服系统,在中、低速的时候能较好的满足切割精度,但是对于中高速或者速度波动较大时会出现精度下降情况[2],而且拉拔机输送的管速波动比较大时容易损坏定尺锯切机锯片,严重影响企业正常生产。为解决微机定尺锯切机结构笨重、维护成本高、板卡容易坏、抗干扰差、加工精度和效率不高等问题,盛强等[3]针对现有飞锯定长精度低和传统PID控制存在目标值跟随性能不佳的问题,设计了一种基于模糊PID控制技术的定长切割控制系统。甄自源等[1]使用TMS320F28069处理增量式光电编码器发出的脉冲信号,提出了一种测量该系统锯车位置与速度的方法, 满足了系统对精度和稳定性的要求。季少波等[4]采用DSP控制器作为核心处理器, 根据速度闭环控制的要求,采用 PID 算法进行速度控制, 可以很好的满足基于生产线的飞锯系统的性能要求。
先进的控制方法能有效提升管材切割精度和切口质量。随着数字伺服技术的飞速发展,位置伺服控制系统以足够的位置控制精度(定位精度)、位置跟踪精度(位置跟踪误差)和足够快的跟踪速度作为其主要控制目标,可满足定尺飞锯应用的各项要求。因此,本文提出一种基于LENZE 9400设计的数字伺服系统,替代传统的微机定尺锯切机,基于LENZE 9400的控制系统精确度高、性能优异、配置灵活、动态响应快、高过载力以及节能等,可以有效满足拉拔定尺飞锯对精度和稳定性的要求。
1 拉拔定尺飞锯机组成
如图1所示,拉拔定尺飞锯由拉拔系统、飞锯传动系统、检测系统构成。拉拔系统主要完成管胚的拉拔送料,飞锯传动系统由交流伺服系统组成,实现锯切小车的来回往复运动,检测单元系统由测速辊及增量编码器等组成,编码器选择的TTL型5000线,测速辊编码器信号引入伺服控制器的数频模块作为管长及管速的计算信号,实现管胚位置及速度的测量。锯切长度给定和控制信号通过PROFIBUS DP总线送给伺服控制器,伺服控制器根据设定的锯切切长,选择相应的凸轮曲线,飞锯小车完全按照驱动器计算出的电子凸轮运行,从而实现整个追踪定尺锯切。

图1 拉拔定尺飞锯系统结构图
2 定尺飞锯运动控制系统的设计
定尺飞锯系统由可编程逻辑控制器(PLC)、触摸屏、伺服控制器和伺服电机组成。可编程逻辑控制器(PLC)控制拉拔机主机及其辅助设备系统,实现与伺服控制器的通讯,并显示触摸屏的交互数据、伺服控制器控制信号的传送以及运行状态。通过LENZE编程软件进行定尺飞锯运动控制系统的硬件配置及电子凸轮控制的软件设计。
LENZE 9400伺服控制器采用32位处理器,极大的提高了运算与控制精度,保障伺服的高效稳定运行。而且LENZE 9400伺服控制器通信方式多样[7],本文通过选择PROFIBUS-DP通信模块可以方便的与西门子PLC的通讯,通讯效率高,响应快,且稳定;LENZE 9400伺服控制器采用全新的安装方式,创新的运用模块化设计,易于集成,并且集成8个数字量输入/4个数字量输出、完全可以满足飞锯系统对飞锯小车检测及锯切控制需要;数频模块,通讯模块,存储模块及安全模块的可插拔设计,不需要专门的工具,就可完成飞锯控制系统的安装,维护变得简单且大大降低了维护成本。LENZE 9400伺服控制器内置电子凸轮发生器,可同时自由编程凸轮曲线代替机械式凸轮运动轨迹,因此9400伺服控制器可轻松实现定尺飞锯运动控制系统的构成。
