H型钢腹板表面纵裂纹产生原因及控制研究
2020-12-31兰振平
兰振平
(日照钢铁控股集团有限公司,山东 日照 276806)
日钢现具有四种异型坯断面生产能力,其中批量生产的为三个断面:BB1:450*350*100;BB2:750*370*100;BB3:579*450*120。自2014年异型坯投产以来,主要存在质量缺陷为异型坯表面纵裂纹。特别是进入2020年,年初新冠肺炎疫情的到来后,由于废钢严重不足,公司除尘灰存量较大,除尘灰中含铁量50%多,有利用价值,而除尘灰是转炉电除尘的产物,粒度小,不能直接加入转炉,采用除尘灰与烧结矿混合料,用水粘结的混合拌料,从高位进入转炉,增加铁料,降低成本。三月份铸坯和轧材的裂纹率达到1.70%,经过多个浇次中不同断面生产的铸坯均发现严重程度不同表面纵裂纹,涉及多个钢种,其中Q235B钢种裂纹率最高,。从异形坯裂纹高倍金相分析着手,对影响异形坯裂纹的主要因素进行剖析,优化工艺控制铸坯质量。
1 异形坯表面裂纹的宏观形貌和微观组织
1.1 异形坯裂纹形貌
取异形坯样进行分析,发现腹板处有轻微裂纹,经过检验定尺13.19长铸坯,发现2处腹板裂纹(长度200mm-500mm,宽度0.1mm,深度3.0mm-3.6mm),裂纹方向沿着铸坯的浇铸方向而且偏向R角处分布,图1异形坯裂纹形貌。

图1 异形坯裂纹形貌
1.2 大型钢腹板表面裂纹形貌
大型型钢腹板表面裂纹是沿着轧制方向分布的,长度大约在1000mm-3000mm不等,近似于直线,深度在0.5mm不等,裂纹位置不固定,图2型钢腹板表面纵裂纹。