定尺飞锯系统需要高动态响应,伺服电机选用Lenze的 MCS同步伺服电机,具有耐冲击、高精度、长寿命等优点,通过直接输入电机C86参数,无需参数的自动识别,即可得到电机的详细参数,只需对飞锯系统位置环、速度环、电流环进行简单调试即可改善飞锯系统的动态跟随性能,保证了高速状态下电机速度和位置的精度。
3 伺服控制系统的硬件设计及软件实现
3.1 系统的硬件设计
拉拔定尺飞锯系统的状态检测及控制,通过数字量输入X5包括锯的上限下限,以及锯切小车的前限后限及原点、运行使能RFR,锯切动作通过数字量输出X4带动中间继电器控制主要是落锯抬锯,管夹紧松开。伺服控制器LENZE9400与PLC建立PROFIBUS DP通讯,接收操作指令及设定数据及传送本身状态,并在触摸屏中设定及显示。硬件设计如图2所示。

图2 伺服控制器结构
3.2 拉拔定尺飞锯软件系统设计
3.2.1 L-FORCE ENGINEER编程软件
L-FORCE ENGINEER highlevel是编程、调试和诊断LENZE 9400的工程软件[7]。结构清晰的对话框向导式操作和图形化界面让编程和维护变得简单;图形化的FB编辑器让控制器配置编程更高效直观,极大的缩短了设计周期;对伺服控制器进行电子凸轮编程,执行拉拔飞锯定尺的控制任务,提供了可靠的保证。具有8通道数字式示波器[6],可以实现快速过程诊断(包括趋势记录)功能,可以加快飞锯系统的优化运行和快捷维护,节省人力成本。
3.2.2 拉拔定尺飞锯软件系统设计步骤
首先,利用LFORCE ENGINEER 软件组态硬件,在软件中新建一个工程文件,插入一个轴(axis),根据拉拔飞锯定尺系统应用中设计的电机,控制器进行组态硬件配置。然后,按顺序分别插入9400 HighLine控制器、选择设备的可插拔模块、在MX1槽插入MASTER frequency数频模块、在MX2槽插入PROFIBUS通讯模块、在存贮模块插槽插入MM330模块。最后,选择NO application生成自己的程序,并选择对应的电机。软件设计的硬件组态图如图3所示。
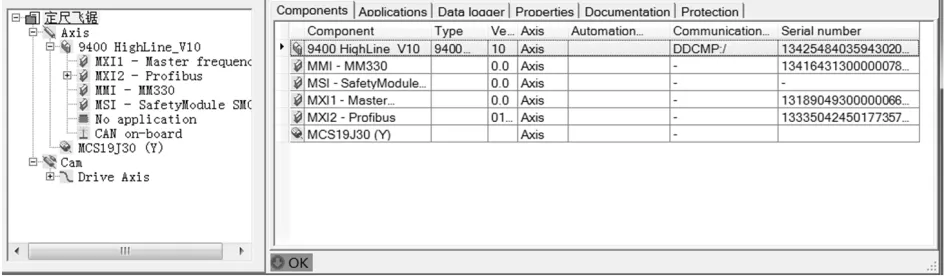
图3 定尺飞锯的硬件组态
拉拔定尺飞锯软件系统设计的关键是电子凸轮的实现,凸轮是用于实现机械三维空间联动传动关系与控制的机械结构,自动化运动控制系统用软件程序与伺服电机实现三维空间联动传动关系与控制的软件系统就是电子凸轮功能[10],电子凸轮以其精度高、柔性高、安全性强,加速度控制方便等优点,在定尺锯切领域得到广泛的应用[11]。电子凸轮的实现是将设计好的凸轮曲线存贮在控制器内,控制两轴按凸轮曲线进行运动,需要实时采集各轴的位置信息,按照内嵌算法进行处理,并将两轴达到同步的效果[13]。
电子凸轮首先获取主轴位置及从轴位置,主轴信号从装在测速轮上的测速编码器获取,从轴信号由伺服电机旋变获取;其次规划电子凸轮曲线,由于定尺长度(2.5 ~11 m)范围广,为了更大限度的提高飞锯运行速度,设计了适应不同定尺长度的多条曲线,本文以其中一条凸轮曲线(定尺长度4~11 m)为例,说明其设计过程。凸轮曲线如图4所示,定尺飞锯小车运动有待机、追速、同步、减速、回车五个状态。