图2 型钢腹板表面纵裂纹

图3 缺陷处形貌及组织 100×
1.3 裂纹金相高倍显微组织分析
在裂纹处横向取样进行金相分析,裂纹深度约为181微米,裂纹内有氧化铁,裂纹一侧存在细小的氧化圆点,没有发现大尺寸的夹杂物和夹渣。腐蚀后可见裂纹氧化圆点一侧组织存在晶粒粗大和脱碳现象,图2缺陷处形貌及组织。扫描电镜结果结果显示试样裂纹内含有O、Fe、Si元素;只有极个别位置含有O、Si、Mg、Al、Na、S、Fe等元素,图3 缺陷处形貌及组织。
2 异型坯裂纹产生机理分析
连铸钢水在结晶器内经过强制冷却,形成 2~5mm 厚的激冷层,由于异型坯断面的特殊性,翼梢为二维传热,凝固速度快,坯壳的刚度、强度大,而腹板为一维传热,内缘处坯壳比表面积较腹板更小,凝固速率也较腹板处的坯壳更小,因此内缘处的坯壳最薄而且凝固前沿的温度梯度最大,柱状晶的生产最发达,如果结晶器冷却强度越大、浇注温度越高,坯壳内外温差就越大,就越有利于柱状晶的生长。同时异型坯独特的形状特点,翼缘和腹板在凝固的过程中收缩而产生拉应力,由于结晶器两侧内缘的阻挡,连铸坯无法在结晶器内进行左右位置调整来减小或者消除在腹板和内缘处的坯壳在凝固过程中所受的拉应力比规则铸坯大,图4异型坯断面形状及应力分布。
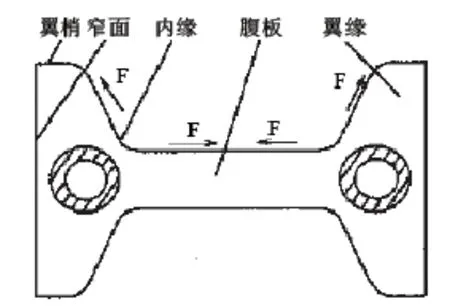
图4 异型坯断面形状及应力分布
3 异形坯表面纵裂纹形成原因分析
3.1 显微组织分析
通过对异形坯产生裂纹机理的分析及对裂纹处高倍金相组织观察分析,得出结论:大部分异形坯腹板裂纹处存在脱碳和晶粒长大现象,说明大型钢腹板裂纹在铸坯轧制前就存在裂纹,而且铸坯裂纹基本分布在铸坯的腹板和R角附近。由于异形坯断面复杂性的特点,R角处(或偏向R角)是结晶器正锥度和负锥度的过渡区,在结晶器内复杂浇铸情况下,保护渣润滑最不均匀的部位在结晶器,该部位是最容易产生裂纹的部位。异形坯表面纵裂纹通常是多种因素共同作用下产生的[1],与钢水质量、保护渣特性、生产工艺参数等有密切的关系。
3.2 钢水质量
(1)碳质量分数。由铁碳相图得知,炼钢包晶反应碳基本在0.10%~0.14%左右。为了减少连铸异形坯表面裂纹,我们设计质量计划时对H 型钢的化学成分控制进行了严格控制,碳含量尽量避开包晶反应区,一般设计成分时 C:%0.15%~0.22%,并降低钢中的磷、硫含量。
(2)钢水纯净度对裂纹的影响。我厂供异形坯连铸钢水采用的 LF 钢包精炼炉,普碳钢(如Q235B)钢水终点硫控制高、纯净度就差,文献指出:硫在钢中的宏观偏析,硫在晶界的偏析及(Mn,Fe)S在奥氏体晶界析出,硫偏析降低了比表面能,析出物与机体的结合力因硫的偏析而下降,促进了晶界滑移。通过近一段时间对脱硫、夹杂物去除工艺研究和实践,降低了钢水硫含量,提高钢中[Mn]/[S]比到25,并保证适当的精炼周期和软吹时间,合适的精炼渣碱度,钢水钙处理,降低了有害元素含量,提高了钢水纯净度,普碳钢BB2断面未出现裂纹铸坯。
(3)钢液中氢对裂纹的影响。2020年2、3月份由于疫情影响,废钢紧张,转炉采用除尘灰烧结矿混合料和窑渣,转炉除尘灰和窑渣混合料从高位料仓加入,使用量平均30kg/t-45kg/t,水分含量18%,个别料批水分含量达20%,且转炉吹炼3min后加入,各个断面都出现铸坯腹板裂纹, 2019年全年BB2断面腹板裂纹率0.051%,而在保护渣、连铸参数都未变化情况下,这两个月BB2断面腹板裂纹率达到0.37%。由于裂纹铸坯量多,及时停机,更换了铸机一段和结晶器,生产铸坯及时下线检查,发现裂纹率并未降低,这样我们排除了设备因素影响。
根据研究发现,钢中[H]一方面在铸坯凝固过程中产生氢气泡逸出进入结晶器液渣膜,结晶器凝固坯壳与铜壁之间的H2的积累,导热下降,坯壳生长变薄容易形成裂纹;另一方面发生以下反应 : 2[H]+[O]+(O2-)= 2(OH)-。
导致液渣中羟基(OH)-的增加,进而与渣中CaO、SiO2、F-成核形成枪晶石 3CaO-2SiO2-Ca(F+OH)2加速液渣结晶,降低结晶器的热流密度,增加剪切应力,严重的发生漏钢事故。[H]形成氢气泡以及产生羟基对弯月面保护渣影响如图5。

图5 钢水[H]对弯月面保护渣影响
通过分析总结出导致异形坯出现腹板裂纹主要原因是除尘灰内水分含量高,影响保护渣性能,及时进行调整炉料结构,使用量由平均30-45kg/t降低到10kg/t以下,且要求在转炉开吹3分钟内加完,铸坯裂纹率降低到0.56%。

表1 各个断面产量与裂纹占比
3.3 结晶器水调整
我厂2号异形坯连铸机由于近期检修清理水池更换结晶器软水,停产后结晶器进水温度下降幅度大,加上当时外界气温低(8-11℃),而水处理无加热功能,导致连铸结晶器水温只有13-15℃,使结晶器热面与冷面间传热加快,结晶器冷却强度加大,形成初生坯壳厚度不均匀,从而产生表面纵裂纹,从发生纵裂的铸坯位置看,纵裂纹铸坯在浇次前几块坯最多,这与结晶器水温的变化相对应,说明结晶器水温也需要在一个窄的范围内。
3.4 二冷水采用弱水
连铸浇铸过程中,二冷的比水量是逐渐减小的,逐渐降低二冷的冷却速率。降低二冷速率主要是减弱二次冷却造成凝固坯壳的收缩过大,减小铸坯的热应力,这样可以防止已经存在在坯壳中的微小内裂纹出结晶器后进一步扩展、长大并延伸形成表面裂纹。二冷比水量由0.72L/kg改变成0.65L/kg,采用弱冷制度,铸坯裂纹得到明显的改善。
3.5 中包水口插入深度优化
日钢异型坯连铸原来中包浸入式水口插入深度为80mm,结晶器液面波动很小,但对于液面传热不利,发现结晶器内保护渣有时候有结冷钢情况。为了找出最佳浸入式水口插入深度,结合生产实际,我们进行选择80mm、70mm、60mm三种插入深度进行了对比试验,当浸入式水口插入深度为60mm时,检查下线铸坯和对H型钢轧后裂纹分析,裂纹率明显下降,而且也未出现结晶器渣面结冷钢现象。
3.6 结晶器液面波动对裂纹影响
连铸保护渣熔化速度过快或过慢,使保护渣液渣层过厚或过薄,会使结晶器导热不均匀,局部区域坯壳厚度出现不均匀,这样纵裂纹发生,由图6可见液渣层厚度 <5mm 时纵裂纹发生率增加。
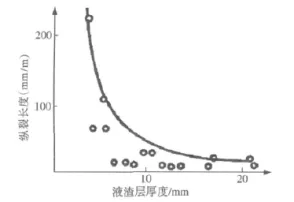
图6 液渣层厚度对铸坯纵裂纹的影响
4 结论
通过对异形坯表面纵裂纹高倍金相分析、产生裂纹的机理分析和异形坯裂纹形成原因分析的探索,异形坯在凝固过程中受到的热应力、鼓肚应力和机械应力不好消除,这样就容易在腹板和R角处产生表面裂纹,我们只能通过改善铸坯传热、提升钢水质量、操作的精细化等几个方面来做文章,达到抑制和减弱异型坯结晶器断面所固有的不利影响。
(1)对钢水质量控制。通过对脱硫、夹杂物去除工艺研究和实践,降低了钢水硫含量,提高钢中[Mn]/[S]比到25,并保证适当的精炼周期和软吹时间,合适的精炼渣碱度,钢水钙处理,降低了有害元素含量,提高了钢水纯净度,异形坯裂纹率得到改善。
(2)优化冷却制度。控制结晶器进水温度在30℃~35℃,进出水温差在5℃~7℃ ,结晶器水流速由 11m/s 降低到10m/s;二冷比水量由0.72L/kg改变成0.65L/kg,采用弱冷制度,可减少裂纹的产生。
(3)优化结晶器保护渣厚度。结晶器保护渣厚度要求大于55mm,液渣层厚度 大于5mm ,纵裂纹发生率大大降低。
(4)对原辅料管理。严格管控进入转炉的物料,对于潮湿(雨季)物料拒绝接受。经过进行工艺改进,减少混合料用量,由原来30-45公斤/吨钢降到现在的小于10公斤/吨钢,且要求吹炼前期加完(3min前),现在日钢异形坯表面纵裂率由1.23%下降到0.55%,BB2断面裂纹率由0.37%降到0.06%。
(5)稳定工艺。异形坯生产实行三稳定原则,即结晶器液面稳定、中间包液面稳定、拉速稳定;大包采用长水口保护浇注,保护渣加入原则少加、勤加、均匀加入。连铸采取一系列措施后,异形坯裂纹明显得到改观。