(1)待机状态:拉拔机组运行送料中,通过锯前测速编码器,随时测量来料长度和速度,若达到设定长度,立即启动加速进入追踪状态。
(2)追踪状态:按照设定的S曲线加速至与进料速度同步状态。
(3)同步状态:进入同步状态,立刻送出同步信号给锯切控制机构执行管材切断动作,完成切割后,接收到抬锯到位检测开关发讯,立刻进入减速状态
(4)减速状态:按照设定的S曲线减速直至停止,同时,仍然在持续侦测并累计进料长度。
(5)回车状态:一旦减速到停止状态,立刻开始返回运动,回到起始位置,随即自动进入待机状态,等待下一循环的开始。
在同步状态时完成管材锯切动作,追速、减速及回车都要合理分配,保证整个周期的快速平稳完成,并且要确保两个状态平滑切换,不能有剧烈波动,否则将影响精度及设备寿命,根据主从轴的位置对应关系,确定五个状态的下从轴的位置,直接用绘制曲线的方式规划凸轮曲线,对应的曲线也由五个部分构成,其中追速,减速,及回车部分都选用适合高速的5次曲线绘制,曲线绘制公式[8]为
y=A5x5+A4x4+A3x3+A2x2+A1x+A0
(1)
伺服控制器根据其内嵌算法自动规划对应的速度、加速度曲线如图4所示,定义X轴是主轴,显示的是管胚的长度,定义Y轴是从轴,显示的是飞锯小车的位置。图4是基于LENZE 9400拉拔定尺飞锯的位置曲线、速度曲线、加速度曲线,图5是微机定尺锯切机的速度曲线,明显伺服控制锯切机速度曲线比微机定尺锯切机的速度曲线平滑[5],伺服控制能有效减弱负载对机组的冲击,机组运行更加平稳,减弱对设备的冲击,有利于提高设备的寿命。

图4 规划的电子凸轮曲线

图5 原微机定尺机速度曲线
预先规划好电子凸轮曲线,通过FB编辑器进行软件编程完成电子凸轮运动指令。其工作流程:数频功能块LS_DigitalFreqencyinput将主轴编码器信号转化为速度及位置信号,通过L_SdSpeedFilter(速度滤波) 功能块进行滤波处理,将滤波后的值送入轴速度L_LdSetAxisVelocity 功能块,并整合到定尺周期内的速度值;通过虚主轴功能块L_LdVirtualMasterP转化为对应的从轴位置值,并送入运动轮廓曲线插补L_CamProfiler功能块,实现由CAM接口LS_CamInterface功能块选择的凸轮曲线的轨迹的值,并输出从轴的速度、加速度等到位置跟随块LS_PositionFollower,实现对从轴伺服电机的控制;并由凸轮开关 L_CamContactor功能块 ,给出同步信号实现管材的自动夹松和落锯抬锯,从而实现按凸轮曲线的定尺锯切。
4 结束语
本文设计的一种基于LENZE 9400伺服控制器的拉拔定尺飞锯控制系统,已成功应用于铜管拉拔定尺机组系统中。系统实际运行结果表明:基于LENZE 9400伺服控制器的拉拔定尺飞锯的控制精度已经超过原微机定尺锯切机,并且运行平稳可靠,锯片的损坏率大大降低,基本没有坡切口的现象,系统具有响应时间快、追锯误差小等特点,大大提高了设备的精度及稳定性,完全可以替代原微机定尺锯切机。同时,该控制系统还可以在矫直定尺中使用。
